

- ГЛАВНАЯ >
- ТОВАРЫ >
- Технические новинки >
- Vol.3: РАЗРАБОТКА ВЫСОКОКАЧЕСТВЕННЫХ СВАРОЧНЫХ МАТЕРИАЛОВ ДЛЯ АТОМНЫХ РЕАКТОРОВ >
Технические новинки Vol.3
РАЗРАБОТКА ВЫСОКОКАЧЕСТВЕННЫХ СВАРОЧНЫХ МАТЕРИАЛОВ ДЛЯ АТОМНЫХ РЕАКТОРОВ
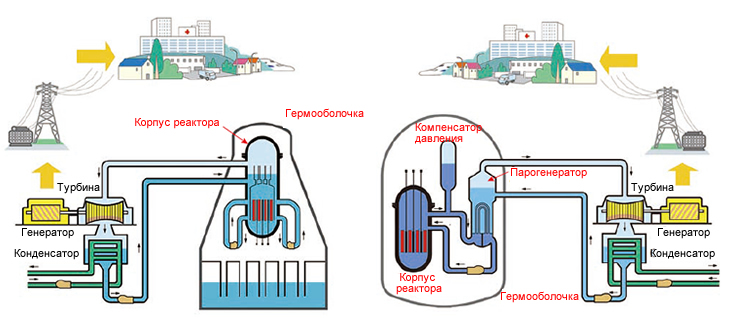
Иллюстрация 1: Системы ядерных источников электроэнергии с реактором кипящего типа (слева) и с реактором водо-водяного типа (сверху).
[Источник: Графические данные по темам атома и энергетики 2010 года, опубликованные Федерацией электроэнергетических компаний Японии].
Атомная энергетика считается более чистым источником энергии по сравнению с ископаемыми видами топлива, поэтому сейчас наблюдается стремительный рост строительства АЭС, особенно в странах Азии. В данной статье представлены особые виды стали и сварочных материалов, которые используюся при строительстве АЭС.
Системы выработки атомной электроэнергии
| Реактор | Топливо | Замедлитель | Теплоноситель | Примечание |
|---|---|---|---|---|
| Легководный реактор |
Обогащенный уран |
Легкая вода | Легкая вода | ▪ BWR ▪ ABWR ▪ PWR |
| Газоохлаждаемый реактор |
Природный или обогащенный уран |
Графит | Углекислый газ CO2 |
▪ AGR ▪ Калдер Холл AGR |
| Тяжеловодный реактор |
Природный или обогащенный уран |
Тяжелая вода |
▪ Углекислый газ CO2 ▪Легкая вода ▪ Тяжелая вода |
|
| Реактор с горячим газом |
Обогащенный уран |
Графит | Гелий | |
| Быстрый бридерный реактор |
Обогащенный уран или плутоний |
Нет | ▪ Натрий ▪ Натрий- калиевые сплавы |
FBR |
Электроэнергия, выработанная на атомных электростанциях - это вид тепловой энегрии, полученной в результате цепной ядерной реакции обогащенного урана, идущей в корпусе реактора. Эта тепловая энергия передается в теплоноситель, который производит пар, вращающий турбину.
Существует несколько типов ядерных реакторов, в которых используются разные замедлители и теплоносители, как показано в Таблице 1. На Иллюстрации 1 слева показана схема типичного реактора кипящего типа (BWR), а сверху - реактора водо-водяного типа (PWR). Оба являются легководными реакторами (LWR). Это самые распространенные типы реакторов.
Коды корпусов ядерных реакторов
| Метод испытаний | Критерии оценки |
|---|---|
| Ударные испытания |
Температура на 5 градусов ниже самой низкой температуры, при которой оба тестируемых образца при испытании на удар признаны свободными от разломов, определяется как TNDT. |
| Испытание на ударную вязкость по Шарпи |
Когда все три образца при испытании на ударную вязкость по Шарпи тестируются при температуре равной или низшей TNDT +33°C отвечают следующим требованиям, TNDT определяется как RTNDT: (1) Минимальная поглощенная энергия составляет 68 Дж (2) Минимальное поперечное расширение составляет 0,90 мм |
В каждой стране есть собственные нормы, установленные для атомных предприятий, и в то же время широко применяются коды Американского общества инженеров-механиков ASME. ASME Секция III Раздел 1 (Компоненты для АЭС) и ASME Секция XI (Правила проведения инспекций в ходе эксплуатации компонентов АЭС); эти коды детально описыват требования к дизайну, процессу производства, тестированию, инспекциям и обеспечению качества. В частности, ударная вязкость материала является одним из основных требований, так как этот показатель определяет устойчивость к хрупкому излому. Например, в Таблице 2 представлены критерии определения опорной температуры нулевой пластичности (RTNDT), полученные путем тестирования на ударную вязкость ферритных материалов, таких как марганец-молибден-никелевые стали и сварочные материалы.
