

- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основы дуговой сварки >
- Для предотвращения нестабильной дуги при автоматической сварке GMAW >
Основы дуговой сварки
Для предотвращения нестабильной дуги при автоматической сварке GMAW

Слишком большой диаметр кольца сварочной проволоки может вызвать прерывистый электрический контакт между токоподводящим наконечником и проволокой, что дает нестабильную дугу.
В автоматической газовой сварке с металлическим электродом (GMAW) с применением роботов и специальных автоматических сварочных систем, можно отрегулировать выпрямитель проволоки так, чтобы сварочная проволока подавалась насколько возможно прямо с токоподводящего наконечника и тем самым сделать более точным наложение проволоки на линию сварки. Однако этот метод может иметь неблагоприятное воздействие на регулярность электрического контакта между токоподводящим наконечником и проволокой, что делает сварочную дугу нестабильной. Это является наиболее распространенной причиной возникновения нестабильной дуги, несмотря на равномерную подачу сварочной проволоки.
Нерегулярный электрический контакт между концом токоподводящего наконечника и сварочной проволокой может возникать при недостаточном контактном давлении проволоки на наконечник. На контактное давление проволоки воздействует главным образом диаметр кольца проволоки. (Рис. 1).
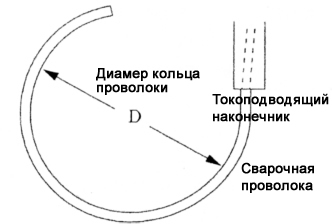
Рисунок 1. Диаметр кольца сварочной проволоки при подаче ее из токоподводящего наконечника.
По мере увеличения диаметра кольца сварочной проволоки контактное давление проволоки на токоподводящий наконечник уменьшается, в результате чего сварочная дуга может стать менее стабильной, как показано на Рисунке 2. Таким образом, диаметр кольца сварочной проволоки нужно контролировать, чтобы он оставался достаточно малым – обычно 600 мм и менее – путем настройки выпрямителя проволоки и прижимного ролика механизма подачи проволоки, так, чтобы сохранять стабильное контактное давление проволоки на токоподводящий наконечник. Кроме того, как показано на Рис. 2, использование свободного токоподводящего наконечника с излишне большим диаметром отверстия по сравнению с диаметром сварочной проволоки, или слишком разношенного наконечника, чаще вызывает нестабильную сварочную дугу.
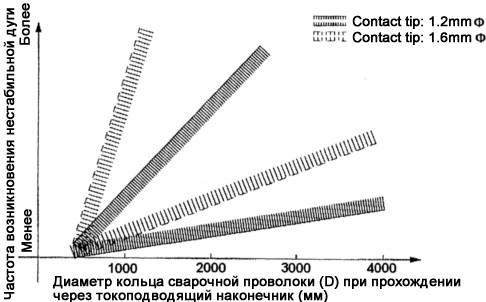
Рисунок 2. Частота возникновения нестабильной сварочной дуги в зависимости от диаметра кольца сварочной проволоки (D) при прохождении через токоподводящий наконечник (Диаметр проволоки: 1,2 мм)
Нестабильная сварочная дуга, вызванная неравномерным электрическим контактом между проволокой и токоподводящим наконечником, способна также вызвать расплавление в зоне между токоподводящим наконечником и проволокой, что может повредить внутреннюю поверхность токоподводящего наконечника и значительно повысить сопротивление при подаче проволоки, тем самым повреждая поверхность проволоки на прижимном ролике. Теким образом, эта электрическая неполадка может вызвать дальнейшие проблемы в процессе подачи сварочной проволоки.
Для того, чтобы предотвратить этот ряд неполадок, в случае, когда прерывистый электрический контакт вызывает нестабильную дугу или прерывание дуги, следует не только поменять токоподводящий наконечник, но и удалить всю сварочную проволоку, протянувшуюся от прижимного ролика к сварочной горелке через проводник. Перед тем как возобновить работу примите превентивные меры, чтобы не допустить возникновения нерегулярного электрического контакта.
Причиной нестабильной сварочной дуги может быть также сварочный кабель излишне большой длины или диаметра, что приводит к падению электрического напряжения.
Источники питания для сварки GMAW спроектированы так, что они работают оптимально, когда сварочный кабель указанного диаметра для номинального сварочного тока протянут в целом на 5-10м. Таким образом, использование более длинного или тонкого кабеля может привести к понижению стабильности сварочной дуги в связи с падением напряжения. Чтобы избежать этого, следует увеличить напряжение на выходе из терминала или воспользоваться сварочным кабелем большей толщины, а значит с меньшей электрической сопротивляемостью для компенсирования снижения напряжения.
Когда длинный сварочный кабель во время работы скручивается в спираль, сварочная дуга может стать более нестабильной из-за возросшей индуктивности кабеля. Именно поэтому длинный сварочный кабель следует держать в прямом состоянии во время работы.
ЦЕНТР ОБРАЗОВАНИЯ




