

- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основы дуговой сварки >
- Предварительный подогрев и послесварочная термообработка: цели и методы >
Основы дуговой сварки
Предварительный подогрев и послесварочная термообработка: цели и методы
Предварительный подогрев можно определить как нагревание основного металла или субстрата перед сваркой. Для предварительного подогрева используют газовые горелки, электронагреватели или инфракрасные теплоизлучающие панели. Эта процедура замедляет охлаждение после сварки, тем самым предотвращая холодное растрескивание сварных швов. На Рисунке 1 показано, как повышение температуры предварительного подогрева влияет на скорость остывания сварных швов. Например, если погонная энергия постоянна (например, 20 кДж/см), предварительный подогрев при температуре 50°C дает приблизительную скорость остывания в 17°C/сек, тогда как предварительный подогрев при 250°C замедляет остывание примерно до 3°C/сек. Замедление остывания предотвращает формирование хрупких структур в сварном металле и удаляет диффузный водород, что, в свою очередь, предотвращает холодное растрескивание сварных швов.
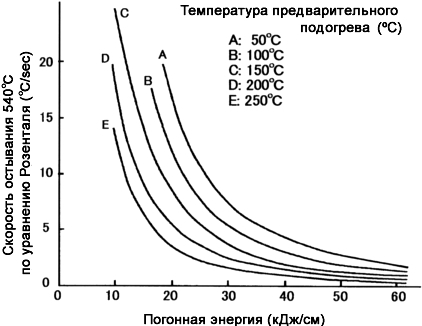
Рисунок 1. Воздействие предварительного подогрева на скорость остывания сварных швов как функция погонной энергии (Толщина пластины: 19 мм)
На Рисунке 2 показано воздействие температуры предварительного подогрева на холодное растрескивание сварных швов высокопрочных сталей 780 MPa. С повышением температуры предварительного подогрева степень растрескивания снижается.
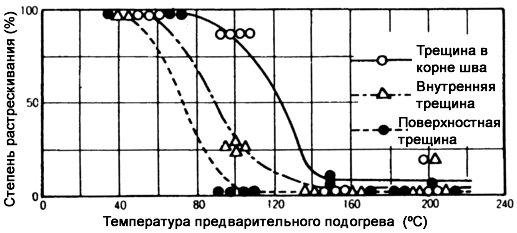
Рисунок 2 .Результаты испытаний на растрескивание y-образного сварного шва для высокопрочных сталей 780 MPa
Послесварочная термообработка – это нагревание сварочного изделия после сварки. Послесварочная термообработка включает в себя следующие процессы: послесварочная термообработка (PWHT), немедленный нагрев после сварки (IPWH), нормализация, закаливание и отпуск (искусственное старение). Главные цели этих операций в сварочных изделиях заключаются в следующем:
■ PWHT: снижает остаточное напряжение
■ IPWH: снижает содержание диффузного водорода
■ Нормализация: рафинирует микроструктуры, деформированные в процессе горячей формовки (например, в днищах сосудов)
■ Закаливание: укрепляет сварные швы путем быстрого охлаждения с использованием воды, воздуха или водяной пыли (например, в осях с наплавкой)
■ Отпуск (искусственное старение): стабилизирует микроструктуру швов после закаливания или сварки
Из этих способов термообработки, PWHT и IPWH наиболее часто используются в сварочных процессах. Остальные процессы применяются ограниченно в отдельных видах сварочных работ. Цели и методы PWHT подробно описаны в Kobelco Welding Today, Вып. 4, No. 2, Апрель 2001. IPWH обычно выполняется перед PWHT с помощью газовых горелок на швах сразу после завершения сварки, пока швы сохраняют температуру предварительного подогрева, с применением сравнительно низких температур и более короткого времени нагревания (250-350°C x 0.5-1h). IPWH снижает содержание диффузного водорода до адекватного уровня (хотя и более высокого по сравнению с PWHT, как показано на Рисунке 3), что предотвращает холодное растрескивание.
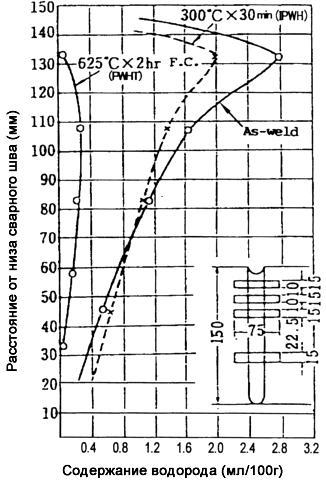
Рисунок 3. Воздействие промежуточного нагрева и термообработки после сварки на удаление диффузного водорода из хромо-молибденовых сварочных металлов 2.25Cr-1Mo (Температура предварительного подогрева и межваликовая температура: 200°C)
ЦЕНТР ОБРАЗОВАНИЯ




