

- ГЛАВНАЯ >
- ТОВАРЫ >
- Технические новинки >
- Vol.19: Последние разработки технических спецификаций AWS >
Технические новинки Vol.19
Vol.19: Последние разработки технических спецификаций AWS
1. Объединение спецификаций AWS
Как уже упоминалось, спецификации AWS для сварочных расходных материалов разрабатывались индивидуально для углеродистой стали и низколегированной разрабатывались до недавнего времени. Были обсужздены новые шаги по унифицированию спецификаций различных видов сварочных расходных материалов были обсуждены, и в этом направлении уже начались конкретные действия, как показано в таблице 1.
| Виды сварочных расходных материалов | Обычные спецификации | Новые спецификации, подлежащие объединению | |
|---|---|---|---|
| Углеродистая сталь | Низколегированная сталь | ||
| Крытый сварочный электрод | A5.1 | A5.5 | Планирование |
| Сплошная сварочная проволока | A5.18 | A5.28 | В процессе подготовки |
| Флюсовая сварочная проволока | A5.20 | A5.29 | A5.36 |
С целью унификации спецификаций было решено принять открытую систему классификации, в которой сварочные расходные материалы должны быть классифицированы по дополнительному выбору таких свойств, как предел прочности на разрыв, температура испытания ударной вязкости и химический состав. Одним из недостатков традиционной системы было, например, то, что новая продукция с более высокой прочностью и с той же категорией химического состава как у прежнего продукта, но без соответствующей классификации, должна была быть классифицирована как класс "G" из-за фиксированной системы классификации, в которой вышеуказанные свойства были установлены в соответствии с классификациями.
"Спецификация для флюсовых электродов из углеродистой и низколегированной стали, дуговой сварки порошковой проволокой и для сварочных электродов с металлическим покрытием для дуговой сварки плавящимся электродом в среде инертного газа" AWS A5.36 / A5.36M: 2012 была опубликована в 2012 году в качестве первого объединения двух спецификаций AWS. График издания объединенных спецификаций для сплошной сварочной проволоки, как и для покрытых электродов будет, исходя из того, насколько быстро спецификация A5.36 станет узнаваемой и распространенной.
1.1 Флюсовая сварочная проволока
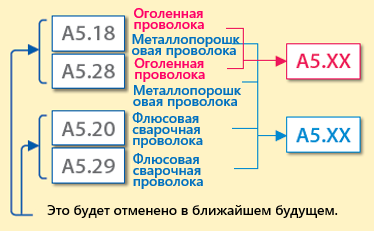
Рис. 1: Интегрированная схема видов порошковой и сплошной проволоки
A5.36, опубликованная в 2012 году, в настоящее время находится в стадии модификации с целью подготовки ко второму изданию. Она содержит не только A5.20 (Спецификация для электродов из углеродистой стали для флюсовой дуговой сварки) и A5.29 (Спецификация для электродов из низколегированной стали для флюсовой дуговой сварки), но и виды металлопорошковой проволоки, которые содержались в A5.18 (Спецификация для электродов и прутьев из углеродистой стали для дуговой сварки в среде защитного газа) и A5.28 (Спецификация электродов и прутье из низколегированной стали для дуговой сварки в среде защитного газа). На рис. 1 показана интегрированная схема флюсовых сварочных проволок (FCWs), включая металлопорошковую и сплошную проволоку (или оголенную проволоку).
На рисунке 2 показана классификация и обозначение в соответствии с A5.36. Они должны быть классифицированы по выбору соответствующих свойств в каждой категории. Тем не менее, некоторые классификации и обозначения, такие, как E71T-1C, которые широко применялись на практике и которые могут вызвать неудобства в случае их внезапного упразднения, могут продолжать применять традиционную систему фиксированной классификации (см. Таб. 2). Изначально планировалось, что A5.20 и A5.29 будут упразднены и переведены в A5.28 в 2015 году; однако, это положение было изменено так, что оба A5.20 и A5.29, а также A5.28 могут продолжать существовать из-за задержки процедур перевода в другую классификацию.
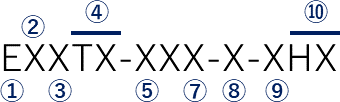
Обязательные Классификация Условные обозначенияa
① Обозначает электрод.
② Указатель предела прочности на разрыв. Для A5.36 одна или две цифры обозначают минимальную прочность на разрыв (умноженное на 10000 фунтов на квадратный дюйм) свариваемого металла, наплавленного электродом в условиях сварки, указанных в настоящей спецификации. Для A5.36M две цифры используются для обозначения минимальной прочности на разрыв (умноженное на 10 мегапаскалей [МПа]). См.Таб. 2.
