

- ГЛАВНАЯ >
- ТОВАРЫ >
- Технические новинки >
- Vol.7: Сварочные роботы ARCMAN™ и источники сварочного питания SENSARC™ компании Kobelco демонстрируют непревзойденные результаты во многих областях применения >
Технические новинки Vol.7

Подразделение сварочных материалов компании Kobe Steel, Ltd. - это производитель мирового масштаба, который предоставляет комплексные решения в области сварки, в том числе поставляет сварочные материалы, сварочные роботы и сварочные системы питания собственной разработки и производства.
За многие годы компания Kobe Steel разработала полные системы роботной сварки, в которые входит не только робот, но и источник питания и периферальное оборудованин, такое как позиционер и слайдер. Помимо этого, пользователям представлены сварочные процессы, отвечающие их уникальным потребностям. Это одна из сильных сторон, отличающих компанию Kobe Steel. В данном выпуске мы представим и обсудим характеристики сварочных роботов серии ARCMAN™ , а также систем сварочного питания SENSARC™.
Первоначальные модели ARCMAN™
Сварочные роботы из серии ARCMAN™ обычно используются для сварки средних и толстых пластин, применяемых в таких областях, как строительное оборудование, стальные соружения, мосты и вагоны. Имеется четыре модели сварочных роботов ARCMAN™, в том числе недавно разработанная модель ARCMAN™-GS.
1. ARCMAN™-SR
Этот компактный и легкий робот снижает вес всей системы и требует меньше пространства для установки. Этот робот с большим по сравнению с моделями стандартной серии ARCMAN™-MP моментом силы в запястье может оснащаться более тяжелыми водоохлаждаемыми и тандемными горелками.
2. ARCMAN™-MP
Самая продаваемая модель компании Kobe Steel, ARCMAN™- MP задействует стандартную водоохлаждаемую горелку и применяется для сварки средних и толстых пластин. Возможна установка программного обеспечения для сварочного процесса, а также датчиков для нахождения сварочных кромок. Этот робот может быть оснащен длинной горелкой для работы в ограниченном пространстве, и кроме того, благодаря его большой полезной грузоподъемности и силе момента запястья , тандемной горелкой и горелкой плазменной резки.
Этот сварочный робот оснащен самой большой рукой из всех существующих роботов такого типа, и диапазон его движения может превышать три метра, что позволяет конфигурировать эту роботную систему на простой системе осей без слайдера. Еще одно преимущество длинной руки этого робота заключается в способности достигать большой глубины в таким месте сварки, как ковш гидравлического экскаватора.
Новая модель ARCMAN™-GS

Иллюстрация 1: Система роботной сварки ARCMAN™-GS, непревзойденная для сварки средних и толстых пластин.
Роботная система ARCMAN™-GS, отлично подходящая для сварки средних и толстых пластин - это продукт, созданный на основе богатейшего опыта Kobe Steel в создании систем роботной сварки. Она поступила в эксплуатацию в сентябре 2011 года. Хотя длина руки этого робота равна длине руки модели ARCMAN™-MP, ее дизайн усовершенствован, и у нее имеется внутренняя кабельная проводка, как показано на Иллюстрации 1.
1. Предпосылки для разработки систем роботной сварки ARCMAN™-GS
Системы роботной сварки серии ARCMANTМ получили высокую оценку, в особенности в отрасли строительного оборудования, где в роботных системах все больше задействутся роботы, установленные на подвесных слайдерах. Предполагатся, что подвесная установка получит еще большее распространение в будущем, так как она дает лучший доступ к крупным участкам работы, а также высочайшую степень безопасности и эффективности операций, так как оборудование устранено с площадки. При сварке строительного оборудования сварочная горелка должна доставать глубоко внутрь полости свариваемого объекта. Кроме того, операция обучения робота должна происходить без коллизий между горелкой и объектом, а также между кабелем горелки и объектом. Поэтому кабельная проводка горелки должна быть расположена внутри руки робота. Поскольку ARCMAN™-GS обладает достаточным диапазоном движения для подвесной системы, а также рукой с внутренней кабельной проводкой, позволяющей обучение в режиме офф-лайн, он является отличным роботом для столь сложных операций.
