

- ГЛАВНАЯ >
- ТОВАРЫ >
- Технические новинки >
- Vol.2: Сварочные материалы компании Kobelco, предназначенные для резервуаров для хранения сжиженного природного газа (СПГ), выполненных из 9%-ной никелевой стали. >
Технические новинки Vol.2

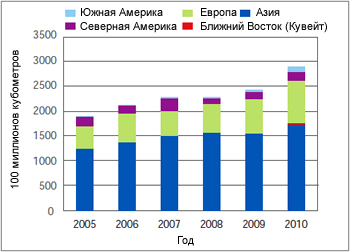
Иллюстрация 1: Мировой импорт СПГ (1)
СПГ - это сжиженный природный газ, в котором основной компонент - метан - сжижен при очень низкой температуре - минус 161,5℃. Объем СПГ составляет всего 1/600 от объема газообразного природного газа, что позволяет транспортировать его в больших количествах газовыми танкерами и хранить в резервуарах. Кроме того, поскольку природный газ дает на 20-40% меньше выбросов CO2 по сравнению с другими ископаемыми источниками энергии, такими как нефть и уголь, он считается одним из чистых энергоносителей. Поэтому ожидается, что потребление СПГ будет стабильно расти. На Илл.1 отражено наблюдаемое в последнее время во всем мире увеличение импорта СПГ.
9%-ная никелевая сталь обычно используется в надземных резервуарах для СПГ

Иллюстрация 2: Точки кипения разных сжиженных газов и
металлы,
из которых могут производится резервуары для
их хранения.
Существует два типа резервуаров для СПГ - один для транспортировки газа на океанских газовых танкерах, а другой - для хранения на берегу. Резервуары для хранения СПГ могут строиться как на земле, так и под землей. Надземные резервуары обычно бывают двустенными, цилиндрической формы с плоским дном, тогда как подземные резервуары - мембранного типа. Так как внутренняя емкость входит в непосредственный контакт с СПГ при температуре минус 161,5 ℃, она должна иметь высокую ударную вязкость. Поэтому внутренние емкости надземных резервуаров для СПГ обычно делаются из 9%-ной никелевой стали или алюминиевого сплава, а внутренние емкости подземных резервуаров - из аустенитных нержавеющих сталей марки 304 и/или 304L. Выбор материала обусловлен точкой кипения соответствующего газа (см. Илл. 2), так как сжижение газа должно происходить при крайне низкой температуре.
Далее в этой статье рассказывается о надземных резервуарах для хранения СПГ со внутренними емкостями из 9%-ной никелевой стали и представлены соответствующие сварочные материалы и процессы.
![Иллюстрация 3: Вид резервуара PCLNG в разрезе [2]](../../images/education-center/technical_hightlight/vol02_03.jpg)
Иллюстрация 3: Вид резервуара PCLNG в разрезе [2].
На Иллюстрации 3 показан надземный плоскодонный цилиндрический резервуар для хранения СПГ, известный как PCLNG. Эта конструкция, широко применяемая в зарубежных странах, имеет наружную стену из предварительно напряженного бетона (РС), внешнюю оболочку и крышу из углеродистой стали, предназначенной для работы при низких температурах, внутреннюю оболочку из 9%-ной никелевой стали и внутреннюю алюминиевую платформу, подвешенную на куполообразной крыше из углеродистой стали, установленой на цилиндрической оболочке из 9%-ной никелевой стали.
Технические требования и стандарты для резервуаров СПГ
Для проектирования, сооружения, инспекции и обслуживания резурвуаров СПГ из 9%-ной никелевой стали существует широкий спектр требований и стандартов. Ниже приводится ряд соответствующих стандартов ASME, API, BS EN и JIS.
(1) ASME Глава VIII, Раздел 1: Дизайн и проектирование сосудов под давлением; Раздел 2: Альтернативные правила.
(2) API Стандарт 620: Проектирование и сооружение крупных сварных резервуаров для хранения при низком давлении;
Приложение Q: Резервуары для хранения под низким давлением сжиженных углеводородных газов при температурах не ниже −270°F (−168°C).
(3) BS EN 14620-1(2006): Проектирование и сооружение в месте
эксплуатации вертикальных цилиндрических плоскодонных стальных резервуаров для хранения охлажденных сжиженных газов при рабочих температурах между 0°C и −165°C, Часть 1: Общие положения.