Технические требования к сталям, применяемым в атомных реакторах
| Технические требования ASME |
SA-533 | SA-508 | ||
|---|---|---|---|---|
| Тип или сорт | Тип В | Сорт 2 | Сорт 3 | |
| Класс | 1 | 2 | 1 | 1 |
| УглеродC (%) | ≤ 0.25 | ≤ 0.25 | ≤ 0.35 | ≤ 0.75 |
| Кремний Si | 0.15-0.40 | 0.15-0.40 | 0.15-0.35 | 0.15-0.35 |
| Марганец Mn | 1.15-1.50 | 1.15-1.50 | 0.40-0.90 | 0.50-0.90 |
| Фосфор P | ≤ 0.035 | ≤ 0.035 | ≤ 0.025 | ≤ 0.025 |
| Сера S | ≤ 0.04 | ≤ 0.04 | ≤ 0.025 | ≤ 0.025 |
| Никель Ni | 0.40-0.70 | 0.40-0.70 | ≤ 0.4 | 0.50-1.00 |
| Хром Cr | - | - | ≤ 0.25 | 0.25-0.45 |
| Молибден Mo | 0.45-0.60 | 0.45-0.60 | ≤ 0.1 | 0.55-0.70 |
| Ванадий V | - | - | ≤ 0.05 | ≤ 0.05 |
| 0.2%YS (MPa) |
≥ 345 | ≥ 485 | ≥ 345 | ≥ 345 |
| TS (MPa) | 550-690 | 620-795 | 550-725 | 550-725 |
| El (%) | ≥ 18 | ≥ 16 | ≥ 18 | ≥ 18 |
| RA (%) | - | - | ≥ 38 | ≥ 38 |
| IV при +4.4°C (J) |
- | - | Каждый ≥ 34 Среднее ≥ 41*1 |
Каждый ≥ 34 Среднее≥ 41*1 |
| Соответствующий стандарт JIS |
JIS G 3120 SQV 2 A |
JIS G 3120 SQV 2 B |
JIS G 3204 SFVQ 2 A |
JIS G 3120 SFVQ 1 B |
| *1: Рассчитанное среднее для трех образцов. | ||||
Атомные реакторы состоят из корпуса реактора (RPV); парогенератора (SG) и компенсатора давления, которые используются только в водо-водяных реакторах, трубопровода первого контура и защитной оболочки. Корпус реактора эксплуатируется при высокой температуре и высоком давлении, поэтому его компоненты выполнены из жаропрочной стали, в частности, марганец-молибден-никелевой стали, в соответствии с ASME Секцией II, часть А (Технические требования к черным металлам). В корпусах реакторов, а также в компенсаторах давления обычно используются SA-533 и SA-508, а в реакторах водо-водяного типа - 3G. В Таблице 3 представлены их химические и механические свойства, а также соответствующие стандарты JIS для справки.
Для трубопровода первого контура используются в основном нержавеющая сталь марки 304L и сплавы на основе никеля, благодаря их антикоррозийным свойствам, высокой ударной вязкости и хорошей свариваемости.
