

- ГЛАВНАЯ >
- ТОВАРЫ >
- Технические новинки >
- Vol.13: Сварочные материалы для дуговой сварки под флюсом, предназначенные для использования только с прямым током >
Технические новинки Vol.13
Сварочные материалы для дуговой сварки под флюсом, предназначенные для использования только с прямым током
1. Предисловие

Дуговая сварка под флюсом (SAW) - это один из основных видов дуговой сварки. Она применяется в 10% всех работ дуговой сварки. В расчете по странам, Китай потребляет более 50% всех материалов для SAW, за ним следуют Европа, Северная Америка, Россия и Япония. По отраслям промышленности, сварка SAW используется в основном в производстве стальных трубопроводов, стальных конструкций, мостов, судов и оборудования для химических предприятий, то есть таких сооружений, где часто присутствуют длинные и прямые сварочные линии.
В Японии потребление сварочных материалов для SAW по отраслям почти такое же, что и в остальных странах мира, за исключением стальных трубопроводов, на которые приходится значительно более низкая доля потребления таких материалов.
| Тип флюса | Ударная вязкость при низкой температуре |
Сопротивление абсорбции влаги |
Содержание диффузного водорода |
Коэффициент потребления флюса |
Эффективность | Вид электрического питания |
|---|---|---|---|---|---|---|
| Плавленый | Среднее | Лучшее | Низкое | Среднее | Среднее | AC |
| Керамический | Хорошее | Среднее | Самое низкое | Низкое | Лучшее | AC / DC |
| Агломерированный | Хорошее | Хорошее | Низкое | Низкое | Хорошее | DC |
В Таблице 1 представлены характеристики трех типов флюса для сварки SAW: плавленого, керамического и агломерированного. На японском рынке предпочтение отдается флюсам, предназначенным для использования с переменным током (АС) в связи с относительно низкой стоимостью источников сварочного питания переменного тока по сравнению с источниками постоянного тока (DC). Плавленые флюсы, предназначенные как для переменного, так и для постоянного тока, также были разработаны в Японии. Однако хотя эти флюсы применялись в основном для сварки с высокой погонной энергией, агломерированные флюсы, которые используются для обычной высокоскоростной сварки с постоянным током, пользовались спросом на зарубежных рынках.
Для того, чтобы удовлетворить потребности мирового рынка, компания Kobe Steel занимается разработкой сварочных материалов для SAW, предназначенных для использования исключительно с постоянным током. Компания рада представить свой новый агломерированный флюс. Компания Kobe Steel дала своему первому флюсу такого типа для сварки SAW наименование AF и официально представила на рынке флюсы FAMILIARC™ AF-490E и FAMILIARC™ AF-490AS.
В данной статье представлены преимущества и характеристики флюса AF-490E в сочетании с проволокой US-29 для SAW и флюса AF-490AS в сочетании с US-36 для SAW.
FAMILIARC™ US-29 FAMILIARC™ AF-490E
| Классификация | AWS A5.17 F7A2-EM12K; F6P4-EM12K |
|---|---|
| Свойства | Сварка стыковых швов и горизонтальная угловая сварка на средних и толстых пластинах |
| Отличная ударная вязкость при низкой температуре до -20°C |
|
| Полярность | Электрод для сварки на постоянном токе обратной полярности |
| Основность по Бонишевскому |
1.4 |
| Судовой регистр | ABS, DNV, LR, BV |
US-29/AF-490E - это сочетание сплошной проволоки и флюса для сварки малоуглеродистой стали, а также высокопрочных сталей класса 490 MPa (HT490). AF-490E - агломерированный флюс на основе алюмината, обладающий отличной ударной вязкостью при температуре до -20°C, а также свариваемостью в сочетании с проволокой US-29 для SAW. В Таблице 2 представлены данные для сочетания US-29 x AF-490E.
