

- ГЛАВНАЯ >
- ТОВАРЫ >
- Технические новинки >
- Vol.6: Присадочная проволока с флюсовым сердечником Kobelco для нержавеющей стали: широкий ассортимент товаров удовлетворяет разнообразные потребности рынка >
Технические новинки Vol.6
Присадочная проволока с флюсовым сердечником Kobelco для нержавеющей стали: широкий ассортимент товаров удовлетворяет разнообразные потребности рынка

1. Мировой спрос на нержавеющие стали и предназначенные для них сварочные материалы

Иллюстрация 1: Мировое производство нержавеющей стали
Примечание: Данные по Китаю включены в данные по Азии до 2007 года.
После финансового кризиса 2008 года мировое производство нержавеющей стали благополучно восстановилось, благодаря значительному росту потребления в Китае, достигшему уровня в 30 миллионов тонн в 2011 году (См. Илл.1). По прогнозам, это потребление увеличится до 40 миллионов тонн в 2014 году и до 45 миллионов тонн в 2020 году, так как ожидается постоянный рост спроса во всем мире.
Если рассмотреть долю разных стран в мировом спросе, то наибольший объем с 2008 года приходится на Китай. В 2011 году он составил 40%, намного превосходя долю Японии, составляющую немногим более 10%, и США (немного менее 10%). Прогнозы будущего спроса предполагают рост потребления в странах с быстрыми темпами развития экономики, таких, как Индия и Турция, помимо Китая.
Что касается типов нержавеющих сталей, которые будут пользоваться спросом в 2020 году, ожидается, что спрос на аустенитные стали немного снизится по сравнению с нынешними 60% от общего объема, примерно до 50%, тогда как спрос на ферритные и дуплексные стали вырастет.
При этом, хотя данные по мировому спросу на сварочные материалы для нержавеющих сталей отсутствуют, их можно рассчитать на основе данных по нержавеющим сталям. Информация о сварочных материалах для нержавеющих сталей в Японии имеется в Японской Ассоциации сварочных материалов, которая сообщила, что внутреннее потребление сварочных материалов для нержавеющей стали достигло примерно 7.500 тонн в 2011 году. Соответственно, соотношение объема сварочных материалов к объему нержавеющей стали (коэффициент) составляет примерно 0,2%. Следовательно, используя такой же коэффициент в 0,2%, можно предположить, что мировой спрос насварочные материалы для нержавеющи сталей немного превысит 60.000 тонн в 2011 году, и вырастет до 80.000 тонн в 2014 и 90.000 тонн в 2020 году.
2. Характеристики присадочной проволоки с флюсовым сердечником для нержавеющих сталей компании Kobe Steel

Иллюстрация 2:
Схематическое изображение
разреза присадочной
проволоки с флюсовым
сердечником компании
Kobe Steel для
нержавеющей стали
Присадочная проволока с флюсовым сердечником (FCW) в общем дает высокую производительность наплавки, а также великолепную свариваемость. Высокая производительность наплавки позволяет сократить общее время сварки, повысить свариваемость и свести к минимуму время послесварочной обработки, такой как удаление брызг и гари, осевших на поверхности стали. Особенно в случае применения с аустенитными нержавеющими сталями FCW дают сварочные швы с хорошим внешним видом и высокой ссопротивляемостью коррозии, что является важными характеристиками для сооружений из аустенитных нержавеющих сталей.
На Иллюстрации 2 представлено схематическое изображение присадочной проволоки с флюсовым сердечником компании Kobe Steel для аустенитных нержавеющих сталей в разрезе. Внешняя оболочка представлена максимально тонкой, что разрешает высокую плотность тока, а это, в свою очередь, повышает эффективность путем увеличения объема сваренного металла на единицу времени при такой же силе сварочного тока.