2. Характеристики ARCMAN™-GS
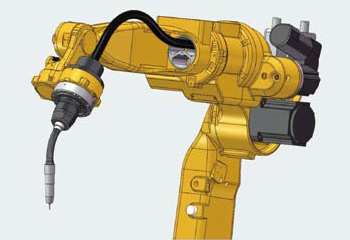
Иллюстрация 2: ARCMAN™-GS с верхней частью руки, в которую интегрирован кабель.
(1) Модели с интегрированным кабелем или горелкой соответствуют системным требованиям.
В ARCMAN™-GS имеются две разновидности: одна с кабельной системой, интегрированной с верней частью руки, как показано на Иллюстрации 2, а другая - с горелкй, интегрированной с осью запястного шарнира, как показано на Иллюстрации 3.
В системах с кабелем, интегрированным с верхней частью руки, механизм подачи проволоки устанавливается сзади верхней части руки; кабели горелки проходят от механизма подачи проволоки через углубление для кабеля, проходящее вдоль верхней части руки. Корпус горелки поддерживается на оси запястного шарнира.
В системах с горелкой, интегрированной с осью запястного шарнира, механизм подачи проволоки устанавливается не на роботную систему, а периферально. Кабели горелки проходят от механизма подачи проволоки на подвеску кабеля и подсоединяются к корпусу горелки, которая поддерживается на оси запястного турнира.
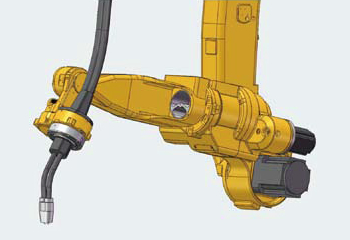
Иллюстрация 3: ARCMAN™-GS с горелкой,
интегрированной с осью запястного шарнира.
На Иллюстрации 4 показаны последствия того, что кабель горелки не интегрирован с верхней частью руки: кабель свисает в опасной близости к внутренней поверхности свариваемого объекта, что может привести к коллизии кабеля с объектом и со временем сократить срок службы кабеля.
В этом случае, внутренняя прокладка кабеля может предотвратить коллизии между кабелем и объектом сварки, что позволяет легко производить операцию обучения робота. Модели с интегрированным кабелем также позволяют проводит обучение робота на персональном компьютере в режиме офф-лайн, так как непредвиденных движений кабеля не происходит.

Иллюстрация 4: Пример роботной сварки, когда может произойти коллизия между кабелем горелки и объектом сварки.
Если внутренняя прокладка кабеля нежелательна, может быть выбрана модель с горелкой, интегрированной с осью запястного шарнира. В данной модели корпус горелки установлен по центру 6-й оси, что позволяет точно координировать движения горелки с движением робота, сводя коллизии к минимуму, даже когда горелка помещена в узкую и глубокую часть объекта сварки.
В модели с интегрированной горелкой запястье руки робота имеет один свободный конец, что не дает кабелю горелки запутывался на нем, а мотор оси запястья расположен в раме запястья, так что край запястья не выступает. Это сводит к минимуму запутывание кабеля, а также коллизии между кабелем и объектом сварки во время работы.
(2) Положение реверс-локоть дает самый большой рабочий диапазон в этом классе приборов
В подвесной системе роботной сварки робот должен быть способен сверху достичь как можно большей части объекта сварки. Поэтому рабочий диапазон робота должен быть большим и охватывать пространство как спереди, так и позади робота. В ARCMAN™-GS положение реверс-локоть позволяет верхней части руки сгибаться за корпус робота, как показано на Иллюстрации 5, что увеличивает диапазон движения. Эта усовершенствованная функция ARCMAN™-G возможна только благодаря тому, что длина его руки такая же, как и в ARCMAN™-MP.