(4) JIS B8265(2010): Сооружение сосудов под давлением ― Общие принципы; JIS B8267(2008): Сооружение сосудов под давлением.
Наиболее часто применяемые во всем мире требования и стандарты - это ASME Секция VIII и API 620. В Таблице 1 приведено сравнение допустимых нагрузок для надземных резервуаров СПГ из 9%-ной никелевой стали. В зависимости от применяемого стнадарта допустимая нагрузка бывает разной, и толщина пластин оболочки также соответственно меняется. Как видно из Таблицы 1, стандарты ASME и JIS рассчитывают допустимую нагрузку по прочности стыкового сварного шва, тогда как стандарт API использует прочность сварочного металла.
| Код Стандарта |
Формула для расчета допустимой нагрузки |
Стандартная нагрузка (МРа) |
Допустимая нагрузка (МРа) |
|
|---|---|---|---|---|
| API 620 Appendix Q |
Меньшая величина между 1/3 σBM*1 и 2/3 σYM*2 |
σBM*1 ≥ 660 σYM*2 ≥ 360 |
220 | |
| ASME Sec. VIII |
Div. 1 | 1/3.5 σB*3 | σB*3 ≥ 660 | 190 |
| Div. 2 | 1/2.4 σB*3 | σB*3 ≥ 660 | 280 | |
| JIS | B 8265 | 1/4 σB*3 | σB*3 ≥ 660 | 190 |
| B 8267 | 1/3.5 σB*3 | 190 | ||
| *1: Разрывная прочность сварочного металла. *2: Условный предел текучести сварочного металла. *3: Разрывная прочность стыкового сварного соединения. |
||||
При расчете допустимой нагрузки 9%-ной никелевой стали по стандарту API 620 Приложение Q, более низкая величина прочности между пластиной (например, закаленная и отпущенная ASTM A553 Типа I: σB ≥ 690 MPa; σY ≥ 585 Mpa) и сварочного металла ( например, JIS Z 3225 D9Ni-1: σB ≥ 660 MPa; σY ≥ 360 MPa), в частности прочность сварочного металла принимается в целом как стандартная прочность. Кроме того, Приложение Q позволяет воспользоваться прочностью на разрыв в 690 МРа и условным пределом текучести в 400 МРа как максимальными применимыми величинами для определения допустимой нагрузки, хотя они должны быть проверены и подтверждены. Таким образом, стандарт API позволяет создать конструкцию с более высокой прочностью, что делает возможным уменьшение толщины пластин.
В 1960 году в США были проведены разрушающие испытания крупного сосуда под давлением из 9%-ной никелевой стали, в ходе которых было подтверждено, что 9%-ная никелевая сталь может безопасно применяться без послесварочной термической обработки для снижения нагрузки. С тех пор большие резервуары из 9%-ной никелевой стали широко применяются.
Со временем, по мере увеличения емкости резервуаров увеличивалась и толщина пластин. Для резервуаров емкостью в 80.000 килолитров максимальная толщина внутренней оболочки из 9%-ной никелевой стали составлялет 30 мм, резервуары емкостью 140.000 килолитров требуют внутреннюю оболочку толщиной 40 мм. В настоящее время разрабатывается конструкция резервуаров емкостью 200.000 килолитров, длякоторых потребуются пластины толщиной 50 мм, что будет соответствовать максимальной емкости.
Технические характеристики и свойства 9%-ной никелевой стали
| Стандарт | ASTM | JIS G 3127 | |||
|---|---|---|---|---|---|
| A353 | A553 Type I |
SL9N 520 | SL9N 590 | ||
| Максимальная толщина пластины (мм) |
50 | 50 | 50 | 100 | |
| Тепловая обработка | NNT | QT | NNT | QT | |
| Углерод C (%) | ≤ 0.13 | ≤ 0.12 | |||
| Кремний Si (%) | 0.15-0.40 | ≤ 0.30 | |||
| Марганец Mn (%) | ≤ 0.90 | ≤ 0.90 | |||
| Фосфор P (%) | ≤ 0.035 | ≤ 0.025 | |||
| Сера S (%) | ≤ 0.035 | ≤ 0.025 | |||
| Никель Ni (%) | 8.50-9.50 | 8.50-9.50 | |||
| 0.2%PS (MPa) | ≥ 515 | ≥ 585 | ≥ 520 | ≥ 590 | |
| TS (MPa) | 690-825 | 690-830 | |||
| El (%), t: Толщина (мм) |
≥ 20.0 | ≥ 21 (6 ≤ t ≤ 16) *1 ≥ 25 (t > 16) *1 ≥ 21 (t > 20) *2 |
|||
| V (J) при −196°C | ≥ 34 | ≥ 34 | ≥ 41 | ||
| LE*3 (мм) при −196°C | ≥ 0.38 | - | |||
| *1: С образцом-пластиной согласно JIS Z 2201 No. 5 (GL: 50 мм). *2: С круглым образцом согласно JIS Z 2201 No. 4 (GL: 50 мм). *3: Поперечное расширение. |
|||||
9%-ная никелевая сталь - это феррит с великолепными механическими свойствами при криогенных температурах, а также с хорошими характеристиками при разрезании, изгибании и сварке. В Таблице 2 приведены требования стандартов ASTM и JIS для 9%-ной никелевой стали.