| Марка стали или ее применение | Свойство и основное применение | Наименование товара | Классификация AWS | Основной химический состав | Применяемая позиция сварки *1 |
|---|---|---|---|---|---|
| 304 | Общие сведения | DW-308 | E308T0-1/-4 | 20Cr-10Ni | F, HF |
| DW-308P | E308T1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | ||
| 304H | Не содержит висмута; работа при высоких температурах | DW-308H | E308HT1-1/-4 | 19Cr-10Ni-0.06C | F, HF, VU |
| 304, 304L | Низкое содержание углерода (макс.0,04%); Общее | DW-308L | E308LT0-1/-4 | 20Cr-10Ni | F, HF |
| DW-308LP | E308LT1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | ||
| Стандартные листы стали 304, 304L | DW-T308L | E308LT0-1/-4 | 20Cr-10Ni | F, HF | |
| Низкое содержание хрома Cr (VI) в дыме | DW-308L-XR | E308LT0-1/-4 | 20Cr-10Ni | F, HF | |
| Низкое содержание хрома Cr (VI) в дыме | DW-308LP-XR | E308LT1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | |
| Криогенные температуры (≥ 27J/-196℃) | DW-308LTP | E308LT1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | |
| DW-308LT | E308LT0-1/-4 | 20Cr-10Ni | F, HF | ||
| Не содержит висмута; обработка на раствор | DW-308LH | E308LT1-1/-4 | 19Cr-10Ni | F, HF, VU | |
| Проволока TIG для проварки корня шва без продувного газа | TG-X308L | R308LT1-5 | 20Cr-10Ni | F, HF, VU, OH | |
| 316, 316L | Общие сведения | DW-316L | E316LT0-1/-4 | 19Cr-12Ni-2.3Mo | F, HF |
| DW-316LP | E316LT1-1/-4 | 18Cr-12Ni-2.8Mo | F, HF, VU, OH | ||
| Стандартные листы стали | DW-T316L | E316LT0-1/-4 | 19Cr-12Ni-2.3Mo | F, HF | |
| Низкое содержание хрома Cr (VI) в дыме | DW-316L-XR | E316LT0-1/-4 | 18Cr-12Ni-2.3Mo | F, HF | |
| Низкое содержание хрома Cr (VI) в дыме | DW-316LP-XR | E316LT1-1/-4 | 18Cr-12Ni-2.3Mo | F, HF, VU, OH | |
| Не содержит висмута; обработка на раствор | DW-316LH | E316LT1-1/-4 | 19Cr-12Ni-2.3Mo | F, HF, VU | |
| Не содержит висмута; работа при высоких температурах | DW-316H | E316T1-1/-4 | 19Cr-12Ni-2.3Mo-0.06C | F, HF, VU | |
| Криогенные температуры (≥ 27J/-196℃) (316L) | DW-316LT | E316LT1-1/-4 | 18Cr-13Ni-2.3Mo | F, HF, VU, OH | |
| Проволока TIG для проварки корня шва без продувного газа | TG-X316L | R316LT1-5 | 19Cr-12Ni-2.3Mo | F, HF, VU, OH | |
| Сварка разнородных металлов и сварка внахлестку | Общие сведения | DW-309L | E309LT0-1/-4 | 24Cr-13Ni | F, HF |
| DW-309LP | E309LT1-1/-4 | 24Cr-13Ni | F, HF, VU, OH | ||
| Стандартные листы стали | DW-T309L | E309LT0-1/-4 | 24Cr-13Ni | F, HF | |
| Низкое содержание хрома Cr (VI) в дыме | DW-309L-XR | E309LT0-1/-4 | 24Cr-13Ni | F, HF | |
| Не содержит висмута; сварка внахлестку низколегированной стали | DW-309LH | E309LT1-1/-4 | 24Cr-13Ni | F, HF, VU | |
| Проволока TIG для проварки корня шва без продувного газа | TG-X309L | R309LT1-5 | 24Cr-13Ni | F, HF, VU, OH | |
| Общие сведения | DW-309MoL | E309LMoT0-1/-4 | 23Cr-13Ni-2.3Mo | F, HF | |
| DW-309MoLP | E309LMoT1-1/-4 | 23Cr-13Ni-2.3Mo | F, HF, VU, OH | ||
| Общие сведения (310S) | DW-310 | E310T0-1/-4 | 26Cr-21Ni-0.18C | F, HF | |
| Высокое ферритное содержание | DW-312 | E312T0-1/-4 | 29Cr-10Ni-0.12C | F, HF | |
| 321, 347 | Общие сведения | DW-347 | E347T0-1/-4 | 19Cr-11Ni-0.6Nb | F, HF |
| Не содержит висмута; работа при высоких температурах | DW-347H | E347T1-1/-4 | 19Cr-10Ni-0.6Nb-0.06C | F, HF, VU | |
| Не содержит висмута; низкий углероа | DW-347LH | E347T1-1/-4 | 19Cr-10Ni-0.6Nb | F, HF, VU | |