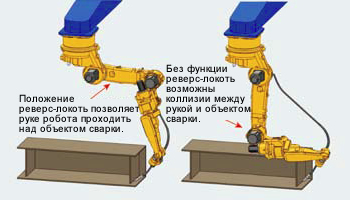
Иллюстрация 5: Положение реверс-локоть (слева) может
предотвратить коллизии между рукой робота и объектом
сварки в подвесных системах роботной сварки.
Как показано на Иллюстрации 5, полжение реверс-локоть в ARCMAN™-GS дает простой доступ к линиям сварки, расположенным позади препятствий без коллизий между рукой робота и объектом сварки. В противоположность этому, традиционные системы роботной сварки требуют сложных движений слайдера для достижения подобных результатов и избежания коллизий. Так как ARCMAN™-GS способен достигать труднодостижимых участков без скольжения, слайдер, которым он оснащен, короткий, что упрощает и облегчает всю систему.

Иллюстрация 6: Многофункциональный сварочный робот ARCMAN™-GS с автоматическим устройством замены инструментов.
(3) Автоматическая замена между тандемной и одиночной горелкой
Компания Kobe Steel поставила большое количество роботных систем сварки серии ARCMAN™ для тандемной дуговой сварки, и роботы серии ARCMAN™-GS особенно эффективны для этого вида работ. С тандемной горелкой, установленной в центре оси запястного шарнира, рука, с которой интегрирован кабель, может вытягиваться и проникать в тесные пространства, где невозможно выполнять тандемную сварку с помощью традиционных систем роботной сварки. Кроме того, тандемная горелка и одиночная горелка могут взаимозаменяться автоматически с помощью установленного устройства замены инструментов, специально спроектированного для ARCMAN™- GS. Эта система позволяет выбрать между тандемной и одиночной сваркой, в зависимости от формы объекта сварки и конфигурации свариваемых соединий. На Иллюстрации 6 показан робот с автоматическим устройством замены инструментов. На Иллюстрации 7 представлены формы и измерения роботов серии ARCMAN™, а в Таблице 1 - характеристики манипуляторов серии ARCMAN™.
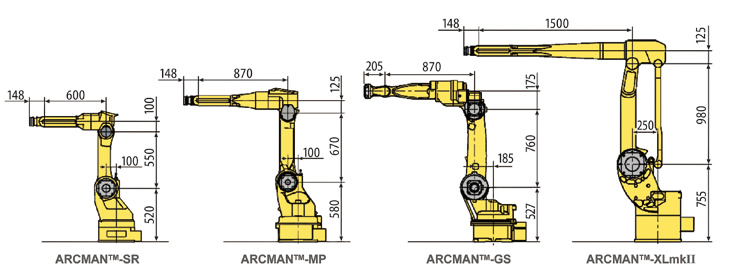
Иллюстрация 7: Линия сварочных роботов серии ARCMANTМ (диаграммы с измерениями)
Источник сварочного питания, специально предназначенный для сварочных роботов: SENSARC™ AB500
| Пункты | Характеристики | |
|---|---|---|
| Соответствующий регулятор | Регулятор типа CA | |
| Максимальный диапазон движения для каждой оси |
S1 | ±170 deg |
| S2 | -100/+155 deg | |
| S3 | -210/+80 deg | |
| S4 | ±180 deg | |
| S5 | ±127 deg | |
| S6 | ±360 deg | |
| Максимальная скорость для каждой оси |
S1 | 2.09 rad/s, 120 deg/s |
| S2 | 2.71 rad/s, 155 deg/s | |
| S3 | 2.71 rad/s, 155 deg/s | |
| S4 | 6.98 rad/s, 400 deg/s | |
| S5 | 6.11 rad/s, 350 deg/s | |
| S6 | 10.47 rad/s, 600 deg/s | |
| Грузоподъемность | На конце запястья: 15kgs В месте установки механизма подачи проволоки: 20kgs |
|
| Допустимый момент поворота для каждой оси |
S4 | 38.9 Nm |
| S5 | 38.9 Nm | |
| S6 | 7.35 Nm | |
| Допустимый момент инерции поворота для каждой оси |
S4 | 1.05 kg•m2 |
| S5 | 1.05 kg•m2 | |
| S6 | 0.038 kg•m2 | |
| Позиция установки | Напольный или подвесной |
|
| Вес манипулятора | 286 kgs | |
| Цвет краски | Тускло-желтый | |
Серия SENSARC™ компании Kobe Steel - это линия источников сварочного питаня для сварки MAG в защитной среде CO2, подходящая для самых разных операций. Например, SENSARC™ AB500 - усовершенствованный источник сварочного питания, предназначенный специально для систем роботной сварки ARCMAN™ для сварки средних и толстых пластин (См. Илл.8), считается лучшей многофункциональной моделью серии SENSARC™.