2-1. Свойства всех сварочных металлов

Иллюстрация 1: Внешний вид валиков сварных швов
Химические и механическое свойства всех сварочных металлов представлены в Таблицах 3 и 4 соответственно, а внешний вид валиков сварных швов - на Иллюстрации 1. Даже без добавления каких-либо специальных элементов можно достичь стабильной ударной вязкости при такой низкой температуре, как -20°C.
| C | Si | Mn | P | S | |
|---|---|---|---|---|---|
| US-29 / AF-490E | 0.05 | 0.41 | 1.60 | 0.016 | 0.005 |
| Примечание: условия сварки: 550A-30V-42 cpm; Вылет = 30 mm | |||||
| 0.2%OS (MPa) | TS (MPa) | El (%) | IV at -40℃ (J) | IV at -20℃ (J) | ||
|---|---|---|---|---|---|---|
| US-29/ AF-490E |
AW*1 | 464 | 562 | 30 | - | Avg 119 (125, 113, 118) |
| PWHT (620℃ x 1hr) | 380 | 494 | 35 | Avg 129 (142, 124, 122) | Avg 150 (154, 153, 143) | |
| AWS спец.(только AW*1) | 350 min | 490 min | 22 min | - | 35 min | |
| Примечание: условия сварки: 550A-30V-42cpm; Ext=30mm *1: Сразу после сварки |
||||||
2-2. Двухпроходная сварка стыкового шва
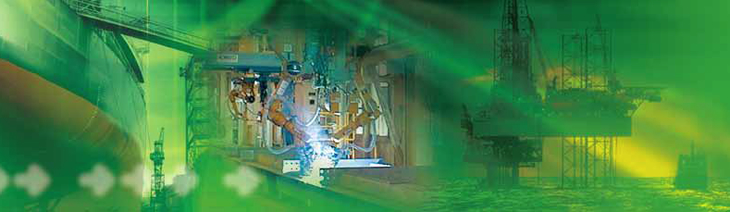
Сварка стыковых швов выполнена с использованием пластин JIS G3106 SM400B максимальной толщиной 16 mm. Сочетание электродов представлено на Иллюстрации 2. Условия сварки указаны в Таблице 5.
На Иллюстрациях 3 и 4 показана макроструктура и внешний вид валиков сварных швов соответственно, а в Таблице 6 - механические свойства сварочного металла стыковых сварных швов.
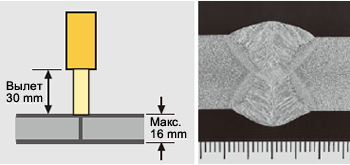
Иллюстрация 2: Расположение электродов
Иллюстрация 3: Макроструктура
| Последова- тельность сварки |
Диаметр проволоки (mm) |
Условия сварки |
Температура предварительного подогрева и межпроходная температура |
|---|---|---|---|
| 1-й | 4.0 | 750A-32V-60cpm Вылет 30mm |
Комнатная температура |
| 2-й | 700A-32V-55cpm Вылет 30mm |
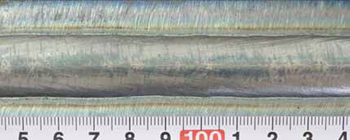
Иллюстрация 4: Внешний вид валиков сварных швов
| 0.2%OS (MPa) |
TS (MPa) |
El (%) |
IV at -20℃ (J) |
IV at 0℃ (J) |
|---|---|---|---|---|
| 419 | 532 | 34 | Avg 116 (131, 121, 96) |
Avg 147 (148, 146, 146) |
2-3. Горизонтальная угловая сварка
Иллюстрация 5: Расположение электродов
Иллюстрация 6: Макроструктура
Расположение электродов, используемое при горизонтальной угловой сварке, показано на Иллюстрации 5, а макроструктура и внешний вид валиков сварных швов - на Иллюстрациях 6 и 7.

Иллюстрация 7: Внешний вид валиков сварных швов
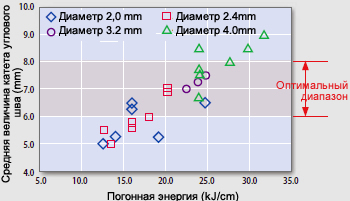
Иллюстрация 8: Соотношение между погонной энергией сварки и величиной катета углового шва
Соотношение между погонной энергией сварки и величиной катета углового шва представлено на Иллюстрации 8 для сварочной проволоки всех имеющихся диаметров. В ходе лабораторных испытаний была получена длина катета от 4 до 9 mm, однако пользователям на сварочных участках рекомендуется длина катета в 6-8 mm из соображений точности угла, а также стабильности сварочного процесса.