③ Указатель позиции. Это указатель либо "0" либо "1". "0" - только для нижних и горизонтальных положений. "1" - для всех положений (нижнее, горизонтальное, вертикальное сверху вниз, и/или вертикальное снизу вверх и наверху).
④ Обозначение удобства использования. Этот символ - это буква "Т", за которой следует некоторое число от 1 до 17 или буква "G". Буква "Т" идентифицирует электрод в качестве флюсового электрода или металлопорошкового электрода. Это условное обозначение указывает на соответствие используемого электрода требованиям к полярности и общим эксплуатационным характеристикам (см. Таб. 4). Буква "G" указывает на то, что полярность и общие рабочие характеристики не определены. "S" появляется в конце этого обозначения, когда классифицируемый электрод предназначен только для однопроходной сварки.
⑤ Указатель защитного газа. Указывает на какой-либо тип защитного газа, используемый для классификации (см. Таб. 5). Буква "Z" в этой позиции указывает на то, что состав защитного газа согласован между поставщиком и покупателем. Если в данной позиции не имеется обозначения, это указывает на то, что электрод самостоятельно экранирован и что внешний защитный газ не используется.
⑥ Обозначает состояние термической обработки, в которой были проведены испытания. "А" - для состояния сразу после сварки и «Р» - для послесварочных термообработанных. Время и температура послесварочной термообработки PWHT) указывается в 9.2.1.2 и Таб. 8. Буква "G" в этой позиции указывает на то, что процедура PWHT является согласованной между поставщиком и покупателем. Это условное обозначение опускается, когда классифицируемый электрод предназначен только для однопроходной сварки.
⑦ Указатель ударной вязкости. Для A5.36 это условное обозначение указывает на температуру в Фаренгейтах °F, на уровне или выше которой ударная вязкость сварочного металла, упомянутого выше, соответствует или превышает 20 футов · весовых фунтов. Для A5.36M это условное обозначение указывает на температуру в Цельсиях °C, на уровне или выше которой ударная вязкость сварочного металла соответствует или превышает 27J. Указатель ударной вязкости может быть обозначен одной или двумя цифрами (см. Таб. 3). "Z" в этой позиции указывает на то, что не существует каких-либо требований по ударной вязкости для классификации электродов. Это условное обозначение опускается, когда классифицируемый электрод предназначен только для однопроходной сварки. "G" в этой позиции указывает на то, что требования ударной вязкости не определены, но согласованы между покупателем и поставщиком.
⑧ Указатель состава наплавки. Один, два или три символа используются для обозначения состава наплавленного сварочного металла (см. Таб. 6). Буква «G» указывает на то, что химический состав не определен. Ни один указатель не используется в этой позиции, когда классифицируемый электрод используется в однопроходной сварке.
Опциональные дополнительные указателиb
⑨ Опциональный, дополнительный указатель диффундирующего водорода (см. Таб. 13).
⑩ Для электродов с флюсовым покрытием символ "D" или "Q", заданный в этой позиции, указывает на то, что сварочный металл будет соответствовать дополнительныым требованиям механических свойств с низкой погонной энергией сварки c процедурами быстрого охлаждения и с использованием высокой погонной энергией сварки с процедурами медленного охлаждения, как это предусмотрено в пункте 16 (см. Таб. 9 и 10).
a Сочетание этих указателей составляет классификацию электрода с флюсовым покрытием.
b Эти указатели не являются обязательными и не являются отдельно применяемыми классификациями для флюсовых и металлопорошковых электродов.