Технические требования к сварочным материалам
| Сварочные материалы по классам ударной вязкости | ||||
|---|---|---|---|---|
| Класс 620 Мра | Класс 690 Мра | |||
| Соответствующие стали (ASME) |
SA-533 Тип B Класс1 SA-508 Сорт 2 Класс 1 SA-508 Сорт 3 Класс 1 |
SA-533 Тип B Класс 2 | ||
| Сварочный процесс |
Торговая марка |
Классификация AWS |
Торговая марка |
Классификация AWS |
| SMAW | BL-96 | A5.5 E9016-G |
BL-106 | A5.5 E10016-G |
| SAW | MF-27X/ US-56B |
A5.23 F9P4-EG-G |
MF-29AX/ US-63S |
A5.23 F10P2-EG-G |
| PF-200/ US-56B |
A5.23 F9P4-EG-G |
PF-200/ US-63S |
A5.23 F10P2-EG-G |
|
| GTAW | TG-S56 | A5.28 ER80S-G |
TG-S63S | A5.28 ER90S-G |
| Примечание: MF-27X - это плавленый флюс, а PF-200 - керамический флюс. |
||||
При строительстве АЭС в соответствии с требованиями ASME Секция III, сварочные материалы должны выбираться согласно требованиям АSME Cекции II, Части С (Технические требования к сварочным пруткам, электродам и присадочным металлам), а сварочные процессы должны соответствовать требованиям ASME Cекции IX (Требования к сварке и пайке). Все сварочные материалы, указанные в ASME Секции II, Части С, идентичны указанным в стандарте AWS, поэтому в данной статье речь идет о сварочных материалах по стандарту AWS.
Безопасность - это самое главное требование в атомной энергетике, поэтому сварочные материалы должны быть надежными и обладать достаточной прочностью, чтобы выдерживать повышенные температуры в ходе эксплуатации, противостоять низкотемпературному охрупчиванию в случае аварийной остановки, а также обладать высокой сопротивляемостью нейтронно-радиационному повреждению и хорошей свариваемостью.
В Таблице 4 представлено, какие сварочные материалы соответвуют марганец-молибден-никелевым сталям. Сварочные материалы разделены на два класса по ударной вязкости - 620 и 690 МРa, в зависимости от соответствующих сталей. Типичные химические и механические свойства сварочных металлов для сварочных материалов классов 620 и 690 MРa показаны в Таблицах 5 и 6 соответственно.
| Сварочный процесс |
SMAW | SAW | GTAW | |||||
|---|---|---|---|---|---|---|---|---|
| Торговая марка |
BL-96 | MF-27X/ US-56B |
PF-200/ US-56B |
TG-S56 | ||||
| Полярность | Переменный ток*1 |
Переменный ток*1 |
Переменный ток*1 |
DCEN | ||||
| Углерод C (%) |
0.06 | 0.08 | 0.08 | 0.05 | ||||
| Кремний Si | 0.54 | 0.28 | 0.11 | 0.41 | ||||
| Марганец Mn |
1.30 | 1.05 | 1.23 | 1.54 | ||||
| Фосфор P | 0.005 | 0.009 | 0.007 | 0.008 | ||||
| Сера S | 0.004 | 0.004 | 0.003 | 0.006 | ||||
| Cu | 0.02 | 0.08*2 | 0.08*2 | 0.15*2 | ||||
| Никель Ni | 0.37 | 0.87 | 0.83 | 0.66 | ||||
| Хром Cr | 0.02 | 0.06 | 0.02 | 0.03 | ||||
| Молибден Mo |
0.53 | 0.50 | 0.43 | 0.52 | ||||
| Кобальт Со | 0.005 | 0.005 | 0.005 | 0.005 | ||||
| PWHT (°C×час) |
620× 1 |
600× 16 |
595× 3 |
635× 26 |
590× 3 |
620× 11 |
620× 1 |
650× 15 |
| 0.2%YS (MPa) |
620 | 575 | 528 | 480 | 580 | 490 | 520 | 499 |
| TS (MPa) | 700 | 667 | 618 | 560 | 669 | 580 | 590 | 564 |
| El (%) | 26 | 25 | 33 | 32 | 28 | 30 | 31 | 33 |
| IV при 0°C (J) |
150 | 149 | - | - | - | - | - | - |
| IV при – 10°C (J) |
- | - | - | - | - | - | - | 171 |
| IV при – 12°C (J) |
- | - | 174 | 180 | - | - | 290 | - |
| IV при – 18°C (J) |
- | 89 | - | - | - | - | - | - |
| IV при – 20°C (J) |
- | - | - | - | 189 | 210 | - | - |
| IV при – 40°C (J) |
- | - | 137 | - | 142 | - | - | 204 |
| RTNDT (°C) |
- | –35 | –55 | - | - | - | - | –70 |
| *1 Только для переменного тока (AC). Не рекомендуется для постоянного тока (DC). *2 Включая медное покрытие |
||||||||
| Сварочный процесс |
