

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.8: Aplicações típicas dos Sistemas de Soldadura Robotizada ARCMAN™ para Maquinarias de Construção >
Especificações técnicas Vol.8
Aplicações típicas dos Sistemas de Soldadura Robotizada ARCMAN™ para Maquinarias de Construção

Introdução
Um artigo na edição precedente introduziu sumariamente o negócio do sistema de soldadura Kobelco e descreveu os robôs de soldadura por arco da série ARCMAN™ e as fontes de potência de soldadura por arco da série SENSARC™, que configuram o sistema do robô de soldadura, centrando-se sobre suas características e os últimos modelos. Os robôs populares da série ARCMAN™ são usados principalmente pelos clientes nos campos de soldadura de placas médias e pesadas, tais como maquinarias de construção, construções de armação de aço, pontes e vagões para ferrovias. A edição actual focalizará em como as séries ARCMAN™ foram empregadas tipicamente pelos construtores da maquinaria de construção.
Necessidade para os rôbos de soldadura na fabricação de maquinarias de construção
No campo da soldadura de placas médias e pesadas, o uso de robôs de soldadura progrediu consideravelmente na fabricação de maquinarias de construção. A razão principal desta situação pode ser atribuída à produção de volume alto e mistura baixa na fabricação de maquinarias de construção, comparada a outros campos. Adicionalmente, a relação de consumo dos consumíveis de soldadura necessários para a fabricação de maquinarias de construção cifrouse em cerca de 1% por peso. Isto é, uma máquina escavadora hidráulica da classe 20-MT (Figura 1), que é produzida no volume mais alto, exige aproximadamente 200 kg de consumíveis de soldadura por uma unidade. Devido ao grande consumo de consumíveis de soldadura, assim como à necessidade para uma qualidade consistente de solda, os robôs de soldadura, que têm dois a três vezes a capacidade de soldadores humanos, ganharam firmemente o favor no campo de maquinarias de construção.
Necessidade para a soldadura de fabricação da maquinaria de construção
As peças de trabalho para as maquinarias de construção têm um número superior de características particulares; por tanto, o robô de soldadura deve poder trabalhar dentro de um grupo particular de limitações, como segue:
(1) As formas complexas das peças de trabalho exigem a soldadura de sulco e a soldadura de multi-camada.
(2) A soldadura plana é usada frequentemente para obter uma eficiência alta de soldadura, uma melhor penetração e uma aparência do escamas mais suave. Conseqüentemente, a peça de trabalho deve ser fixada em um posicionador para colocá-lo na posição apropriada para uma soldadura plana.
(3) As grandes peças de trabalho exigem muitas horas de produção para terminar, e a soldadura responde por quantidades significativas de tempo de produção. Para reduzir o tempo passado na soldadura, os processos que oferecem taxas de deposição altas, tais como a soldadura por arco em tandem, são favorecidos.

Figura 1: A máquina escavadora hidráulica da classe A20-MT precisa aproximadamente 200 kg de consumíveis de soldadura para fabricar.
Empregando a soldadura robótica para o componente de “braço” de uma máquina escavadora hidráulica.
A soldadura dos braços hidráulicos da máquina escavadora fornece um bom exemplo de como o ARCMAN™-MP, o modelo mais vendido de Kobelco, é aplicado na fabricação de maquinarias de construção. Empregando este sistema de soldadura, o tempo de ciclo de soldadura pode ser encurtado, e a qualidade de solda pode ser melhorada. As características deste sistema são apresentadas a seguir:

Figura 2: O sistema de robôs “Twin” reduz o tempo de produção graças às operações simultâneas.
Robôs “Twin”
Com este sistema, dois robôs soldam uma peça de trabalho ao mesmo tempo, como mostrado em Figura 2, encurtando deste modo as horas de produção. A fim de maximizar o efeito de soldadura com os robôs “Twin”, cada robô é responsável para soldar as parcelas predeterminadas da peça de trabalho de modo que terminem em tempos aproximadamente iguais.