| Проволока TIG для проварки корня шва без продувного газа | TG-X347 | R347T1-5 | 19Cr-10Ni-0.6Nb | F, HF, VU, OH | |
| 317L | Общие сведения | DW-317L | E317LT0-1/-4 | 19Cr-13Ni-3.3Mo | F, HF, VU |
| DW-317LP | E317LT1-1/-4 | 19Cr-13Ni-3.3Mo | F, HF, VU, OH | ||
| Не содержит висмута; обработка на раствор | DW-317LH | E317LT1-1/-4 | 19Cr-14Ni-3.4Mo | F, HF, VU | |
| Дуплексная нержавеющая сталь | Низколегированная дуплексная сталь (ASTM S32101, S32304) | DW-2307 | E2307T1-1/-4 | 25Cr-8Ni-0.13N | F, HF, VU |
| Стандартная дуплексная сталь (ASTM S31803, S32205) |
DW-2209 | E2209T1-1/-4 | 23Cr-9Ni-3.3Mo-0.14N | F, HF, VU | |
| Проволока TIG для проварки корня шва без продувного газа | TG-X2209 | --- | 23Cr-9Ni-3.3Mo-0.14N | F, HF, VU, OH | |
| Супердуплексная сталь (ASTM S32750, S32760) | DW-2594 | E2594T1-1/-4 | 26Cr-10Ni-3.8Mo-0.24N | F, HF, VU | |
| Мартенситная нержавеющая сталь для гидротурбин | Для сварки во всех положениях | DW-410NiMo | E410NiMoT1-4 | 12Cr-4Ni-0.6Mo | F, HF, VU, OH |
| FCW по типу металла | MX-A410NiMo | EC410NiMo | 12Cr-4Ni-0.6Mo | F, HF | |
| 405, 409 | Ферритная 13Cr-Nb | DW-410Cb | E409NbT0-1 | 13Cr-0.6Nb-0.06C | F, HF |
| Буферный слой для сварки внахлестку 13Cr | DW-430CbS | E430NbT0-1 | 17Cr-0.9Nb | F, HF | |
| Для выхлопной системы автомобилей | FCW ферритного металлического типа 17Cr-Nb | MX-A430M | --- | 17Cr-0.7Nb | F, HF |
| Никелевый сплав | Сплав 625 и 825; Сварка внахлестку; Композитный шов | DW-N625 | ENiCrMo3T1-4 | Ni-21Cr-8.5Mo-3.5Nb | F, HF, VU |
| Плакировка и сварка труб кольцевым швом (5G, 6G) | DW-N625P | ENiCrMo3T1-4 | Ni-21Cr-8.5Mo-3.3Nb | Трубы 5G, 6G | |
| Сплав 600 и 800; Композитный шов | DW-N82 | ENiCr3T0-4 | Ni-21Cr-3.0Mn-2.5Nb | F, HF | |
| Сплав C276 | DW-NC276 | ENiCrMo4T1-4 | Ni-16Mo-15Cr-3.3W | F, HF, VU | |
| Примечание: *1: Позиция сварки: F : плоский шов; HF : горизонтальный угловой шов; VU : вертикальный шов, накладываемый снизу вверх; OH: потолочный шов; | |||||
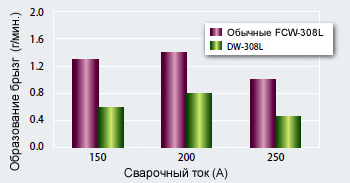
Иллюстрация 3: Сравнение степени образования брызг
Присадочная проволока с флюсовым сердечником Kobelco для нержавеющей стали также высоко ценится за стабильную сварочную дугу как со 100%-ным CO2, так и со смесью Ar-CO2 в качестве защитного газа, что ведет к крайне малому разбрызгиванию, как показано на Иллюстрации 3. Это качество достигнуто не только соответствующим дизайном флюса (и высочайшим уровнем контроля качества на производственных предприятиях Kobelco в Японии и в Нидерландах), но и специальной обработкой поверхности проволоки, которая дает стабильную проходимость. Еще одним свойством FCW для нержавеющих сталей, таких как PREMIARC TM DW-308L, PREMIARC TM DW-316L (для плоских швов и горизонтальных угловых швов), является особенность шлака: шлак может быть легко снят в оптимальный промежуток времени после сварки, что предотвращает появление цвета побежалости на поверхности валика сварного шва (см.Илл.4)

Иллюстрация 4: Удаляемость шлака и внешний вид валика сварного шва сразу после сварки (DW-308L)
Когда на поверхности сварных швов, которые должны обладать эстетичным внешним видом и чистотой, появляется цвет побежалости, в качестве контрмеры применяется травление или обработка кислотой, которая удаляет цвет с поверхности сварочного металла. Если появления цвета побежалости удается избежать, это сокращает время на обработку кислотой, тем самым увеличивая производительность.