1. Инновации в ключевых возможностях
SENSARC™ AB500 предлагает в 8 раз более быстрые арифметические возможности и в 2,5 раза более высокую частоту контроля по сравнению с традиционными источниками питания, что дает инновационный контроль формы выходного сигнала посредством усовершенствованного правила управления. Комбинированный механизм подачи проволоки оснащен четырьмя тянущими роликами, что обеспечивает в 1,5 раза большую силу подачи проволоки, тем самым повышая максимальную скорость подачи проволоки до 30 m/min, что на 20% превышает этот показатель для традиционных моделей. Кроме того, стабильность подачи проволоки улучшена благодаря использованию кодера, который улавливает вращение мотора, четырехваликового метода движения, высокоточного цифрового контроля и быстрореагирующего мотора. Эти усовершенствованные функции, наряду со стабильным и быстрым зажиганием дуги и гладким проходом проволоки благодаря контактному распознаванию проволоки, сокращают время простоев и тем самым повышают качество сварочных работ, выполненных с помощью роботов ARCMAN™. В Таблице 2 представлены технические характеристики SENSARC™ AB500.
| Пункты | Характеристики |
|---|---|
| Номинальное напряжение на входе |
AC200V/AC220V |
| Число фаз | 3 фазы |
| Номинальная частота | 50Hz/60Hz |
| Расчетная потребляемая мощность |
28.1kVA, 26.6kw |
| Номинальная сила тока | 81A/74A |
| Номинальный выходной ток | 500A |
| Номинальное напряжение источника питания |
45V |
| Ток на выходе | 30-500A |
| Напряжение на выходе | 12-45V |
| Максимальное напряжение без нагрузки |
86V/95V |
| Цикл нагрузки | 450A-100% 400A-100% (Импульсная сварка) |
| Outer dimension (WxHxD) | 370x685x665 (mm) (Головная часть вводного терминала, рымболт и болт с шестигранной головкой не входят ) |
| Вес | 69kgs |

Иллюстрация 8: SENSARC™ AB500:
многофункциональный источник питания для сварочных
роботов серии ARCMAN™ .