Для резервуаров СПГ чаще всего применяется сталь марок ASTM A353 и A553 Тип I, а также JIS G3127 SL9N520 и SL9N590. A353 и G3127 SL9N520 - это дважды нормализованная и закаленная сталь (NNT), тогда как A553 Тип I и G3127 SL9N590 определяются как закаленные и отпущенные материалы (QT). По сравнению с NNT, материалы QT обладаот более высоким условным пределом текучести при деформации 0,2%, а также более высокой ударной вязкостью более толстой пластины. Поэтому материалы QT применяются более широко, в особенности для сверхпрочных деталей, таких как оболочка и дно.
При обработке 9%-ной никелевой стали до сварки необходимо соблюдать две важных предосторожности.
(1) Если напряжение обработки 9%-ной никелевой стали превышает 3% в холодном рабочем процессе, сопротивление ударным нагрузкам резко падает пропорционально показателю напряжения, и в этом случае рекомендуется послесварочная тепловая обработка, как указано в API 620 Приложении Q.
(2) Недостаток 9%-ной никелевой стали в том, что она легко намагничивается. Необходимо стараться предотвратить ее намагничивание в процессе производства, транспортировки и обработки, в частности, разрезания и сгибания. Во время транспортировки особенно рекомендуется избегать использования магнитных кранов для подъема и держать плиту из 9%-ной никелевой стали в удалении от высоковольтных линий электропередач.
Остаточный магнетизм 9%-ной никелевой стали вызывает магнитное дутье дуги, что делает дугу нестабильной во время сварки. Некоторые производители устанавливают собственные ограничения в 50 Гс или менее, принимая 9%-ную никелевую сталь от поставщиков пластин. Еще одним решением проблемы магнитного дутья дуги является применение сварки при переменном токе при SMAW, что уже широко выполняется производителями.
Технические требования и свойства сварочных материалов
| Процесс | Стандарт AWS | Технические требования для |
|---|---|---|
| SMAW | A5.11/A5.11M:2005 | сварочные электроды из никеля и никелевых сплавов для сварки защищенной дугой |
| FCAW | A5.34/A5.34M:2007 | электроды из никелевых сплавов для дуговой сварки с флюсовой проволокой |
| GMAW GTAW SAW |
A5.14/A5.14M:2005 | открытые электроды и сварочные прутки из никеля и никелевых сплавов |
| Процесс | Стандарт JIS | Технические требования для |
| SMAW | Z 3225:1999 | покрытые электроды для 9%-ной никелевой стали |
| GTAW | Z 3332:1999 | присадочные прутки и сплошные проволоки для сварки TIG 9%-ной никелевой стали |
| SAW | Z 3333:1999 | сплошные проволоки и флюсы для сварки под флюсом 9%-ной никелевой стали |
Сварочные материалы, обычно применяемые для 9%-ной никелевой стали, это, как правило, сплавы с высоким содержанием никеля, типа Инконель (никель-хромовый сплав) и Хастеллой (никель-молибденовый сплав), хотя их химические составы значительно отличаются от состава 9%-ной никелевой стали. Хотя прочность сплавов с высоким содержанием никеля уступает прочности 9%-ной никелевой стали, это не вызывает хрупких изломов даже при криогенных температурах, благодаря их полной аустенитной микроструктуре.
