

- PÁGINA PRINCIPAL >
- CENTRO DE EDUCAÇÃO >
- O ABC da soldadura por arco >
- Trinca a quente: Como ocorre e como pode ser impedida >
O ABC da soldadura por arco
Trinca a quente: Como ocorre e como pode ser impedida
A trinca a quente pode ser definida como a fissuração formada a altas temperaturas perto do solidus de metal, onde o metal tem coerência, mas é completamente frágil. Pode ocorrer em metais de solda e na Zona Termicamente Afetada (ZTA). Quase todos os metais (tais como aço carbono, aço de baixa liga, aço inoxidável austenítico, liga de níquel e liga de alumínio) podem vir a sofrer este defeito a qualquer nível.
A falta de ductilidade a altas temperaturas que causa uma condição frágil perto do solidus é geralmente devida à formação de um filme líquido intergranular de uma impureza, nomeadamente enxofre e fósforo no metal. Ambas estas impurezas combinam com os elementos de matriz para formar compósos de baixo ponto de fusão (inferior à aquele da matriz), reduzindo desse modo a coesão intergranular. Por sua vez, a falta de coesão entre os limites de grão inicia as trincas, ajudada pelos esforços elásticos resultando da contracção da solda. A trinca a quente é designada também como a “trinca por solidificação” que ocorre em metais de solda quando um metal de solda derretido se congelar, e como “trinca por liquação,” que ocorre nas zonas termicamente afetadas do metal mãe e do metal de solda no sólido, afetado pelo calor do arco.
Geralmente a trinca a quente ocorre longitudinalmente ao longo da linha central da solda, ocorrendo no meio da solda; porém pode também ocorrer através da linha central da solda afetada pela direção do esforço elástico. A Figura 1 mostra uma trinca a quente longitudinal que aparece na superfície de uma solda. Uma outra trinca a quente, mostrada em Figura 2, é uma trinca a quente longitudinal que ocorra dentro do metal de solda.
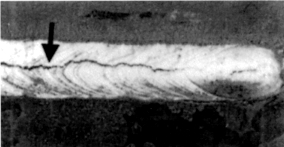
Fig. 1 Uma trinca a quente longitudinal que aparece na superfície de um metal de solda por SMAW
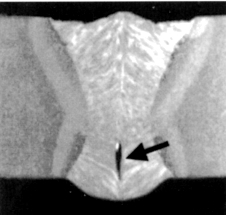
Fig. 2 Uma trinca a quente longitudinal que aparece na secção transversal de um metal de solda por SAW
A trinca a quente pode ser impedida empregando precauções adequadas, como discutido abaixo, à exceção de algumas ligas que são inerentemente muito suscetíveis à trinca a quente na soldadura por arco.
(1) Uso de um aporte de calor inferior
O uso de um aporte de calor inferior aumenta a velocidade de resfriamento do metal de solda, que minimiza o tempo passado no intervalo de temperatura frágil. Também aumenta a relação da largura à profundidade do metal de solda, diminuindo desse modo a susceptibilidade à trinca a quente.
O uso de juntas de soldadura com um raio maior do sulco aumenta a relação da largura à profundidade do metal de solda, que impede a trinca a quente - Fig. 3.
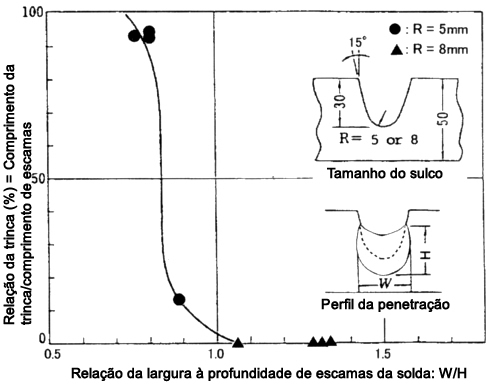
Fig. 3. O efeito da relação da largura à profundidade (W/H) do metal de solda na susceptibilidade de trinca a quente de soldas do aço 2,25Cr-1Mo pela soldadura por arco submerso
(3) Uso dos metais de enchimento controlados por ferrite
Ao soldar os aços inoxidáveis austeníticos, use os metais de enchimento que contêm a ferrite (normalmente 3-10% no metal de solda) na matriz austenítica. Para fins especiais (por exemplo usos de temperaturas criogênicas) onde um metal de solda inteiramente austenítico é exigido, use um metal de enchimento que contem um baixo teor de enxofre e fósforo com índice aumentado de manganês.
CENTRO DE EDUCAÇÃO