Função de seguimento da largura do sulco
Com o uso de um sensor de arco para medir a largura do sulco durante a soldadura, esta função corrige sequencialmente a velocidade de soldadura e as condições de tecelagem, de acordo com a largura de sulco medida. Com esta função, as soldas podem ser produzidas com altura uniforme das escamas e uma suficiente penetração, mesmo em peças de trabalho com larguras de sulco variadas.
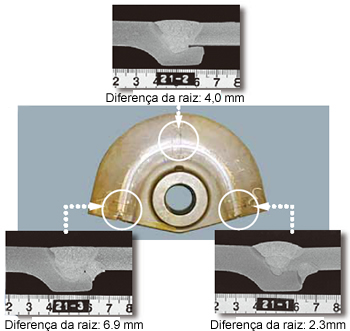
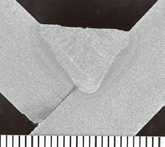
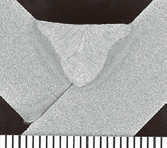
Figura 3: A parte de um componente de braço apresenta
uma aparência uniforme de solda (média) e três
macroestruturas de secção transversal (parte superior e
parte inferior) mostram uma suficiente penetração.
A Figura 3 mostra os resultados de análise das soldas produzidas com as funções de seguimento de largura de sulco e soldadura multi-camada. A forma do sulco era de 50°V. A largura do sulco foi variada mudando a diferença da raiz antes de soldar ao longo do eixo de solda: 2,3 mm no início, 4 mm no meio, e 6,9 mm na extremidade. A soldadura foi terminada com três camadas. A soldadura da camada final foi realizada de acordo com o modo seqüencial ajustado pelo ensino original, apesar das medidas subseqüentes da largura do sulco. Conseqüentemente, os testes mostram que, em peças de trabalho com larguras de sulco variadas, as soldas dae camadas múltiplas podem ser obtidas com suficiente penetração e altura virtualmente uniforme do reforço. É notável que a camada final das soldas exibiu uma largura regular das escamas independentemente da flutuação da largura de sulco.
Função de comutação para os parâmetros de ferramenta e soldadura
A maioria de linhas de soldadura de uma peça de trabalho podem ser soldadas com a extensão de fio e a protecção de gás. Contudo, para uma junta de sulco de chanfro simple profundo em torno de uma parte chefe, a extensão de fio deve ser comutada para tornar-se mais longo, a fim de evitar a interferência de tocha à peça de trabalho, expandindo deste modo a gama de aplicação para uma soldadura robotizada da peça de trabalho.
Usando um sistema em tandem de soldadura para as lanças de máquina escavadora hidráulica
Um sistema de soldadura em tandem pode reduzir o tempo de ciclo de soldadura e minimizar o número de sistemas a ser instalados; tais benefícios conduzem muitos construtores a empregar tais sistemas, no campo de maquinarias de construção. Um exemplo de sistema de soldadura em tandem de Kobelco é introduzido aqui, combinado com o ARCMAN™ - SR, um robô de soldadura compacto que possa facilmente se instalar em cima, para maximizar as capacidades de soldadura robotizada. Neste sistema, o slider e o posicionador são integrados, reduzindo a pegada do sistema, e o posicionador é equipado com uma eixo para cima/baixo, que melhore a operabilidade ao ajustar uma peça de trabalho. A Figura 4 ilustra este sistema em operação.

Figura 4: ARCMAN™-SR (suspendido para cima) em operação na lança em posição inclinada.