9%-ная никелевая сталь была впервые применена в Японии в 1966 году в резервуаре для сжиженного кислорода, на котором были использованы электроды типа Инконель. С тех пор, по мере постоянного усовершенствования автоматизации сварочных процессов, повышения устойчивости к растрескиванию и прочности сварочного металла, все более широко применялись сварочные материла типа Хастеллой (никелево-молибденовые сплавы). Молибден в составе сварочных материалов типа Хастеллой эффективно предотвращает образование горячих трещин.
Стандарт AWS определяет сварочные материалы для 9%-ной никелевой стали в A5.11, A5.14 и A5.34, как часть технических требований для сварочных материалов из никеля и никелевых сплавов. В противоположность этому, стандарт JIS устанавливает особые нормы для сварочных материалов, используемых для 9%-ной никелевой стали в Z 3225, Z 3332 and Z 3333, как показано в Таблице 3. Стандарт JIS не указывает конкретные сварочные материалы для использования с 9%-ной никелевой сталью лишь для сварочного процесса FCAW.
Покрытые электроды для 9%-ной никелевой стали
Требования к покрытым электродам для сварки 9%-ной никелевой стали как стандарта AWS, так и JIS, приведены в Таблице 4, а рекомендуемые покрытые электроды Kobe Steel - в Таблице 5.
| Classifi- cation. |
AWS A5.11 | JIS Z 3225 | |||
|---|---|---|---|---|---|
| ENiCrFe-9 | ENiCrMo-6 | ENiMo-8 | D9Ni-1 | D9Ni-2 | |
| Хром Cr (%) | ≤ 0.15 | ≤ 0.10 | ≤ 0.10 | ≤ 0.15 | ≤ 0.10 |
| Кремний Si (%) |
≤ 0.75 | ≤ 1.0 | ≤ 0.75 | ≤ 0.75 | ≤ 0.75 |
| Марганец Mn (%) |
1.0-4.5 | 2.0-4.0 | ≤ 1.5 | 1.0-4.0 | ≤ 3.0 |
| Никель Ni (%) | ≥ 55.0 | ≥ 55.0 | ≥ 60.0 | ≥ 55.0 | ≥ 60.0 |
| Хром Cr (%) | 12.0-17.0 | 12.0-17.0 | 0.5-3.5 | 10.0-17.0 | - |
| Молибден Mo (%) |
2.5-5.5 | 5.0-9.0 | 17.0-20.0 | ≤ 9.0 | 15.0-22.0 |
| Вольфрам W (%) |
≤ 1.5 | 1.0-2.0 | 2.0-4.0 | - | 1.5-5.0 |
| Ниобий Nb+ Тантал Ta (%) |
0.5-3.0 | 0.5-2.0 | - | 0.3-3.0 | - |
| Железо Fe (%) | ≤ 12.0 | ≤ 0.10 | ≤ 0.10 | ≤ 0.15 | ≤ 12.0 |
| 0.2%PS (MPa) |
- | - | - | ≥ 360 | |
| TS (MPa) |
≥ 650 | ≥ 620 | ≥ 650 | ≥ 660 | |
| El (%) | ≥ 25 | ≥ 35 | ≥ 25 | ≥ 25 | |
| 0IV (J) при -196°C |
- | - | - | Среднее ≥ 34 Каждый ≥ 27 |
|
| Торговое обозначение |
NI-C70S | NI-C70H | NI-C1S |
|---|---|---|---|
| AWS A5.11 | ENiCrFe-9 | ENiCrMo-6 | ENiMo-8 |
| JIS Z 3225 | D9Ni-1 | - | D9Ni-2 |
| Свойства | Тип Инконел | Тип Инконел | Тип Хастеллой |
| Полярность | Переменный ток |
Переменный ток |
Переменный ток |
| Класс судов | NK*1 | - | NK*1 |
| Углерод C (%) | 0.09 | 0.08 | 0.03 |
| Кремний Si (%) |
0.26 | 0.42 | 0.49 |
| Марганец Mn (%) |
2.26 | 2.85 | 0.28 |
| Никель Ni (%) | 67.6 | 68.1 | 68.6 |
| Хром Cr (%) | 13.9 | 12.9 | 1.9 |
| Молибден Mo (%) |
3.7 | 7.1 | 18.6 |
| Вольфрам W (%) |
0.6 | 1.2 | 2.9 |
| Ниобий Nb+ Тантал Ta (%) |
1.7 | 0.9 | - |
| Железо Fe (%) | 9.8 | 5.5 | 6.8 |
| 0.2%PS (MPa) | 430 | 460 | 440 |
| TS (MPa) | 705 | 725 | 730 |
| El (%) | 41 | 42 | 48 |
| IV (J) при -196°C |
62 | 77 | 83 |
| *1: NK означает Nippon Kaiji Kyokai. | |||
PREMIARCTM NI-C70H - недавно разработанный покрытый электрод, который обладает гораздо более высоким условным пределом текучести при деформации 0,2% и разрывной прочностью по сравнению с другими широко применяемыми покрытыми электродами для 9%-ной никелевой стали.