2. Разнообразие оптимальных моделей для сварки средних и толстых пластин
| Защитный газ |
Метод сварки |
Тип проволоки | Диаметр проволоки (mm) |
|---|---|---|---|
| Углекислый газ CO2 |
Одиночная, Без импульса |
Сплошная проволока для малоуглеродистой стали |
1.2 |
| Проволока с флюсовым сердечником для малоуглеродистой стали |
1.2, 1.4 | ||
| Проволока с флюсовым сердечником для нержавеющей стали |
1.2 | ||
| Одиночная, REGARC™*1 |
Сплошная проволока для малоуглеродистой стали |
1.2 | |
| Смесь аргона и углекислого газа Ar+CO2 |
Одиночная, импульсная |
Сплошная проволока для малоуглеродистой стали |
1.2, 1.4, 1.6 |
| Одиночная, импульсная |
Сплошная проволока для малоуглеродистой стали |
1.2, 1.4 | |
| Тандемная, импульсная |
Сплошная проволока для малоуглеродистой стали |
1.2 | |
| *1: REGARC™ - уникальный процесс контроля формы колебаний импульсного тока. |
|||
Помимо описанных выше новшеств, SENSARC™ AB500 оснащена несколькими новыми режимами сварки, в том числе разработанным Kobe Steel процессом дуговой сварки с уникальным контролем формы колебаний импульсного тока. Эти модели специально приспособлены для сварки средних и толстых пластин, а значит, сварочные операции могут быть усовершенствованы даже в некоторых более традиционных режимах, как показано в Таблице 3.
3. Применение тандемной импульсной сварки MAG
В 2001 году компания Kobe Steel начала маркетинг системы роботной сварки, котоая дает высокую скорость сварки и прочные сварочные швы за счет применения технологии тандемной дуговой сварки с двумя электродами и одной сварочной ванной, которая дает высокую производительность наплавки. В результате упорной работы по исследованиям и разработке метода тандемной дуговой сварки была разработана и применена передовая система контроля сварочного тока на выходе. С помощью этой технологии две тандемные импульсные дуги контролируются таким образом, что уровни верхнего и нижнего сварочного тока синхронизированы между двумя дугами, что позволяет увеличить устойчивость дуги и сократить разбрызгивание.
В SENSARC™ AB500 длина дуги замыкающего электрода оптимизируется с помощью недавно разработанного контроля синхронной модуляции амлитуды, который увеличивает или уменьшает верхний и нижний сварочный ток, как показано на Иллюстрации 9.
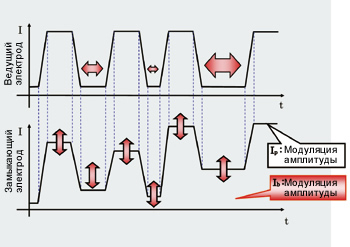
Иллюстрация 9: Концептуальная схема контроля
синхронной модуляции амплитуды
Благодаря этому механизму, SENSARC™ AB500 допускает более широкий диапазон сварочных параметров, так как длина дуги ведущего и замыкающего электрода адекватно контролируется, что предотвращает помехи и поддерживает постоянную длину дуги. Более того, в отличие от традиционных источников питания, изменение сварочных параметров ведущего электрода не влияет на параметры замыкающего электрода, а значит сварочные параметры легко регулировать.
Для получения стабильной дуги и прочного шва при тандемной дуговой сварке с одной сварочной ванной, крайне важен контроль за образованием сгустка расплавленного металла между двумя электродами в сварочной ванне.
При использовании традиционных источников сварочного питания, когда на одном из электродов возникают помехи, дуга колеблется, что вызывает изменения в длине дуги, влтяющие на мощность дуги. Это может сделать сгусток расплавленного металла нестабильным. Дестабилизированный сгусток расплавленного металла влияет на мощность дуги второго электрода, тем самым создавая нестабильную дугу.
В противоположность этому, SENSARC™ AB500 может поддерживать стабильные дуги и устранять помехи с помощью передовой системы высококачественного контроля характеристик нагрузки.
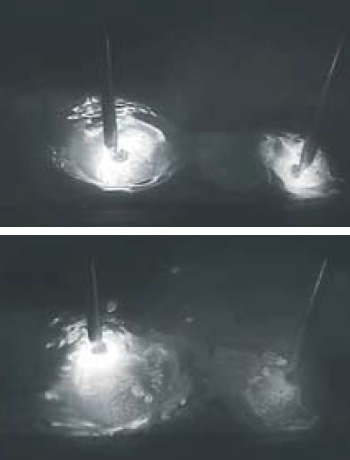
Иллюстрация 10: Тандемная дуговая сварка с одной сварочной ванной с высоким контролем характеристик нагрузки (сверху) и без него (снизу).
