

- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основы дуговой сварки >
- Знаете ли вы, почему флюсовая сварочная проволока в больших количествах применяется в судостроении >
Основы дуговой сварки
Знаете ли вы, почему флюсовая сварочная проволока в больших количествах применяется в судостроении
С начала 1980-х годов производство флюсовой сварочной проволоки (FCW) в Японии росло с каждым годом, и в 2007 году оно превысило 125 тысяч метрических тонн. [Ист. 1]. Эта цифра составляет около 35% от oбщего объема производимых ежегодно в Японии сварочных материалов.
Флюсовая проволока применяется главным образом в судостроении, на нее приходится 60% всех сварочных материалов, используемых на японских судоверфях [Ист.2].
Высокое потребление флюсовой проволоки в судостроении объясняется ее великолепными характеристиками: высокой прозводительностью наплавки и практичностью (малое разбрызгивание, самоудаление шлака и меньший подрез) при позиционной полуавтоматической, механизированной и роботной сварке тонких и толстых стенок.
Более высокая производительность наплавки позволяет увеличить скорость сварки, и тем самым повысить производительность сварочного процесса. Кроме того, можно снизить потребление защитного газа благодаря более короткому времени сварки. На иллюстрации 1 приводится сравнение производительности наплавки флюсовых проволок (рутиловых и металлических), сплошных проволок и покрытых электродов.
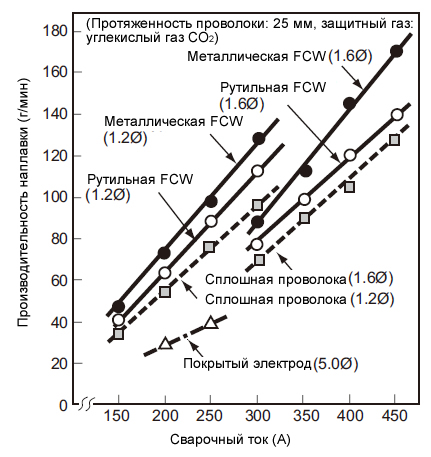
Иллюстрация 1: Производительность наплавки покрытых электродов, сплошной проволоки, рутильной флюсовой проволоки и металлической флюсовой проволоки в зависимости от сварочного тока.
Как показано на иллюстрации, производительность наплавки флюсовой проволоки примерно на 10% выше, чем сплошной проволоки и значительно выше показателя для покрытых электродов. Производительность наплавки металлической флюсовой проволоки также примерно на 15% выше по сравнению с рутильной флюсовой проволокой. Однако следует отметить, что для всех этих сварочных материалов производительность наплавки растет по мере усиления сварочного тока.
Воздействие сварочного тока на производительность наплавки крайне велико, особенно для флюсовых проволок, так как они могут применяться с более сильным сварочным током при сварке во всех пространственных положениях в сравнении со сплошной проволокой и покрытыми электродами. Большинство видов флюсовой проволоки разработано для применения с высоким уровнем сварочного тока и крупнокапельным переносом сварочного металла.
Крупнокапельная арка при использовании флюсовой проволоки дает крайне малое разбрызгивание и меньший подрез со стабильной дугой, благодаря свойствам флюсового сердечника. Вязкий расплавленный шлак флюсовых проволок для сварки во всех пространственных положениях сохраняет сварочную ванну в оптимальном состоянии для получения хорошего внешнего вида сварных валиков при позиционной сварке.
Таким образом, как показано на Иллюстрации 2, сварочный ток высокого уровня может применяться при сварке в любой позиции, что позволяет получить высокую производительность наплавки, а значит, и высокую производительность сварочного процесса.
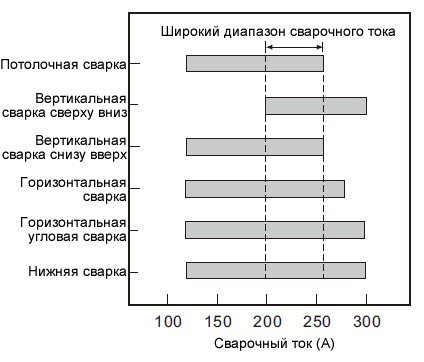
Иллюстрация 2: Соответствующие диапазоны сварочного тока для разных позиций сварки и широкий диапазон сварочного тока для позиционной сварки (DW-100, 1,2Ø, защитная среда CO2).
Эти великолепные характеристики флюсовой проволоки отвечают требованиям судостоительства в отношении улучшения эффективности сварки за счет применения полуавтоматической, механизированной и роботной сварки для обеспечения конкурентоспособности в этой отрасли. Именно поэтому применение флюсовой проволоки в судостроении растет.
» Источники «
[1] Сварочные технологии, Апрель 2008. Издательство Санпо (Sanpo Publications Inc.)
[2] Такэути, Суга. Роботная сварка больших конструкций. Издательство Сэйзандо (Seizando Co.)
ЦЕНТР ОБРАЗОВАНИЯ




