

- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основы дуговой сварки >
- Что дает применение смеси аргона и двуокиси углерода Ar/CO2 в качестве защитного газа >
Основы дуговой сварки
Что дает применение смеси аргона и двуокиси углерода Ar/CO2 в качестве защитного газа
При газометаллической дуговой сварке низколегированной стали и высокопрочной стали прочностью 490N/mm2 в качестве защитного газа помимо двуокиси углерода CO2 часто применяется газовая смесь аргона и двуокиси углерода (Ar/CO2). Предпочтения в выборе защитного газа отличаются в разных странах и для конкретных пользователей. В Европе более популярны смеси Ar/CO2, тогда как в Японии предпочитают использовать двуокись углерода CO2. Производители оборудования часто используют смеси Ar/CO2, а производители металлоконструкций выбирают CO2. Далее в этой статье обсуждаются характеристики защитного газа из смеси Ar/CO2 по сравнению с CO2.
Самой ценной характеристикой смесей Ar/CO2, обычно состоящих на 80% из аргона и на 20% из двуокиси углерода, является их уникальный механизм переноса электродного металла. Защитная среда из газовой смеси Ar/CO2 позволяет получить струйный перенос электродного металла при сильном сварочном токе. С другой стороны, при использовании в качестве защитного газа двуокиси углерода CO2, перенос электродного металла при сильном сварочном токе осуществляется шаровым методом в случае применения сплошной сварочной проволоки. На рис. 1 показана разница между этими двумя процессами.
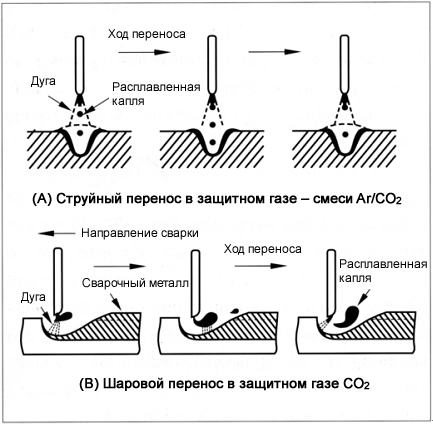
Рис. 1 —Сравнение способов переноса электродного металла при газометаллической дуговой сварке со сплошной проволокой, с использованием в качестве защитной среды смесей Ar/CO2 и CO2.
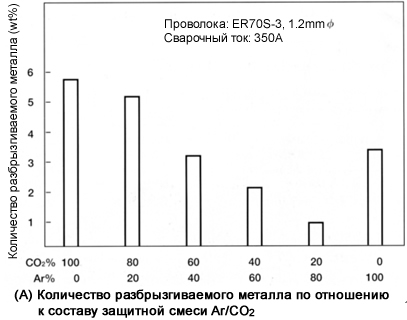
В целом, струйный перенос сокращает разбрызгивание, тем самым повышая эффективность наплавки (Рис. 2) и улучшая внешний вид сварного шва и статическую вязкость сварочного металла.
В случае применения флюсовой проволоки, выбор способа переноса электродного металла также зависит, конечно, от характеристик проволоки, хотя использование в качестве защитного газа – смеси Ar/CO2 позволяет получить более ровную передачу электродного металла струйным способом.
В то же время, использование защитного газа – смеси Ar/CO2 приводит к сокращению рабочего цикла сварочной горелки, что вызвано более высоким температурным излучением дуги, чем при использовании в качестве защитного газа CO2. Кроме того, смеси защитных газов Ar/CO2 могут быть более дорогостоящими.
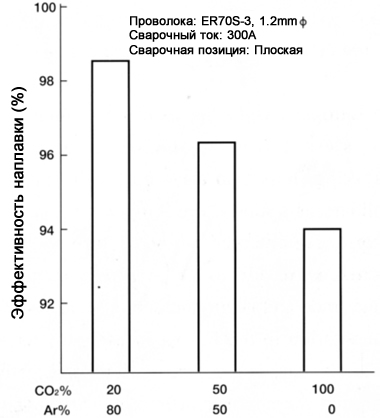
(В) Соотношение эффективности наплавки и состава защитной смеси Ar/CO2
Рис. 2 —Воздействие состава смеси Ar/CO2 на количество разбрызиваемого металла и эффективность наплавки сплошной сварочной проволоки.
Смеси Ar/CO2, применяемые в качестве защитного газа, дают меньшее разбрызгивание металла и лучший внешний вид сварочного шва. Однако следует обратить внимание на высокую стоимость такого газа и меньший рабочий цикл газовой горелки.
ЦЕНТР ОБРАЗОВАНИЯ