4. Новейшие присадочные проволоки с флюсовым сердечником (FCW) компании Kobelco для нержавеющих сталей
Технологически передовые FCW для нержавеющих сталей компании Kobelco - это ни с чем не сравнимые товары, эксклюзивно разработанные компанией Kobe Steel; они пользуются доверием и предпочтением потребителей во всем мире. В Таблице 1 (на стр.4) представлен широкий ассортимент проволок FCW, предлагаемых для нержавеющей стали.
3-1. FCW с низким содержанием хрома Cr(VI) для нержавеющих сталей: "Серия XR"
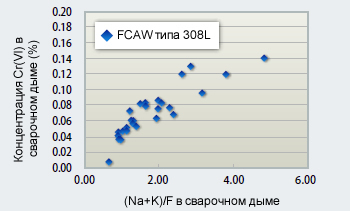
Иллюстрация 5: Соотношение между компонентами в составе флюса и содержанием Cr(VI) в сварочном дыме
FCW могут давать больший выброс сварочного дыма по сравнению с другими обычными сварочными материалами, что повышает риск при работе. Сварочный дым - это оксиды, которые образуются, когда металлические испарения, выделяемые сварочной дугой, остывают и затвердевают в воздухе. При сварке наржавеющей стали сварочный дым содержит от 5 до 20% оксидов хрома, частично - вредного Cr6+, который обозначается как Cr(VI).
Токсичность Cr(VI) была недавно переоценена в соответствии с движением в направлении более строгих нормативов в отношении этого соединения на месте работ. В частности, в 2010 году Американская администрация професиональной безопасности и здоровья (OSHA) на 90% сократила допустимое содержание Cr(VI) в воздухе в местах работы. Очевидно, что наиболее эффективным способом сократить содержание Cr(VI), выделяемого при сварке нержавеющих сталей, является установка более эффективной системы вентиляции для удаления выбросов. С другой стороны, если сварочный дым будет изначально содержать меньше Cr(VI), потребуется меньше усилий по удалению его с помощью более мощной системы местной вентиляции.
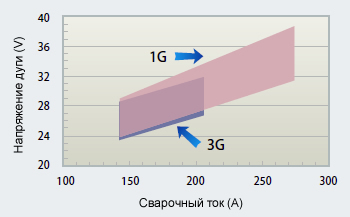
Иллюстрация 6: Рекомендуемый диапазон параметров сварки DW-308LP-XR
Снижение содержания Cr(VI) в сварочном дыме является эффективной мерой. Компания Kobe Steel разработала новую серию присадочной проволоки с флюсовым сердечником - "Серию RX", предназначенную для сварки плоских и горизонтальных угловых швов, а также для сварки во всех пространственных положениях, позволяющую значительно снизить содержание Cr(VI) в сварочном дыме. Высокоуниверсальная проволока серии RX предназначена для трех марок сталей, а именно 308L, 316L и 309L.
Как показано на Иллюстрации 5, контроль содержания натрия Na и калия К, которые добавляются к флюсу в качестве стабилизаторов сварочной дуги, позволяет сократить содержание Cr(VI) в сварочном дыме. Для поддержания стабильной свариваемости, однако, может оказаться необходимым регулирование содержания и других добавок, помимо натрия и калия, таких как флуориды.