SMAW | SAW | GTAW | |||||
|---|---|---|---|---|---|---|---|---|
| Торговая марка |
BL-106 | MF-29AX/ US-63S |
PF-200/ US-63S |
TG-S63S | ||||
| Полярность | Переменный ток*1 |
Переменный ток*1 |
Переменный ток*1 |
DCEN | ||||
| Углерод C (%) |
0.10 | 0.10 | 0.08 | 0.09 | ||||
| Кремний Si | 0.53 | 0.21 | 0.10 | 0.32 | ||||
| Марганец Mn |
1.41 | 1.49 | 1.51 | 1.23 | ||||
| Фосфор P | 0.009 | 0.006 | 0.007 | 0.006 | ||||
| Сера S | 0.005 | 0.005 | 0.004 | 0.006 | ||||
| Cu | 0.02 | 0.07*2 | 0.06*2 | 0.18*2 | ||||
| Никель Ni | 0.76 | 1.35 | 1.31 | 1.58 | ||||
| Хром Cr | 0.04 | 0.17 | 0.14 | 0.04 | ||||
| Молибден Mo |
0.50 | 0.51 | 0.47 | 0.40 | ||||
| Кобальт Со | 0.005 | 0.005 | 0.005 | 0.003 | ||||
| PWHT (°C×час) |
595× 3 |
613× 15 |
595× 3 |
612× 15 |
590× 3 |
600× 16 |
620× 1 |
635× 16 |
| 0.2%YS (MPa) |
670 | 561 | 640 | 589 | 620 | 552 | 570 | 563 |
| TS (MPa) | 770 | 657 | 740 | 691 | 700 | 641 | 620 | 636 |
| El (%) | 28 | 26 | 28 | 22 | 28 | 28 | 28 | 29 |
| IV при 0°C (J) |
110 | 170 | - | - | - | - | - | - |
| IV при – 10°C (J) |
- | - | - | - | - | - | - | 166 |
| IV при – 12°C (J) |
- | - | 120 | 105 | - | - | - | - |
| IV при – 15°C (J) |
- | - | - | - | - | 235 | - | - |
| IV при – 20°C (J) |
- | - | - | - | 170 | - | - | - |
| IV при – 30°C (J) |
- | 111 | - | 52 | - | - | - | - |
| IV при – 40°C (J) |
- | - | 89 | - | 124 | - | - | 195 |
| IV при – 47°C (J) |
- | - | - | - | - | - | 200 | - |
| RTNDT (°C) |
- | –45 | - | –45 | - | –18 | - | –70 |
| *1 Только для переменного тока (AC). Не рекомендуется для постоянного тока (DC). *2 Включая медное покрытие |
||||||||
Существует несколько базовых концепций создания сварочных материалов для марганец-молибден-никелевой стали. Одна из них - добавление кремния, марганца, накеля и молибдена к сварочному металлу, так же, как они содержатся в стали, чтобы повысить прокаливаемость и получить феррито-бейнитную, бейнитную или бейнит-мартенситную микроструктуру. Еще одна концепция - добавление углерода. Углерод повышает прокаливаемость и снижает содержание кислорода в сварочном металле, что дает более высокую ударную вязкость. Однако слишком высокое содержание водорода может также повысить хрупкость через выделение карбидов (цементит) во время PHWT, а также снизить сопротивляемость растрескиванию. Поэтому содержание углерода в сварочном металле должно быть немного ниже, чем в основным металле. Третья концепция заключается в минимизации таких примесей как фосфор и олово, чтобы избежать охрупчивания сварочного металла, индуцированного PHWT. Повышение основности шлака, в особенности SAW - еще одна концепция создания проволоки, при этом содержание кислорода в сварочном металле снижается, что приводит к повышению ударной вязкости. Например, использование керамического флюса TRUSTARC™ PF-200 вместо плавленого флюса TRUSTARC™ MF-27X дает более высокую основность, а значит, лучшую ударную вязкость, как показано на Иллюстрации 3.
Повышение сопротивляемости сварочных материалов растрескиванию важно для противодействия остаточным напряжениям, вызванным сваркой толстостенных корпусов реакторов. Управление контентом C и S предотвращает образование горячих трещин, а сведение к минимуму содержания диффузного водорода повышает сопротивляемость холодному растрескиванию. В частности, покрытие электродов SMAW осуществляется для снижения поглощения влаги, которая является одним из основных источников диффузного водорода. Как показано на Иллюстрации 4, влагонепроницаемый электрод SMAW медленно вбирает влагу, что снижает содержание диффузного водорода в сварочном металле.