Флюсовая проволока для 9%-ной никелевой стали
| Торговое обозначение |
DW-N70S | DW-N709SP |
|---|---|---|
| AWS A5.34 | - | (ENiMo13-T)*1 |
| Feature | Применимо для сварки в нижней позиции |
▪ Типа Хастеллой для сварки во всех пространственных позициях ▪ Отличная сопротивляемость образованию горячих трещин и показатели CTOD |
| Защитный газ | 80% аргона - 20% углекислого газа |
80% аргона - 20% углекислого газа |
| Углерод C (%) | 0.05 | 0.02 |
| Кремний Si (%) |
0.20 | 0.21 |
| Марганец Mn (%) |
5.91 | 2.75 |
| Никель Ni (%) | 62.6 | 62.1 |
| Хром Cr (%) | 16.8 | 6.9 |
| Молибден Mo (%) |
10.2 | 17.6 |
| Вольфрам W (%) |
- | 2.4 |
| Ниобий Nb+ Тантал Ta (%) |
2.0 | - |
| Железо Fe (%) | 1.8 | 7.7 |
| 0.2%PS (MPa) | 425 | 450 |
| TS (MPa) | 715 | 710 |
| El (%) | 46 | 46 |
| IV (J) при −196°C |
106 | 90 |
| LE (mm) при −196°C |
- | 1.40 |
| *1: Классификация ENiMo13-T пока не опубликована, но будет выпущена AWS в скором времени. |
||
В 2007 году были приняты и опубликованы новые технические требования AWS A5.34, представленные в Таблице 3. Они определяют химические составы и стрессовые испытания так же, как A5.11 и A5.14.
Применение флюсовой сварочной проволоки (FCW) для резервуаров СПГ из 9%-ной никелевой стали было ограничено в связи с тем, что для преотвращения горячих трещин необходим строгий контроль условий сварки в узком диапазоне, и сварка во всех пространственных положениях была затруднена. Однако, как показано в Таблице 6, Kobe Steel разработала два типа флюсовой сварочной проволоки для сварки 9%-ной никелевой стали, которые разрешили эти проблемы. Недавно эти проволоки начали применяться на практике. Проволока PREMIARCTM DW-N70S разработана для сварки в нижнем положении, а новая проволока PREMIARCTM DWN709SP для сварки во всех пространственных положениях, как показано в Таблице 6.
DW-N709SP представлена здесь как A5.34 (ENiMo13-T), так как в A5.34 пока нет такой классификации. Согласно последним данным, пересмотренный стандарт A5.34, который будет охватывать ENiMo13-T, будет в скором времени выпущен AWS. Для более подробной технической информации о DW-N709SPобратитесь к источнику "Kobelco Welding Today, Том 13 No. 1 2010.”
Стыковое сварное соединение на 9%-ной никелевой стали, выполненное с DW-N709SP показало удовлетворительные результаты в испытаниях на растяжение, ударную нагрузку, CTOD и изгиб, как показано в Таблице 7. Макроснимок сварного соединения и внешний вид образцов при испытании на изгиб показаны на Илл. 4. Илл. 5 показывает результаты тестирования FISCO сварочного металла DW-N709SP на растрескиваемость. Свободная от трещин зона стала гораздо более обширной, даже при более высокой скорости сварки, когда предупреждение образования горячих трещин становится критически важным.