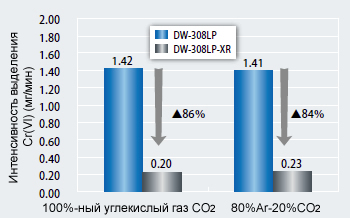
Иллюстрация 7: Интенсивность выделения Cr(VI) для DW-308LP-XR
Один из типов присадочной проволоки FCW в серии RX - это проволока для сварки во всех пространственных положениях PREMIARCTM DW-308LP-XR. Она может применяться как со 100%-ным углекислым газом CO2, так и со смесью Ar-CO2 в качестве защитного газа. На Иллюстрации 6 показан рекомендуемый диапазон параметров сварки, а на Иллюстрации 7 - скорость выброса Cr(VI) (рассчитанная по ISO 15011-1 и ISO 16740. Здесь показано, что присадочная проволока серии XR выделяет Cr(VI) с 1/6 интенсивности по сравнению с традиционными DW-308LP. Вы можете получить более подробную информацию о проволоке PREMIARCTM DW-308L-XR и PREMIARCTM DW-316L-XR в колонке Product Spotlight KOBELCO WELDING TODAY, Том 14, No. 3 от 2011 года.

Иллюстрация 8: Внешний вид валика сварного шва и макроструктура стыкового шва, сварка в положении 3G с DW-308LP-XR
Стыковой шов был выполнен в пертикальном положении снизу вверх (3G) с проволокой DW-308LP-XR в условиях, указанных в Таблице 2; на Иллюстрации 8 показаны внешний вид валика сварного шва и макроструктура.
| Форма кромки и последовательность проходов |
Место | Сварочный ток (А) |
Напряж- ение дуги (V) |
Температура между проходами (℃) |
|---|---|---|---|---|
| Толщина плиты: 15 мм Форма кромки: V-образная Угол кромки: 60℃ Обратная сторона: 3 прохода Окончательный шов: 1 проход |
Обратная сторона |
160 | 28 | <300 |
| Окончате- льный шов |
160 | 28 | <300 |
3-2. Присадочные проволоки с флюсовым сердечником для дуплексных нержавеющих сталей

Иллюстрация 9: Детали гофрированных перегородок в химическом танкере
Иллюстрация 10: Мост Стоункатерс в Гонконге
Дуплексные нержавеющие стали обладают двухфазной микроструктурой - на 50% ферритной и на 50% аустенитной. Их преимущества включают в себя высокую прочность, выдающуюся устойчивость к точечной коррозии, контактной коррозии, а также коррозионному растрескиванию при напряжении (SCC).
На рынке представлены три разных типа дуплексной нержавеющей стали: (1) стандартные дуплексные нержавеющие стали, обычно ASTM S31803, S32205 и JIS SUS329J3L; (2) малолегированные дуплексные нержавеющие стали, которые хотя и уступают по качеству другим дуплексным нержавеющим сталям, почти эквивалетнтны 304L и 316L по устойчивости к коррозии и низкой себестоимости благодаря меньшему содержанию никеля Ni и молибдена Mo; и (3) - супердуплексные нержавеющие стали, которые содержат больше хрома Cr, молибдена Mo и азота никеля N, что позволяет им выдерживать высокоррозийные условия. Благодаря отличной устойчивости к точечной коррозии, эти стали широко применяются в водоопреснительных установках, при добыче и очистке нефти и природного газа, в системах сероулавливания, а также в гофрированных перегородках химических танкеров (Иллюстрация 9). Дуплексные нержавеющие стали все более широко применяются и в обычных сооружениях, таких как мост Стоункатерс в Гонконге (Иллюстрация 10) и крыша нового международного аэропорта Доха в Катаре.
Присадочные проволоки с флюсовым сердечником для дуплексных нержавеющих сталей включают в себя недавно разработанную проволоку PREMIARC TM DW-2209 для стандартной дуплексной нержавеющей стали, PREMIARC TM DW-2307 для низколегированной дуплексной нержавеющей стали и PREMIARC TM DW-2594 для супердуплексной нержавеющей стали. В Таблице 3 представлены химические формулы всех сварочных металлов, а в Таблице 4 - механические свойства DW-2307 и DW-2594.
