

- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основы дуговой сварки >
- Что такое сварочная деформация >
Основы дуговой сварки
Что такое сварочная деформация

Что такое сварочная деформация
При сооружении металлических конструкций зачастую обнаруживаются существенные отклонения в измерениях, которые возникают во время сварки. Эти отклонения называют сварочными деформациями.
Что приводит к сварочным деформациям
При электродуговой сварке плавлением расплавленный металл неравномерно сокращается при охлаждении от солидуса до комнатной температуры, что приводит к усадке сварного шва и воздействию эксцентрической силы на поперечное сечение шва. Сварное соединение упруго реагирует на напряжение, вызванное усадкой металла сварного шва, что порождает неравномерное растяжение и макроскопические искажения.
Типы сварочных деформаций
Существует ряд видов возможных сварочных деформаций, как показано на Рисунке 1: (A) Поперечная усадка, (B) Продольная усадка, (C) Продольная деформация, (D) Угловая деформация, (E) Деформация изгибом и (F) Коробление. Величина сварочных деформаций и / или усадки зависит от вида свариваемых металлов и сварочного процесса.
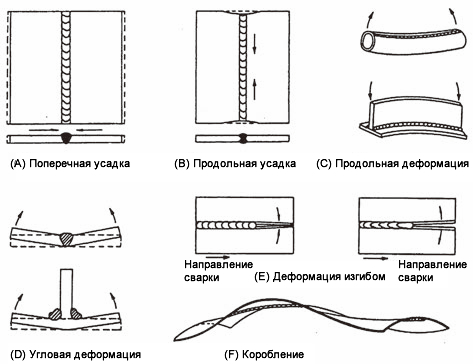
Рисунок 1: Виды сварочных деформаций
Способы предотвращения и устранения сварочных деформаций
При сварке плавлением подготовка кромок шва, последовательность наложения валиков при наплавке, порядок работ и т.д. позволяют свести сварочные деформации к минимуму. Существуют разные методы предотвращения сварочных деформаций путем применения зажимов, клиньев и т.д., как показано на Рисунке 2. Разная последовательность наложения валиков при наплавке, представленная на Рисунке 3 - прямая, обратная, симметричная, челночная - также помогает избежать сварочных деформаций.
Как правило, в свариваемых сооружениях есть несколько линий сварки. Следовательно, сварка в неправильном порядке может привести к появлению сварочных деформаций и растрескиванию швов. С учетом того, что в результате сварки возникают усадки и растяжения, необходимо заранее тщательно подобрать метод сварки, порядок выполнения сварочных швов и выбрать соответствующие сварочные параметры.
Сварочные деформации могут быть устранены путем создания соразмерной пластической деформации в подверженном искривлению сварочном изделии термическим или механическим способом – с применением высокой температуры или огня и/или механического выпрямления с помощью пресса или домкрата. Предварительный подогрев и термообработка после сварки также весьма эффективны.
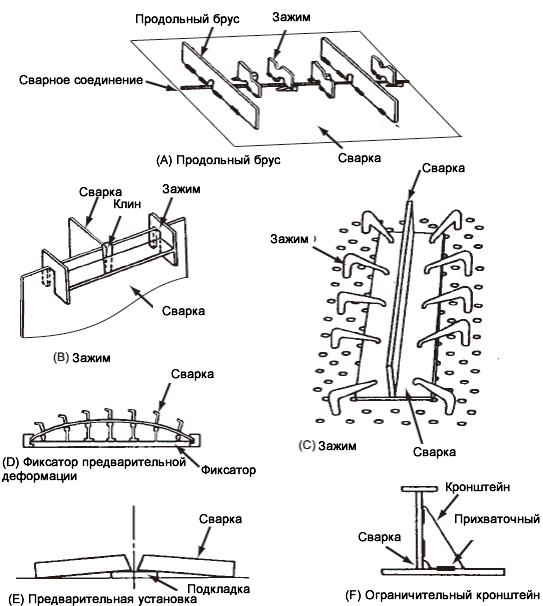
Рисунок 2: Некоторые способы предотвращения сварочных деформаций
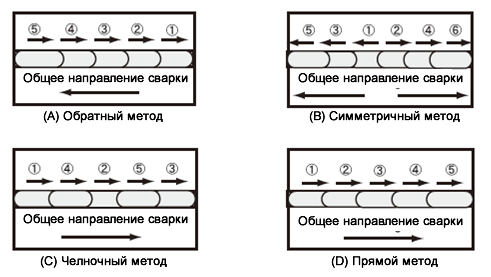
Рисунок 3: Варианты последовательности наложения валиков при наплавке для минимизации сварочных деформаций
» Источники «
[1] Ямамото Сигэаки. Основы дуговой сварки и инспекции.
Shinko Welding Service Co., Ltd., Второе издание, 2003, P.58-59.
[2] Справочник по сварке Том1, AWS, 8-е издание, 1987, P.241-264.
ЦЕНТР ОБРАЗОВАНИЯ




