

- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основы дуговой сварки >
- Что такое диффузный водород >
Основы дуговой сварки
Что такое диффузный водород

Что такое диффузный водород
В ходе сварки, в результате распада водяных паров или углеводородных соединений в сварочной дуге вырабатывается водород. Такие материалы, как стальные сплавы и алюминий очень интенсивно выделяют водород, когда их температура достигает или приближается к температуре плавления. Следовательно, расплавленный сварочный металл может быстро абсорбировать водород из горячего газа сварочной дуги. Оказавшись в сварочном металле, атомы водорода способны быстро проникать в зону термического влияния (HAZ) основного металла в качестве диффузного водорода ([H]D), так как их диаметр значительно меньше пространственной решетки металлов.
Металлы отторгают диффузный водород в ходе остывания и фазового перехода, в результате чего он концентрируется в виде микроскопических смещений и пустот в матрице. Сила, направленная на формирование двухатомного или молекулярного водорода в пустотах настолько велика, что в них возможно нарастание давления. Это вызывает локальные растягивающие напряжения, которые усугубляют остаточные растягивающие напряжения.
Как измеряется содержание диффузного водорода
Есть несколько методов измерения содержания диффузного водорода в сварочном металле: глицериновый, соответствующий JIS Z 3118, ртутный, соответствующий ISO 3690 и AWS A4.3 и метод газовой хроматографии, соответствующий JIS Z 3118, ISO 3690 и AWS A4.3. Однако недостаток глицеринового метода заключается в том, что он дает низкую степень точности при измерении малого количества диффузного водорода (2мл/100г или менее), а ртутный метод проблематичен с точки зрения загрязнения окружающей среды. Метод газовой хроматографии не представляет подобных проблем. Именно поэтому сегодня газовая хроматография широко используется для измерения содержания диффузного водорода в сварочных металлах при сварке методами SMAW, GMAW, FCAW и SAW.
При измерении содержания диффузного водорода методом газовой хроматографии, определенном стандартом JIS, маленький кусок стали размером, например, 10×15×30 для SMAW, сваривается одним швом с использованием покрытого электрода для тестирования. Сразу после сварки образец охлаждается в ледяной воде и очищается металлической щеткой. Затем образец сварного шва помещается в контейнер для сбора водорода и подвергается продувке аргоном для устранения воздуха из контейнера. Контейнер для сбора водорода ставится на 72 часа в контейнер с неизменной температурой (45°C) для сбора диффузного водорода. Для измерения количества диффузного водорода контейнер для сбора водорода подсоединяют к измерительному прибору, как показано на Рисунке 1.
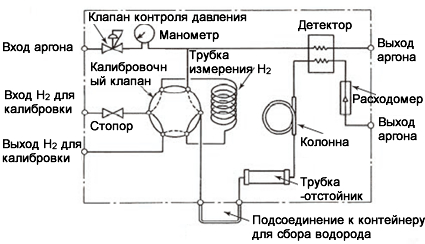
Рисунок 1: Приборы для измерения содержания диффузного водорода в сварочных соединениях методом газовой хроматографии.
Воздействие на свариваемость
Диффузный водород может вызывать водородное растрескивание (которое также называют подваликовым, холодным или замедленным растрескиванием). Водородное растрескивание наблюдается при сварке углеродистых и низколегированных сталей. Склонность к водородному растрескиванию сварочного металла и зоны термического влияния зависит от их состава, содержания диффузного водорода и уровня напряжения. Растрескивание обычно происходит при температурах ниже 150°C сразу же после охлаждения или спустя несколько часов, при наличии сочетания таких факторов, как склонная к растрескиванию микроструктура, высокое содержание диффузного водорода и высокое растягивающее напряжение.
Как снизить содержание диффузного водорода
Влага и другие водородосодержащие вещества могут выделяться в сварочной дуге и вносить диффузный водород в сварочный металл. Среди возможных источников диффузного водорода – влага в покрытии электродов, сварочный флюс, защитный газ и примеси в присадочном материале или основном металле. Присадочная проволока или пруток сами по себе могут являться источником примесей от смазочных материалов, используемых в процессе волочения проволоки.
Для того, чтобы снизить содержание диффузного водорода и свести к минимуму его негативное воздействие на сварочные соединения, рекомендуется следующее:
(1) Использование сварочных материалов с низким, а предпочтительнее с экстра-низким и ультра-низким содержанием водорода. Также рекомендуются сварочные материалы с низким поглощением влаги, способные противостоять впитыванию влаги в течение продолжительного врмени в условиях высокой атмосферной влажности.
(2) Хранение и повторная просушка сварочных материалов в соответствии с рекомендациями производителя.
(3) Тщательная очистка кромок сварного шва и пространства вокруг него от таких источников водорода, как ржавчина, масло, краска, дождевая вода и роса.
» Справочная литература «
[1] JIS Z 3118-1992 и Z 3212-2000
[2] Справочник по сварке (Welding Handbook), Том 4, 8-е издание, Стр. 4-5, 1998, AWS.
ЦЕНТР ОБРАЗОВАНИЯ




