

- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основы дуговой сварки >
- Каким образом межваликовая температура влияет на качество сварных швов >
Основы дуговой сварки
Каким образом межваликовая температура влияет на качество сварных швов
Межваликовая температура в многопроходных швах – это температура металла сварного шва перед наложением его последующего слоя. Контроль межваликовой температуры осуществляется в следующих целях:
(1) сведение к минимуму риска водородного охрупчивания для углеродных, углеродно-марганцевых и ферритовых легированных сталей, для которых минимальная межваликовая температура является такой же, что и минимальная температура предварительного подогрева.
(2) предотвращение нарушения механических свойств углеродных, углеродно-марганцевых и ферритовых легированных сталей, для которых указана максимальная межваликовая температура.
(3) сведение к минимуму риска образования горячих трещин для аустенитной нержавеющей стали, никеля и никелевых сплавов, а также алюминия и алюминиевых сплавов, для которых указана максимальная межваликовая температура.
(4) поддержание должной смачиваемости базового металла расплавленным сварочной металлом для меди и медных сплавов, для которых минимальная межваликовая температура является такой же, что и минимальная температура предварительного подогрева.
Использование высокой температуры предварительно подогрева повышает себестоимость сварочных работ в связи с ростом потребления энергии для нагревания, поэтому температуру снижают, используя новейшие сварочные материалы, которые обладают лучшей свариваемостью.
В противоположность этому, межваликовую температуру часто повышают, чтобы как можно быстрее заполнить сварные швы для достижения более высокой эффективности сварки, что способствует снижению себестоимости работ. С другой стороны, механические качества (для ферритовых сталей) и устойчивость к растрескиванию (для аустенитных сталей) снижаются при применении высоких межваликовых температур, и, в свою очередь, при низкой скорости остывания. Именно поэтому максимальная межваликовая температура часто является проблемой.
На Рисунке 1 показаны результаты тестирования воздействия межваликовой температуры на механические свойства сварочных металлов класса 490 Mpa при сварке металлическим электродом в среде защитного газа с использованием сплошной сварной проволоки. (Источник данных: Steel Construction Engineering, Том 7, No. 26, Июнь 2000). Из данной таблицы очевидно, что предельная разрывная прочность, предел текучести в 0.2% и ударная вязкость сварочного металла снижаются по мере повышения межваликовой температуры. Следовательно, межваликовая температура должна быть ограничена для обеспечения требуемых механических свойств. Как показывает график, максимальная межваликовая температура должна составлять 250°C, чтобы обеспечить предельную разрывную прочность в 490 MPa.
Для предотвращения горячих трещин требуется, как правило, максимальная межваликовая температура в 150°C для аустенитной нержавеющей стали и сплавов на никелевой основе, и в 70°C для алюминиевых складов.
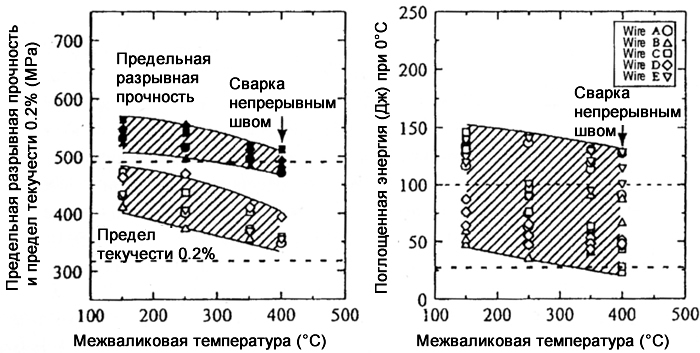
Рисунок 1. Воздействие межваликовой температуры на механические свойства сварочных металлов класса 490 Mpa при сварке GMAW c использованием сплошной сварочной проволоки JIS YGW11 пяти разных марок (Погонная энергия: 40 кДж/см)
ЦЕНТР ОБРАЗОВАНИЯ