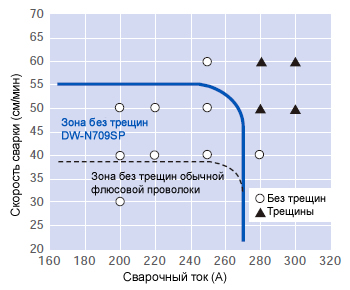
Иллюстрация 5: Результаты испытаний FISCO на
растрескиваемость сварочного металла PREMIARCTM
DWN709SP, который демонстрирует отличную
сопротивляемость образованию горячих трещин по
сравнению с обычными флюсовыми проволоками.
| Характеристики | Измерения |
|---|---|
| Разрывная прочность при комнатной температуре*1 |
738 MPa (Разлом по сварочному металлу ) |
| Ударная прочность при −196°C | 88, 91, 89 (Среднее. 88) (J) |
| CTOD при −196°C (δM) | 0.39, 0.39, 0.38 (Среднее 0.38) |
| Продольный изгиб, 180° | Хорошие |
| *1: Основной металл - ASTM A553 Тип I, толщина 28 мм, двойное V-образнвй шов. |
|
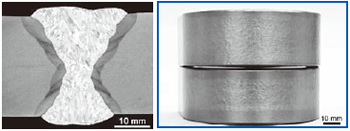
Иллюстрация 4: PREMIARCTM DW-N709SP демонстрирует
полное
проплавление в стыковом соединении в позиции
3G и великолепную эластичность при испытании на изгиб
Сварочная проволока TIG для 9%-ной никелевой стали
| Характеристики*1 | Классификация | Торговое обозначение |
|
|---|---|---|---|
| AWS A5.14 ERNiMo-8 |
JIS Z 3332 YGT9Ni-2 |
TG-S709S | |
| Свойства | - | - | ▪ Проволока и прутки типа Хастеллой ▪ Подходит для автоматической сварки GTAW |
| Класс судов | - | - | NK |
| Углерод C (%) | ≤ 0.10 | ≤ 0.10 | 0.02 |
| Кремний Si (%) | ≤ 0.75 | ≤ 0.75 | 0.03 |
| Марганец Mn (%) |
≤ 1.5 | ≤ 3.0 | 0.03 |
| Фосфор P (%) | ≥ 60.0 | ≥ 60.0 | 70.4 |
| Хром Cr (%) | 0.5-3.5 | - | 2.0 |
| Молибден Mo (%) |
17.0-20.0 | 15.0-22.0 | 19.0 |
| Вольфрам W (%) |
2.0-4.0 | 1.5-5.0 | 3.0 |
| Железо Fe (%) | ≤ 10.0 | ≤ 12.0 | 5.5 |
| 0.2%PS (MPa) | - | ≥ 360 | 460 |
| TS (MPa) | - | ≥ 660 | 730 |
| El (%) | - | ≥ 25 | 47 |
| IV (J) при −196°C | - | Среднее≥34, Каждый ≥ 27 |
160 |
| *1: Химический состав для проволоки. Механические свойства для наплавленного металла. |
|||
С тех пор, как компания Kobe Steel разработала процесс MC-TIL для автоматической сварки TIG в 1973 году, он широко применяется производителями емкостей, особенно в Японии. За рубежом этот процесс был применен в более чем 10 резервуарах СПГ из 9%-ной никелевой стали, а в Японии - примерно в 60 резервуарах СПГ.
Эффективный процесс автоматической сварки TIG предусматривает применение сильного сварочного тока и намеренное магнитное смещение дуги и способен поддерживать цельность сварочного металла, что является принципиальным преимуществом GTAW. Он в два раза эффективнее SMAW и в четыре раза эффективнее ручной GTAW. Более того, этот процесс позволил снизить коэффициент дефектов почти до нуля и позитивно повлиял на время выполнения сварки, общую стоимость работ и качество сварного шва.
Технические требования AWS и JIS для проволоки TIG для 9%-ной никелевой стали, а также свойства соответствующей присадочной проволоки PREMIARCTM TG-S709S показаны в Таблице 8.
