

- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основы дуговой сварки >
- Вертикальная сварка на спуск >
Основы дуговой сварки
Вертикальная сварка на спуск
Ответ ―
Как Вам известно, сварка на спуск или сварка на подъем применяется при работе в вертикальной позиции. Сварка на спуск выполняется в направлении сверху вниз, тогда как сварка на подъем – снизу вверх. Сварка на спуск часто применяется для угловой сварки стальных листов, так как она обладает следующими преимуществами по сравнению со сваркой на подъем:
(1) Более высокая скорость сварки
(2) Проще получить угловые швы с малым катетом
(3) Меньшая глубина проплавления
(4) Меньшая погонная энергия благодаря более высокой скорости сварки
(5) Меньше сварочных деформаций
Однако сварка на спуск может сдерживать проплавление и приводить к образованию шлаковых включений в том случае, если сварщик недостаточно контролирует сварочную дугу таким образом, чтобы она точно следовала линии сварки при высокой скорости сварки (например, 60 см/мин и выше со сварочной проволокой диаметром 1,2 мм). Следующие меры могут помочь предотвратить дефекты в угловых швах при вертикальной сварке на спуск.
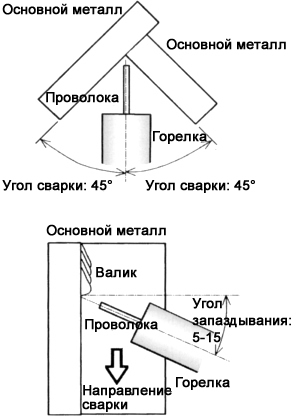
(1) Использование прямой сварки без поперечных колебаний электрода.
(2) Контролирование сварочной горелки таким образом, чтобы угол сварки составлял 45 градусов, а угол запаздывания - 5-15 градусов, как показано ниже.
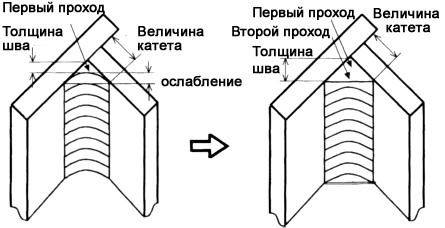
Еще одна сложность, связанная со сваркой на спуск, заключается в том, что она может давать вогнутый сварной шов c недостаточным критическим сечением (с ослаблением) при вертикальной угловой сварке. Чтобы избежать этого, рекомендуется двухпроходная сварка, как показано на рисунке ниже. Во втором проходе также следует применять прямую сварку без поперечных колебаний электрода.
Для разных видов сварочной проволоки, применимой при сварке на спуск, рекомендуются следующие варианты подходящих способов переноса сварочного металла и методов приложения.
(1) Сплошная проволока для сварки листового металла короткой дугой при токах низкой частоты (50-160A для проволоки диаметром 1,2 мм), такой как MG-51T (ER70S-6)
(2) Флюсовая проволока для сварки листового металла короткой дугой при токах низкой частоты (50-180A для проволоки диаметром 1,2 мм), такой как MX-100T (E71T-1, E71T-1M)
(3) Флюсовая проволока для сварки тонких пластин с использованием крупнокапельного переноса при токах средней и высокой частоты (200-300A для проволоки диаметром 1,2 мм), такой как DWA-50 (E71T-1M), DW-100 (E71T-1), и MX-Z210 (E70T-l)
Перед тем, как приступить к сварке на спуск, необходимо тщательно учесть такие факторы, как проплавление, допуск на совмещение кромок, а также уровень навыков сварщика, чтобы обеспечить получение шва, удовлетворяющего требованиям. Для Вашего сведения, стандарт AWS D1.1 (Принципы сварки строительных конструкций – Сталь), в частности, гласит, что переход от сварки на подъем к сварке на спуск и наоборот является важным параметром, требующим переcмотра технических условий сварки.
ЦЕНТР ОБРАЗОВАНИЯ