Рис. 2: Классификационные символы и обозначения (Выдержка из AWS A5.36)
| Источник Спецификации для классификации и требований для электродов | Указатель классификацииb,c | Тип электрода | Защитный газd | Требования к наплавке | |
|---|---|---|---|---|---|
| Механические свойстваe | Наплавкаf | ||||
| AWS A5.20/A5.20M | E7XT-1Cg | Флюсовая | C1 | Предел прочности на разрыв: 70 ksi-95 ksi Минимальный предел текучести: 58 ksii Мин. ударная вязкость по Шарпи: 20ft-lbf @ 0°F Мин. % удлинения: 22%j | CS1 |
| E7XT-1Mg | M21 | ||||
| E7XT-5Cg | C1 | Предел прочности на разрыв: 70 ksi-95 ksi Минимальный предел текучести: 58 ksii Мин. ударная вязкость по Шарпи: 20ft-lbf @ -20°F Мин. % удлинения: 22%j | CS1 | ||
| E7XT-5Mg | M21 | ||||
| E7XT-6g | Ничего | GS1 | |||
| E7XT-8g | |||||
| E7XT-9Cg | C1 | CS1 | |||
| E7XT-9Mg | M21 | ||||
| E7XT-12Cg | C1 | Предел прочности на разрыв: 70 ksi-90 ksi Минимальный предел текучести: 58 ksii Мин. ударная вязкость по Шарпи: 20ft-lbf @ -20°F Мин. % удлинения: 22%j | CS2 | ||
| E7XT-12Mg | M21 | ||||
| E70T-4g | Ничего | Предел прочности на разрыв: 70 ksi-95 ksi Минимальный предел текучести: 58 ksii Мин. ударная вязкость по Шарпи: Not Specified Мин. % удлинения: 22%j | GS3 | ||
| E7XT-7g | |||||
| AWS A5.18/A5.18M | E70C-6Mh | Металлопорошковая | M21 | Предел прочности на разрыв: 70 ksi минимум Минимальный предел текучести: 58 ksii Мин. ударная вязкость по Шарпи: 20 ft-lbf @ -20°F Мин. % удлинения: 22%j | CS1 |
b В соответствии с АМС A5.20 / A5.20M, "Е" в начале классификации обозначает электрод. "7" является указателем предела прочности при растяжении. "X" указывает на возможное положение электрода при сварке. "0" используется только для обозначения нижней и горизонтальной сварки. "1" используется для обозначения всех возможных позиции. "T" идентифицирует электрод в качестве электрода с флюсовым покрытием. Одно- или двузначное число после тире указывает на характеристики возможности использования электрода, как это определено в AWS A5.20 / A5.20M. Для открытой системы классификации, введенной в этой спецификации A5.36 / A5.36M, "T" идентифицирует электрод как флюсовый или как металлопорошковый. «Т» сочетается с одно- или двузначным числом в качестве части буквенно-цифрового обозначения для удобства использования. См. Таб. 4. В соответствии с AWS A5.18 / A5.18M для классификации E70C-6М "Е" обозначает электрод. "70" указывает на то, что наплавка будет иметь минимальный предел прочности на разрыв 70 ksi. "С" указывает на то, что электрод представляет собой композитный (с металлопокрытием) электрод. "6" указывает на состав наплавки, полученного с этим электродом. "M" указывает на тип используемого защитного газа.
c Электроды, показанные в затененных панелях, самостоятельно экранированы.
d См.Таб. 5.
e Механические свойства получают путем испытания сварочного металла из паза сварного шва , показанного на Рисунке 2. Сварка и испытание должны быть проведены в соответствии с данной спецификацией. Требования к сварке и тестированию такие же, как приведенные в A5.20 / A5.20M. Все испытания механических свойств для классификаций, перечисленных в этой таблице, должный быть проведены в состоянии непосредственно после сварки.
f см. Таб. 6.
g Дополнительные указатели "D", "Q" и "H", которые не являются частью обозначения классификации электрода, могут быть добавлены при использовании в конце обозначения, как установлено в AWS A5.20 / A5.20M, т.е. E7XT-XXD, E7XT-XXQ, E7XT-XXHX, E7XT-XXDHX или E7XT-XXQHX. Опциональный, дополнительный указатель "J", перечисленный в A5.20 / A5.20M, больше не требуется. Открытая система классификации, введенная в этой спецификации A5.36 / A5.36M, устраняет необходимость в этом указателе.
h Опциональный, дополнительный указатель "Н", который не является частью обозначения классификации электрода электрода, может быть добавлен в конец обозначения, как установлено в AWS A5.18 / A5.18M, т.е. E70C-6MHz. Положения по опциональным, дополнительным указателям "D" и "Q" не были установлены в A5.18 / A5.18M и в результате могут быть не использованы с обозначением E70C-6М. Тем не менее, это не исключает возможности их использования с металлопорошковыми электродами, классифицируемыми с использованием открытой системы классификации по спецификации A5.36 / A5.36M.
i Предел текучести при смещении в 0,2%.
j Процентное удлинение в 2 дюйма [50 мм] длины образца, когда используются номинальный диаметр при растяжении образца в 0.500 дюйма [12 мм] и коэффициент 4:1 номинальной длины образца к диаметру.
1.2 Сплошная сварочная проволока
Как показано на Рис. 1, новый стандарт, который позволил бы интегрировать сплошную сварочную проволоку со спецификациями A5.18 и A5.28 в один стандарт, находится в стадии подготовки. Как и в случае с видами флюсовой сварочной проволокой FCWs, планируется утвердить стратегию, в которой основные части находятся в открытой классификации, но некоторые - в фиксированной классификации. Ожидается, что недавно созданный стандарт может быть опубликован после 2020 года.
1.3 Покрытые электроды
Пока еще единого стандарта нет, но есть планы по его созданию.