В верхней части Иллюстрации 10 показан стабильный сгусток расплавленного металла, образовавшийся между двумя электродами в результате высококачественного контроля характеристик нагрузки, котрый поддерживает стабильные дуги с малым разбрызгиванием. Когда контроль характеристик нагрузки не задействуется, как показано в нижней части иллюстраци, сгусток меняет форму, что приводит к появлению нестабильной дуги и сильного разбрызгивания.
В источниках сварочного питания SENSARC™ AB500 высокий контроль характеристик нагрузки сокращает разбрызгивание максимум на 70%, по сравнению с традиционным источником питания, а также уменьшает размер брызг, как показано на Иллюстрации 11.
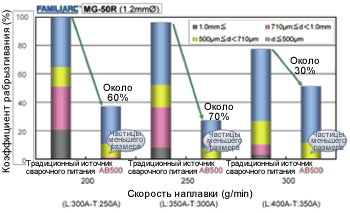
Иллюстрация 11: Разбрызгивание при тандемной
дуговой сварке с использованием SENSARC™ AB500
и традиционных источников питания.
4. Улучшенная работа в других приложениях
При импульсной сварке MAG со сплошной сварочной проволокой для малоуглеродистой стали, стабильность дуги и разбрызгивание модет быть улучшено (Илл.12) с помощью новых технологий. Например, непосредственный контроль характеристик нагрузки, а также высококачественный контроль для устранения помех может удалять мгновенные колебания, связанные с колебаниями в токопроводной точке и в точке появления дуги на сварочной проволоке, тем самым сокращая избыточные колебания в давлении дуги.
Благодаря подобным передовым технологиям, SENSARC™ AB500 может снизить коэффициент разбрызгивания максимально на 45% и уменьшить размер брызг даже при сильном сварочном токе в 300 А и выше, который обычно применяется при сварке средних и толстых пластин.
При сварке MAG в защитной среде CO2 в среднем диапазоне сварочного тока, при которой зачастую образуются крупные капли разбрызгивания, передовая технология сдерживания вибрации расплавленных капель может сократить коэффициент разбрызгивания максимально на 25% по сравнению с традиционным источником сварочного питания, как показано на Иллюстрации 13. Эта технология сдерживает излишнее увеличение и вибрацию капель, путем изменения рабочих характеристик в зависимости от объема капель. В результате она предотвращает разлет капель и снижает коэффициент разбрызгивания.
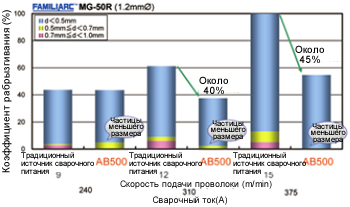
Иллюстрация 12: Сравнение коэффициента
разбрызгивания SENSARC™ AB500 и традиционного
источника сварочного питания при импульсно-дуговой
сварке MAG.
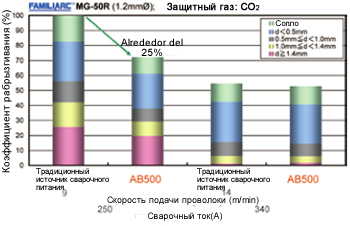
Иллюстрация 13: Сравнение коэффициента разбрызгивания SENSARC™ AB500 и традиционного источника сварочного питания при сварке в среде углекислого газа CO2.
В следующих выпусках будут описаны примеры опробованных на практике приложений сварки средних и толстых пластин с использованием систем роботной сварки серии ARCMAN™ и источников сварочного питания SENSARC™.
Источники:
[1] Kobe Steel, Welding Technical Report, Том 50, 2010-6
[2] Kobe Steel, Welding Technical Report, Том 51, 2011-9
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