| Содержание диффузного водорода (ml/100g) |
Классификация по судовому регистру |
|||||
|---|---|---|---|---|---|---|
| N=1 | N=2 | N=3 | N=4 | Сред. | ||
| US-29/ AF-490E |
2.5 | 2.6 | 2.7 | 2.7 | 2.6 | H5 |
| Примечание: (1) Условия сварки: 550A-30V-42cpm; Вылет=30mm (2) Метод тестирования: Газовая хроматография (согласно AWS A4.3) |
||||||
2-4. Содержание диффузного водорода в сварочном металле
Содержание диффузного водорода, измеренное с помощью газовой хроматографии согласно AWS A4.3, показано в Таблице 7. Заметны крайне низкий уровень содержания диффузного водорода в 2,5 ml/100g и почти полное отсутствие флуктуаций.
3. FAMILIARC™ US-36 3 FAMILIARC™ AF-490AS
| Классификация | AWS A5.17 F7A6-EH14; F7P6-EH14 |
|---|---|
| Свойства | Сварка стыковых швов на средних и толстых пластинах |
| Только многопроходная сварка | |
| Отличная ударная вязкость при низкой температуре до -40°C |
|
| Полярность | Электрод для сварки на постоянном токе обратной полярности |
| Основность по Бонишевскому |
2.6 |
| Судовой регистр | ABS, DNV, LR, BV |
US-36/AF-490AS - это сочетание сплошной проволоки/флюса для сварки малоуглеродистых сталей, а также сталей класса HT490. AF-490AS, агломерированный флюс на основе фторида, демонстрирует высочайшую и стабильную ударную вязкость при температурах до -40°C, а также хорошую применимость в сочетании с проволокой US-36 SAW. Детальные сведения о сочетании US-36 x AF-490E представлены в Таблице 8.
3-1. Свойства сварочного металла
Химические и механическое свойства всех сварочных металлов представлены в Таблицах 9 и 10 соответственно. Результаты ударных испытаний в условиях сразу после сварки, а также после термообработки после сварки (PWHT) показаны переходными кривыми на Иллюстрациях 9 и 10 соответственно.
Обладающий оптимальной основностью флюс AF-490AS дает стабильную высочайшую ударную вязкость при низких температурах до -40°C даже без добавления специальных элементов. Внешний вид валиков сварных швов представлен на Иллюстрации 11.
| C | Si | Mn | P | S | |
|---|---|---|---|---|---|
| US-36 / AF-490AS | 0.07 | 0.39 | 1.62 | 0.014 | 0.004 |
| Примечание: Условия сварки: 550A-30V-42 cpm; Вылет=30 mm | |||||
| 0.2%OS (MPa) |
TS (MPa) |
El (%) |
||
|---|---|---|---|---|
| US-36/ AF-490AS |
Сразу после сварки | 516 | 598 | 32 |
| PWHT (620℃ x 1hr) | 547 | 565 | 32 | |
| Спецификация AWS (сразу после сварки и после PWHT) |
375 min | 490-660 | 22 min | |
| Примечание: Условия сварки: 550A-30V-42cpm; Ext=30mm | ||||
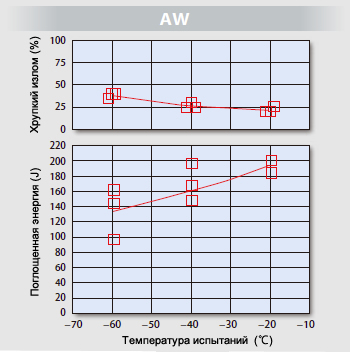
Иллюстрация 9: Переходная кривая ударной вязкости в
условиях сразу после сварки
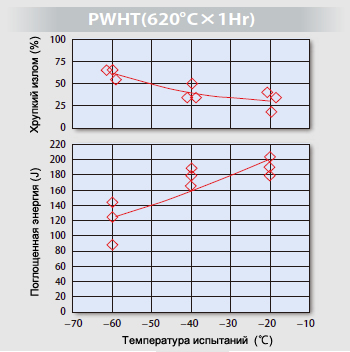
Иллюстрация 10: Переходная кривая ударной вязкости после термообработки после сварки

Иллюстрация 11: Внешний вид валиков сварных швов
3-2. Многопроходная двусторонняя сварка стыкового соединения
Сварка стыкового соединения была выполнена с применением пластин марки EH36 толщиной 20 mm. На Иллюстрации 12 показана конфигурация кромок и последовательность проходов. В Таблице 11 показаны условия сварки, в Таблице 12 - химический состав, а в Таблице 13 - механические свойства стыкового сварного шва, полученного при двусторонней сварке.