Проволока и флюсы для сварки 9%-ной никелевой стали методом SAW
| Классификация | AWS A5.14 | JIS Z 3333 | |
|---|---|---|---|
| ERNiMo-8 | FS9Ni-F/YS9Ni | FS9Ni-H/YS9Ni | |
| Применимо для |
проволока | Сварочный металл |
Сварочный металл |
| Углерод C (%) | ≤ 0.10 | ≤ 0.10 | ≤ 0.10 |
| Кремний Si (%) | ≤ 0.75 | ≤ 1.5 | ≤ 1.5 |
| Марганец Mn (%) |
≤ 1.5 | ≤ 3.5 | ≤ 3.5 |
| Никель Ni (%) | ≥ 60.0 | ≥ 60.0 | ≥ 60.0 |
| Хром Cr (%) | 0.5-3.5 | - | - |
| Молибден Mo (%) |
17.0-20.0 | 10.0-25.0 | 10.0-25.0 |
| Вольфрам W (%) |
2.0-4.0 | - | - |
| Железо Fe (%) | ≤ 10.0 | ≤ 20.0 | ≤ 20.0 |
| 0.2%PS (MPa) | - | ≥ 365 | ≥ 365 |
| TS (Mpa) | - | ≥ 660 | ≥ 660 |
| El (%) | - | ≥ 25 | ≥ 25 |
| IV (J) при −196°C | - | Среднее ≥ 34 Каждый ≥ 27 |
Среднее ≥ 34 Каждый ≥ 27 |
В технических требованиях к SAW стандарт AWS оговаривает проволоку только в A5.14, тогда как JIS определяет сочетание проволоки и флюса, как показано в Таблице 3 и Таблице 9. Сочетания проволоки и флюсов SAW компании Kobe Steel представлены в Таблице 10.
| Торговое обозначение (Флюс/ проволока) |
Классификация | Свойства | Полярность | Класс судов |
Химический состав (%) | Механические свойства | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AWS A5.14 |
JIS Z 3333 |
C | Si | Mn | Ni | Cr | Mo | W | Fe | 0.2%PS (MPa) |
TS (MPa) |
El (%) |
IV (J) при −196°C |
||||
| PF-N3/ US-709S |
ER NiMo-8 (wire) |
FS9Ni- F/YS9Nil |
▪ Сварочные материалы типа Хастеллой ▪ Подходят для сварки в позиции 1G |
AC, DCEP |
- | 0.03 | 0.12 | 1.70 | 64.1 | 1.6 | 16.6 | 2.5 | 14.7 | 400 | 690 | 44 | 80 |
| PF-N4/ US-709S |
ER NiMo-8 (wire) |
FS9Ni- F/YS9Nil |
▪ Сварочные материалы типа Хастеллой ▪ Подходят для сварки в позиции 2G |
DCEP | NK | 0.03 | 0.74 | 0.58 | 64.0 | 1.7 | 17.2 | 2.7 | 14.9 | 410 | 680 | 43 | 70 |
Сварочные процессы и контроль
Ключевым фактором для экономичного и качественного сооружения емкостей является минимизирование объема сборочных работ на месте. Этого можно добиться, задействовав блочный дизайн, при котором каждый блок производится на предприятии и доставляется к месту сборки для последующего монтажа. Даже купоообразная крыша резервуара СПГ производится на предприятии и устанавливается на оболочку резервуара на месте путем подъема воздушными струями.
На Илл. 6 представлены сварочные соединения, которые обычно выполняются на компонентах из 9%-ной никелевой стали на месте сборки. В Таблице 11 указаны сварочные операции, применяемые для отдельных соединений.
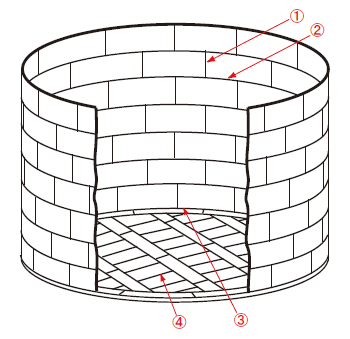
Иллюстрация 6: Вид поперечного сечения типичного
сварного соединения на оболочке и основании
резервуара из 9%-ной никелевой стали при монтаже.
(См. Таблицу 11 для данных по отдельным сварочным
процедурам)
| Номер соединения |
① | ② | ③ | ④ |
|---|---|---|---|---|
| Компонент | Боковая оболочка |
Боковая оболочка |
Боковая и донная оболочка |
Дно |
| Тип соединения |
Двойное V-образное |
Двойное V-образное |
С двусторонним скосом |
Внахлестку |
| Позиция сварки*1 |
3G | 2G | 2G | 2F |
| Сварочный процесс*2 |
SMAW FCAW Авто-TIG |
SAW Авто-TIG |
SAW Авто-TIG |
SMAW FCAW Авто-TIG |
| *1: 3G (вертикальный V-образный); 2G (горизонтальный V-образный); 2F (горизонтальный угловой) *2: Оборудование Kobelco для сварки auto-TIG доступно только в Японии. |
||||
[Примечание: Inconel - торговая марка Special Metals Corp.