Maior eficiência para a soldadura em tandem
Usando o posicionador de rotação/inclinação, o sistema em tandem permite que todas as juntas sejam soldadas na posição plana, o que maximiza a eficiência e fornece uma boa penetração e aparência do cordão. A soldadura por arco em tandem pode reduzir o tempo de soldadura por arco único convencional por 30-50%. Este sistema de soldadura por arco em tandem pode fornecer velocidades aumentadas e cordãos de solda adequados, devido a sua técnica de soldadura "one-pool" e de dois eléctrodos. A Figura 5 mostra a aparência do cordão e a macroestrutura de secção transversal pela soldadura por arco em tandem nas condições típicas da soldadura para soldas em ângulo planas com um comprimento de pé de 9 milímetros. Segundo as indicações da figura, a velocidade da soldadura por arco em tandem pode ser de quase 2 vezes (1,75 vezes) mais rapida que a soldadura por arco único convencional.
| Condições de soldadura | Aparência de escamas | Macroestrutura de secção transversal |
|
|---|---|---|---|
| Soldadura única |
▪ Amperagem: 380A ▪ Velocidade de reboque: 40 cm/min |
 |
 |
| Soldadura em tandem |
▪ Amperagem: De inicio: 340A De fim: 320A ▪Velocidade de reboque: 70 cm/min |
 |
 |
Respingo ultra-baixo na soldadura em tandem
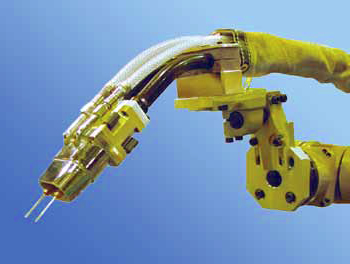
Figura 6: A tocha em tandem integrado compacta apresenta um acesso mais fácil num espaço limitado e impeça que o cabo de soldadura poderá ficar preso em torno do pulso do robô.
Para melhorar a estabilidade do arco e reduzir a geração de respingo, a soldadura pulsada é aplicada, em que as correntes de pico e de base são sincronizadas entre os fios de início e de fim pelo controle especial da saída da soldadura. Com este controle da saída, o sistema novo pode reduzir a geração de respingo por um valor de 70% impressionante e produz mesmo as partículas menores de respingo que os sistemas convencionais.
Aplicações mais largas com uma tocha em tandem integrada compacta
Segundo as indicações da Figura 6, este sistema usa uma tocha em tamdem integrada compacta que pode facilmente alcançar as linhas de soldadura na área limitada de uma peça de trabalho e impede que os cabos da tocha sejam emaranhados em torno do pulso do robô. Esta tocha em tandem integrada permite conseqüentemente que o robô aborde uma vasta gama de aplicações que os robôs equipados com uma tocha em tandem convencional.
Qualidade melhorada da solda com a função de detecção duplo-arco (seguimento do fio de fim)
A fim de obter soldas de alta qualidade com a soldadura por arco em tandem, os fios de início e de fim devem seguir exactamente a linha de soldadura. Se um dos dois fios desvia-se da linha de soldadura, a solda pode conter defeitos, tais como undercuttings e penetração insuficiente. Mesmo quando o ensino é efectuado com precisão com uma peça de trabalho de placas médias/pesadas, os fios de soldadura podem desvia-se da linha de soldadura, devido aos erros de processamento da peça de trabalho, distorção térmica ou curvatura do fio de soldadura. A detecção do arco apresenta uma maneira de superar este problema. Contudo, os sensores do arco convencionais são eficazes somente quando as quantidades de desvio dos fios de início e de fim da linha de soldadura forem quase as mesmas. Contudo, a falha ao entrar com precisão a linha de seguimento do fio de fim na memória durante a operação de ensino, ou uma curvatura do fio de fim pode causar um desvio por diferentes graus do fio de inicio e fio de fim. Tais desvios do fio de fim podem causar imperfeições de solda porque os sensores convencionais do arco não podem detectar o desvio do fio de fim. Para resolver este problema, Kobe Steel desenvolveu também um “sensor de arco duplo” original que pudesse detectar o fio de fim. Os resultados de análise do sensor de duplo-arco demonstram seu desempenho excelente de soldadura em tandem com um desvio do fio de fim por 5 mm da linha de soldadura. As condições principais de soldadura eram como segue:
▪ Soldadura de filete horizontal com comprimento de pé de 8 mm
▪ Corrente de soldadura: 320A para o fio de inicio; 270A para o fio de fim
▪ Velocidade de soldadura: 72 cm/min.