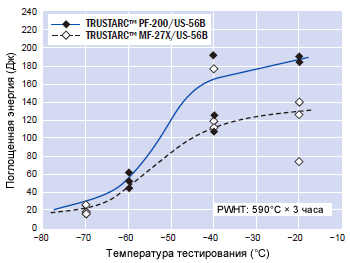
Иллюстрация 3: Сравнение ударной прочности
плавленого флюса и керамического флюса
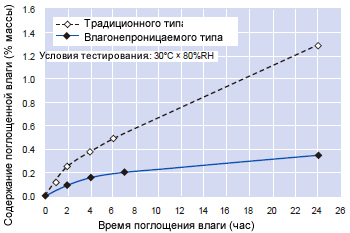
Иллюстрация 4: Сравнение скорости поглощения влаги
традиционными и влагонепроницаемыми покрытиями.
Еще одна базовая концепция заключается в том, чтобы учитывать нейтронное радиационное охрупчивание и сопротивляемость индуцированной радиоактивности в отношении как сварочного металла, так и основного металла. Поскольку нейтронное радиационое охрупчивание возникает в районе окружной линии корпусов реакторов в ходе операций, это важный фактор не только для стали, но и для сварочного металла. Содержание меди и фосфора, которые усиливают нейтронное радиационное охрупчивание, а также таких элементов с высокой индуцированной радиоактивностью, как кобальт и ниобий, снижаются, насколько это возможно. В настоящее время появились сварочные проволоки SAW без медного покрытия.
Внутренняя поверхность корпусов реакторов, парогенератор и трубопровод первого контура являются высококоррозийной средой из-за циркуляции охлаждающей воды, загрязненной радиоактивными элементами. Внутренняя поверхность, входящая в непосредственный контакт с теплоносителем, подвергается наплавке с примением сварочных материалов для нержавеющей стали, или сплавов на никелевой основе, чтобы уберечь ее от коррозии.
На внутренней поверхности оболочки и днища больших корпусов реакторов применяется наплавка эффективными методами SAW или ESW с применением ленточного электрода. На внутренней стороне труб и форсунок применяется сварка GTAW и GMAW. Схемы и процессы наплавки с применением ленточного электрода показаны на Иллюстрациях 5 и 6 соответственно. Режим ESW характеризуется неглубоким проплавлением, которое снижает разбавление основным металлом, и дает малоуглеродистый сварной шов с лучшим сопротивлением коррозии. Режим SAW дает малую погонную энергию благодаря более высокой скорости сварки, а значит, этот процесс более предпочтителен для основного металла, который склонен к образованию трещин под плакирующим покрытием (UCC).
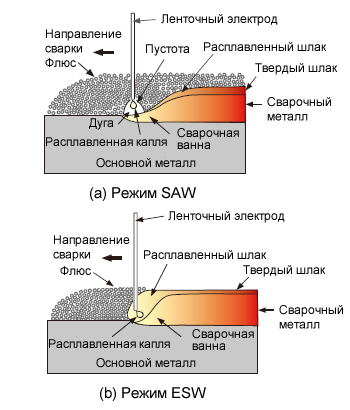
Иллюстрация 5: Схемы процессов наплавки
(SAW и ESW) с ленточными электродами

Иллюстрация 6: проведение сварочных процессов
SAW (слева) и ESW (справа) проводятся на
внутренней поверхности корпуса реактора.
В Таблице 7 представлены флюсы и ленточные электроды для сварочного металла 304L при наплавлении в режиме SAW и ESW, а также типичные химические составы и ферритные числа (Обозначены FN в диаграмме) наплавленных сварочных металлов.
В Таблице 8 представлены сварочные материалы SMAW и GTAW для наплавленного сварочного металла 304L, а также химический состав цельного наплавленного металла. В Таблице 9 представлены сварочные материалы SMAW и GRAW для никелевых сплавов, а также химический состав и ферритные числа цельных наплавленных металлов.