Hastelloy - торговая марка Haynes International.]
На Илл. 7 показаны примеры конфигураций швов для SMAW, GTAW, SAW и FCAW в определенных позициях сварки. На Илл.8 показана горизонтальная стыковая сварка (2F) на крыше резервуара СПГ с флюсовой проволокой DW-N709SP. На Илл. 9 показана сварка стыкового шва в потолочном положении (4G) вдоль основания резервуара с помощью оборудования для автоматичекой сварки TIG с применением проволоки TG-S709S TIG. Эти снимки были сделаны на строительном участке в Японии, где для крупных надземных резервуаров СПГ используется плоскодонная цилиндрическая конструкция с двойной оболочкой и куполообразной крышей (Илл.10). Куполообразная крыша также выполнена из 9%-ной никелевой стали.
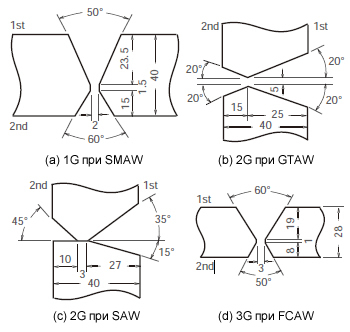
Иллюстрация 7: Типичные конфигурации швов SMAW,
GTAW, SAW и FCAW, используемых для соединения
компонентов из 9%-ной никелевой стали при
производстве резервуаров СПГ.

Иллюстрация 8: Горизонтальный угловой шов (2F) на
крыше резервуара СПГ выполняется с использованием
флюсовой проволоки PREMIARCTM DW-N709SP.
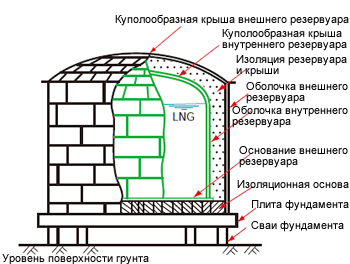
Иллюстрация 10: Вид поперченого сечения
плоскодонного двустенного цилиндрического
резервуара для СПГ с куполообразной крышей
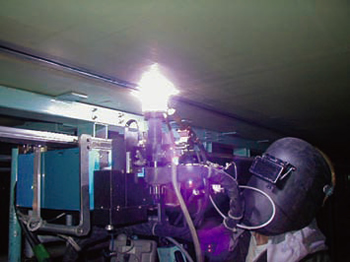
Иллюстрация 9: Потолочный шов (4F) вдоль основания
резервуара СПГ
выполняется с помощью оборудования
для сварки TIG с использованием флюсовой проволоки
PREMIARCTM TG-S709S TIG.
Рекомендации для получения лучших результатов при сварке 9%-ной никелевой стали
Cварочные материалы для сварки сплавов с высоким содержанием никеля в целом подвержены холодному растрескиванию,а в резервуарах для СПГ обычно требуется сварка разнородных металлов. Необходимо принимать следующие особые меры по предупреждению горячих трещин и разжижения основного металла.
Трещина в кратере должна быть устранена: в ходе инспекций FISCO на склонность к образованию горячих трещин было подтверждено, что сварочные материалы Kobe Steel для 9%-ной никелевой стали отвечают соответствующим требованиям. Однако в связи с тем, что трещины в кратере случаются часто, и их трудно избежать, рекомендуется сошлифовывать кратер каждый раз при остановке дуги.
Разжижение основного металла влияет на механические свойства металла шва: когда основной металл растворяется в металл шва сварочной дугой, химические свойства металла шва могут измениться. Эти изменения бывают особенно значительны при сварке разнородных металлов, что снижает разрывную прочность сварочного металла. Рекомендуется заранее проверить условия сварки, чтобы убедиться, что разрывная прочность и условный предел текучести при деформации 0,2% соответствуют требованиям.
[1] JOGMEC (Японская государственная корпорация нефти, газа и металлов), Рынок и спрос на СПГ, 2010.
[2] Инженерный обзор корпорации IHI, Том 50, No. 1 (2010).
[3] Корпорация IHI, Резервуар СПГ ― структура, материалы и приемы
сварки, Железо и сталь (1978) No. 1.
[4] Kobe Steel, Технический отчет о сварке, (1996) No. 312
[5] Kobe Steel, Учебник по сварочным процессам, Сварка резервуаров для
хранения СУГ и СПГ
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