A Figura 7 mostra o resultado de análise obtido em soldadura em tandem, com um sensor de arco convencional (sem detectar o arco de fim). Segundo as indicações da figura, o desvio do fio de fim causou um grande undercutting na placa de “web”. Também, grandes partículas de respingo podem ser observadas na placa da flange, minando deste modo a qualidade de solda.
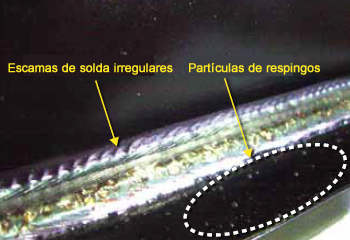
Figura 7: Aparência de escamas de solda em caso de
soldadura por arco em tandem com um sensor de arco
convencional.

Figura 8:Aparência de escamas de solda no caso de soldadura por arco tandem com um sensor de duplo-arco
Ao contrário, a Figura 8 mostra o resultado de um teste realizado sob as mesmas circunstâncias que acima, mas com um sensor de duplo-arco que poderia detectar o desvio do fio de fim e enviar os dados ao controlador, para corrigir imediatamente a trilha do fio, tendo por resultado deste modo uma boa aparência das escamas de solda sem defeito.
O sensor de duplo-arco foi testado também em um caso onde os fios de início e de fim se desviam da linha de soldadura (segundo as indicações da Figura 9). Os resultados mostram que os fios de início e de fim seguiram correctamente a linha de soldadura para produzir a solda de qualidade aceitável, segundo as indicações da Tabela 1.
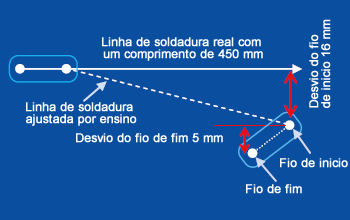
Figura 9: Desvio da linha de soldadura real para testar o
desempenho do sensor de duplo-arco.
| Tipo de soldadura |
Comprimento de pé |
Corrente de soldadura |
Velocidade de solda |
Resultados de solda |
|---|---|---|---|---|
| Filete plano | 8 mm | De inicio 400 A De fim 350 A |
80cm/min | Bom |
| Filete horizontal |
8 mm | Leading: 350A Trailing: 300A |
75cm/min | Bom |
| Filete plano | 6 mm | Leading: 350A Trailing: 300A |
90cm/min | Good |
Postscript P.s.
Como descrito neste artigo, a soldadura dos braços e das lanças de máquinas escavadoras apresentam duas aplicações comuns dos sistemas de soldadura robotizada empregados no campo de maquinarias de construção. Como fornecedor de sistemas de soldadura robotizada aos construtores de maquinarias de construção (entre outros campos), o objetivo da Kobe Steel é encurtar o tempo de ciclo de soldadura e melhorar a qualidade de solda continuando a desenvolver robôs com melhor desempenho e propor as melhores soluções para os clientes. Na próxima edição, planeamos introduzir os sistemas robóticos usados para soldar as placas médias/pesadas em outros campos, tais como indústria de vagões para ferrovias. Kobe Steel esteve empenhado no apostolado de ajudar os clientes a melhorar o desempenho total de fabricação através da operação dos sistemas de soldadura de Kobelco instalados em seus locais de fabricação. Nosso empenhamento e nossa relação estreita de trabalho devem conduzir à satisfação excelente do cliente. Conseqüentemente, quando os robôs experimentam frequentes interrupções de curto prazo durante a operação, ou causam imperfeições de solda, que degradam a consistência da produção, as causas devem ser analisadas adequadamente e a operação de ensino deve ser melhorada. Na próxima edição, discutiremos as medidas tomadas pela Kobe Steel de modo que venhamos a satisfazer as suas expectativas.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