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | N | PRE | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| DW-2307 | 0.03 | 0.5 | 1.3 | 0.02 | 0.003 | 0.06 | 7.9 | 24.6 | 0.03 | 0.15 | 27.1 |
| AWS A5.22 E2307TX-Y |
≤0.04 | ≤1.0 | 0.5-2.5 | ≤0.04 | ≤0.03 | ≤0.75 | 6.5-10.0 | 22.5-25.5 | ≤0.8 | 0.10-0.20 | - |
| DW-2594 | 0.03 | 0.5 | 1.2 | 0.02 | 0.004 | 0.03 | 9.6 | 25.8 | 3.8 | 0.24 | 42.2 |
| AWS A5.22 E2594TX-Y |
≤0.04 | ≤1.0 | 0.5-2.5 | ≤0.04 | ≤0.03 | ≤0.75 | 8.0-11.0 | 23.0-27.0 | 2.5-4.0 | 0.08-0.30 | - |
| Примечание: PRE: Эквивалент сопротивления точечной коррозии=Cr+3.3Mo+16N | |||||||||||
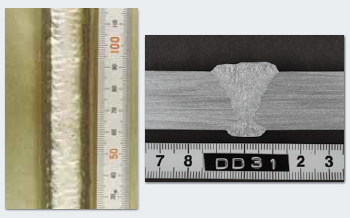
Иллюстрация 11: Внешний вид валика сварного шва и макроструктура шва, выполненного с DW-2594 в позиции 3G (защитный газ 80%Ar-20%CO2, 160A-26V)
| Механические свойства при растяжении |
Ударная вязкость при 20℃(J) |
|||
|---|---|---|---|---|
| 0.2%PS (MPa) |
TS (MPa) |
El (%) |
||
| DW-2307 | 571 | 750 | 29 | 58 |
| AWS A5.22 E2307TX-Y |
- | ≥690 | ≥20 | - |
| DW-2594 | 712 | 900 | 25 | 60 |
| AWS A5.22 E2594TX-Y |
- | ≥690 | ≥20 | - |
Одним из свойств дуплексных нержавеющих сталей и предназначенных для них сварочных материалов является высокое содержание азота N, что может приводить к образованию пустот в сварочных металлах, а также пор и свищей на их поверхности, когда излишний азот, растворенный в жидком металле, не остается в затвердевающем сварочном металле в состоянии твердого раствора. В проволоках FCW компании Kobelco для дуплексных нержавеющих сталей компоненты флюса оптимизированы таким образом, чтобы противостоять образованию газовых полостей несмотря на высокое содержание азота N. На Иллюстрации 11 представлен внешний вид валика сварного шва и макроструктура стыкового сварного шва, выполненного с DW-2594 в позиции 3G. На них не видно никаких дефектов наподобие свищей и пор.
3-3. Пруток с флюсовым сердечником TIG "Серии TGX"

Иллюстрация 12: Валик подварочного шва трубы при сварке с проволокой TGX
Иллюстрация 13: Подварочный шов (слева) и внешний шов (справа)
При проварке корня шва труб из нержавеющей стали с присадочными прутками TIG обычно требуется слой защитного газа из чистого аргона Ar для предотвращения окисления подварочного шва, которое может сделать шов непрочным. Существуют два широко распространенных метода защиты: защита всей трубы и защита только зоны сварки. Однако каждый из этих методов требует огромного количества времени и дорогостоящего аргона.
Еще одним примером передовых технологий FCW компании Kobe Steel является то, что присадочные прутки серии TGX для проварки швов методом TIG устраняют необходимость дорогостоящей защиты подварочного шва. Еще одним их преимуществом является то, что они позволяют сварщикам работать безопасно внутри труб, не опасаясь нехватки кислорода.
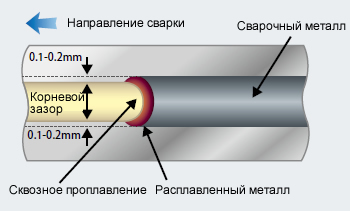
Иллюстрация 14: Как поддерживать нужное сквозное проплавление
Флюсовый сердечник внутри присадочных прутков TIG дает нужный объем шлака, который полностью покрывает как лицевую, так и обратную сторону валика сварного шва, защищая их от контакта с воздухом и окисления даже без слоя защитного газа с обратной стороны шва. Шлак, покрывающий обе стороны валика сварного шва, легко удаляется легким постукиванием и позволяет получить валик с хорошим внешним видом, как показано на Иллюстрациях 12 и 13.