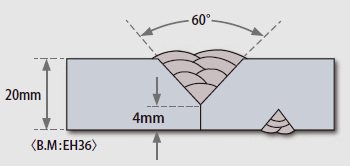
Иллюстрация 12: Конфигурация кромок и
последовательность проходов
| Сторона | Диаметр проволоки (mm) |
Проход | Параметры сварки |
Вылет проволоки (mm) |
|---|---|---|---|---|
| Лицевая сторона |
4.0 | 1 | 450A-30V-42cpm | 30 |
| 2-6 | 550A-30V-42cpm | |||
| Обратная сторона |
1 | 450A-30V-42cpm | ||
| 2-4 | 550A-30V-42cpm | |||
| Примечание: Температура предварительного подогрева и межпроходная: 100-150°C |
||||
| TS(MPa) | IV при -40C(J) | Испытание на изгиб *2 |
| 559 *1 | Сред. 84 (81, 87, 83) | Лицевая сторона: хорошее Обратная сторона: хорошее |
| Примечание: *1: Позиция излома = Основной металл *2: Испытание на изгиб: Согласно правилам судового регистра |
||
| C | Si | Mn | P | S |
|---|---|---|---|---|
| 0.09 | 0.39 | 1.55 | 0.014 | 0.004 |
| Содержание диффузного водорода (ml/100g) |
Классификация по судовому регистру |
|||||
|---|---|---|---|---|---|---|
| N=1 | N=2 | N=3 | N=4 | Avg | ||
| US-36/AF-490AS | 2.2 | 2.3 | 2.1 | 2.3 | 2.2 | H5 |
| Примечание: Условия сварки: 550A-30V-42cpm; Ext=30mm (2) Метод тестирования: газовая хроматография (согласно AWS A4.3) |
||||||
3-3. Содержание диффузного водорода в сварочном металле
Содержание диффузного водорода, измеренное методом газовой хроматографии согласно AWS A4.3, показано в Таблице 14. Можно заметить крайне низкий уровень содержания диффузного водорода в 2,0 ml/100g и малую флуктуацию.
4. Спецификация упаковки
| Диаметр (mm) | Тип | Вес (kg) |
|---|---|---|
| 1.6 | Катушка | 10, 20 |
| 2.0 | ||
| 2.4 | ||
| 2.4 | Бухта | 25 |
| 3.2 | ||
| 4.0 | 25, 75 | |
| 4.8 |
Спецификации упаковки проволок US-29 и US-36, а также флюсов AF-490E и AF-490AS для сварки SAW представлены в Таблицах 15 и 16 соответственно.
| Размер сетки | Тип | Вес (kg) |
|---|---|---|
| 12 x 65 | Мешок (с алюминиевым покрытием) | 20 |
5. Условия повторной просушки
| Температура повторной просушки |
Время повторной просушки |
|
|---|---|---|
| AF-490E | 300-350℃ | 1-2 часа |
| AF-490AS |
Условия повторной просушки для флюсов AF-490E и AF-490AS представлены в Таблице 17.
6. Послесловие
В этой статье представлены новые агломерированные флюсы недавно разработанные компанией Kobe Steel: AF-490E и AF-490AS. При использовании в сочетании с проволоками US-29 или US-36 они демонстрируют стабильные свойства сварочного металла, а также отличаются исключительно низким содержанием диффузного водорода. Как ожидается, эти флюсы найдут применение в строительстве морских сооружений и судостроении, то есть в отраслях, где требуются прочные и надежные сварные соединения.
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