| Процесс | SAW | Электрошлаковая сварка |
||
|---|---|---|---|---|
| Один слой *1 |
Второй слой |
Один слой *1 |
Второй слой |
|
| Торговая марка*2 |
PF-B1/US- BQN309L |
PF-B1/US- BQN308L |
PF-B7FK/US- BQN309L |
PF-B7FK/US- BQN308L |
| Классификация AWS |
A5.9 EQ309L |
A5.9 EQ308L |
A5.9 EQ309L |
A5.9 EQ308L |
| Полярность | Электрод для сварки на постоянном токе обратной полярности |
Электрод для сварки на постоянном токе обратной полярности |
Электрод для сварки на постоянном токе обратной полярности |
Электрод для сварки на постоянном токе обратной полярности |
| УглеродC (%) | 0.030 | 0.028 | 0.018 | 0.015 |
| Кремний Si | 0.67 | 0.65 | 0.53 | 0.54 |
| Марганец Mn | 1.14 | 1.05 | 1.36 | 1.14 |
| Фосфор P | 0.018 | 0.019 | 0.017 | 0.020 |
| Сера S | 0.004 | 0.005 | 0.002 | 0.004 |
| Cu | 0.04 | 0.05 | 0.05 | 0.03 |
| Никель Ni | 12.65 | 10.21 | 12.80 | 10.35 |
| Хром Cr | 23.05 | 19.75 | 23.65 | 19.87 |
| Ванадий V | 0.05 | 0.04 | 0.05 | 0.04 |
| Кобальт Со | 0.04 | 0.04 | 0.04 | 0.04 |
| N | 0.041 | 0.019 | 0.048 | 0.020 |
| FN*3 | 12 | 9 | 15 | 11 |
| *1 Для однослойной сварки или для нижнего слоя при многослойной сварке. *2 Размер имеющихся ленточных электродов: толщина 0,4 мм × ширина 25, 50 и 75 мм. *3 Согласно диаграмме WRC |
||||
| Процесс | SMAW | GTAW | ||
|---|---|---|---|---|
| Торговая марка |
NC-39L | NC-38L | TG-S309L | TG-S308L |
| Классификация AWS |
A5.4 E309L-16 |
A5.4 E308L-16 |
A5.9 EQ309L |
A5.9 EQ308L |
| Полярность | DCEP или AC |
DCEP или AC |
DCEP | DCEP |
| УглеродC (%) | 0.023 | 0.029 | 0.012 | 0.007 |
| Кремний Si | 0.51 | 0.20 | 0.41 | 0.36 |
| Марганец Mn | 1.56 | 1.44 | 1.74 | 1.91 |
| Фосфор P | 0.021 | 0.019 | 0.009 | 0.016 |
| Сера S | 0.003 | 0.004 | 0.003 | 0.003 |
| Cu | 0.03 | 0.03 | 0.02 | 0.02 |
| Никель Ni | 12.46 | 10.24 | 12.29 | 10.26 |
| Хром Cr | 23.92 | 20.31 | 23.76 | 19.86 |
| Ванадий V | 0.05 | 0.05 | 0.05 | 0.05 |
| Кобальт Со | 0.04 | 0.04 | 0.05 | 0.02 |
| N | 0.053 | 0.050 | 0.048 | 0.043 |
| FN*1 | 16 | 8 | 14 | 9 |
| *1 Согласно диаграмме WRC | ||||
| Процесс | SMAW | GTAW |
|---|---|---|
| Торговая марка | NI-C703D | TG-S70NCb |
| Классификация AWS | A5.11 ENiCrFe-3 | A5.14 ERNiCr-3 |
| Полярность | DCEP | DCEP |
| УглеродC (%) | 0.06 | 0.02 |
| Кремний Si | 0.34 | 0.18 |
| Марганец Mn | 6.55 | 2.93 |
| Фосфор P | 0.004 | 0.001 |
| Сера S | 0.003 | 0.002 |
| Никель Ni | 69.40 | 71.64 |
| Хром Cr | 13.21 | 20.20 |
| Nb+Ta Ниобий и Тантал | 2.00 | 2.33 |
| Fe Железо | 7.90 | 1.50 |
| Ti Титан | 0.01 | 0.55 |
| Co Кобальт | 0.03 | 0.02 |
| 0.2%YS (MPa) | 360 | 370 |
| TS (MPa) | 620 | 680 |
| El (%) | 45 | 40 |
| IV при –196°C (J) | 110 | 150 |

Для корпусов реакторов требуется интегрированная
строительная технология, в которой основные металлы
сочетаются со сварочными материалами высокого и
стабильного качества
Источники:
[1] Kobe Steel: Технический отчет о сварке, Том 49 2009-4.
[2] Kobe Steel: Сварка оборудования для АЭС, 1990.
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