Так как присадочные проволоки FCW серии TGX бесшовные, они почти такие же в обращении, как сплошные присадочные прутки TIG.
Для того, чтобы обеспечить получение прочного подварочного шва с присадочными прутками TGX, во время сварки необходимо достичь сквозного проплавления, чтобы значительный объем расплавленного шлака оттекал к подварочной стороне кромки и покрывал валик сварного шва с обратной стороны (Илл.14)
В Таблице 5 показаны рекомендуемые формы кромок на основе толщины стенок и корневого зазора.
| Форма кромок | V-образная (70℃) Сторона 1,0 мм |
||
|---|---|---|---|
| Толщина стенок (мм) | 4 | 6 | 10 |
| Корневой зазор (мм) | 2.0 | 2.5 | 3.0 |
Скорость подачи присадочных прутков TGX слегка отличается от скорости подачи традиционных присадочных прутков TIG. Их следует подавать с высокой скоростью небольшими порциями, обращая внимание на то, чтобы не подавать слишком много за один раз.
С тех пор, как серии TGX были выпущены в середине 1980-х годов, они завоевали репутацию одного из показательных товаров Kobelco благодаря своей надежности и продемонстрированным результатам. Для того, чтобы удовлетворить потребности рынка, эти серии был расширены с добавлением проволоки PREMIARCTM TG-X2209 для дуплексных нержавеющих сталей, а также PREMIARCTM TG-X308L, TG-X316L, TG-X309L и TG-X347.
3-4. Серия DW-T для сварки тонких листов нержавеющей стали
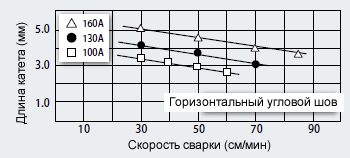
Иллюстрация 15: Соотношение между скоростью сварки и длиной катета для серии DW-T
Так как относительная толщина тонких листов стали в сооружениях из нержавеющей стали намного превышает этот показатель для сооружений из углеродистой стали, слаботочная сварка более важна для нержавеющих сталей, чем для углеродистых сталей. Раньше для сварки использовались в основном FCW диаметром 0,9 мм или сплошная сварочная проволока. Однако FCW диаметром 1,2 мм всегда были желательны из-за их низкой стоимости и большей доступности. Поэтому была разработана серия DW-T, которая сейчас высоко ценится на рынках.
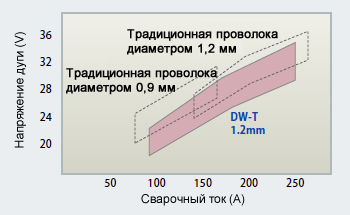
Иллюстрация 16: Диапазон оптимальных параметров сварки для серии DW-T
Серия DW-T проволоки диаметром 1,2 мм обладает следующими свойствами:
(1) Подходит для малой величины катета, как показано на Иллюстрации 15, а также для слаботочной сварки, как показано на Иллюстрации 16. Возможна сварка даже при 100 А.
(2) Возможна сварка тонких листов стали толщиной 1,0 или 2,0 мм, которая была затруднительна с традиционной проволокой диаметром 1,2 мм.
(3) Отличная возобновляемость дуги, что устраняет необходимость отрезания кончика провооки при возобновлении работы при сварке прихваточными швами.
4. Послесловие
Считается, что присадочные проволоки с флюсовым сердечником, которые являются одним из самых эффективных сварочных материалов, получат дальнейшее распространение в других областях применения, а значит, необходимо будет разработать новые типы FCW для будущих нужд.
Проволоки FCW компании Kobe Steel являются одним из самых надежных в мире сварочных материалов, получивших высокую оценку и поддержку на рынках. Технологии разработки и производства, созданные до сих пор, использованы не только для FCW для нержавеющих сталей, но также и для никелевых сплавов, как показано в Таблице 1.
Недавно разработанный процесс сварки с проволокой FCW для нержавеющих сталей предусматривает применение в качестве защитного газf чистого агрона Ar. Крайне малое разбрызгивание и низкое содержание углерода, свойственные этому новому сварочному процессу, будут описаны в следующем выпуске KOBELCO WELDING TODAY.
Источники
【1】 Международный форум нержавеющей стали (ISSF), веб-сайт
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