2. Гармонизация (или соответствие) со стандартами ISO
Стандарты ISO известны во всем мире в качестве международных стандартов сварочных материалов. В таблице 3 приведены стандарты ИСO для сварочных материалов, установленных на сентябрь 2015. Поскольку AWS участвовала в установлении этих стандартов ISO, содержание некоторых спецификаций AWS соответствует соответствующим стандартам ISO. Эта тенденция, в результате чего продукция, соответствующая спецификации AWS, может также быть принята как продукция, соответствующая стандарту ISO, позволит сварочным материалам быть использованным в различных странах, невзирая на границы, и может привести к их более эффективной и удобной дистрибуции.
Соответствие внутренних стандартов/спецификаций международным было одной из целей Соглашения по Техническим Барьерам в Торговле (TBT), которое было подписано Всемирной торговой организацией (ВТО) и вступило силу в январе 1995 года.
| Мягкая и мелкозернистая сталь | Сталь с высоким пределом прочности на разрыв | Жаропрочная сталь | Нержавеющая сталь | Никель и никелевый сплав | Чугун | Алюминий и алюминиевый сплав | Медь и медный сплав | Титан и титановый сплав | |
|---|---|---|---|---|---|---|---|---|---|
| Крытый сварочный электрод | ISO 2560 | ISO 18275 | ISO 3580 | ISO 3581 | ISO 14172 | ISO 1671 | - | ISO 17777 | - |
| Флюсовая сварочная проволока | ISO 17632 | ISO 18276 | ISO 17634 | ISO 17633 | ISO 12153 | - | - | - | |
| Сварочные материалы для дуговой сварки неплавящимся электродом | ISO 636 | ISO 16834 | ISO 21952 | ISO 14343 | ISO 18274 | ISO 18273 | ISO 24373 | ISO 24034 | |
| Сплошная сварочная проволока | ISO 14341 | ||||||||
| Комбинирование проволоки для дуговой сварки под флюсом и проволоки с флюсовым покрытием | ISO 14171 | ISO 26304 | ISO 24598 | - | - | - | - | ||
| Дуговая сварка под флюсом | ISO 14174 | - | - | - | - | ||||
| Защитный газ | ISO 14175 | ||||||||
| Наполнитель-стержень для газовой сварки | - | - | - | - | - | ISO 1071 | - | - | - |
2.1 Алюминий
AWS A5.10 / A5.10M: 2012 "Расходные материалы для сварки - проволочные электроды, проволока и прутки для сварки алюминия и алюминиевых сплавов - Классификация" уже была установлена, как одна из соответствующих классификации ISO 18273: 2004 (с тем же названием).
2.2 Нержавеющая сталь
AWS A5.9 находится в стадии модификации в качестве спецификации AWS, которая соответствует ISO 14343: 2009 "Сварочные материалы - проволочные электроды, ленточные электроды, проволока и прутки для дуговой сварки нержавеющих и жаропрочных сталей - Классификация".
2.3 Никелевый сплав
AWS A5.14 находится в стадии модификации в качестве спецификации AWS, соответствующей спецификации ISO 18274: 2010 "Расходные материалы для сварки - Сплошные сварочные электроды, сплошные ленточные электроды, сплошная проволока и сплошные прутья для сварки никеля и никелевых сплавов - Классификация ".
2.4 Случаи, в которых механические свойства перечислены в требованиях
Хотя вышеупомянутые три спецификации (алюминий, нержавеющая сталь и сплав никеля) требуют только химические составы, много других спецификаций для сварочных материалов содержат требования к механическим свойствам. Имеется два случая, в которых спецификации AWS и ISO остаются разными, и их объединение до сих еще пор не проводилось.
2.4.1 Конфигурация канавок для всего наплавленного металла на видах флюсовой сварочной проволоки и сплошной сварочной проволоки
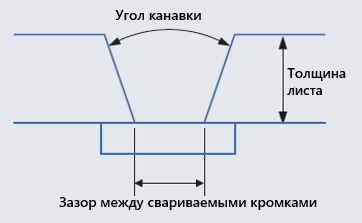
Рис. 3: Конфигурация канавок
| AWS | ISO | |||
|---|---|---|---|---|
| Толщина листа (мм) (Пример) | 20 | 12 | 20 | 12 |
| Угол канавки | 45° | 20° | ||
| Зазор между свариваемыми кромками (мм) (Пример) | 12 | 6 | 16 | 12 |
На Рис. 3 показана конфигурация канавок для всего наплавленного металла на флюсовой сварочной проволоке и сплошной сварочной проволоке, а в Таблице 4 - различия в спецификациях AWS и ISO. Тем не менее, поскольку разница в конфигурациях канавок, как показано в таблице 4, мала и имеет лишь незначительное влияние на механические свойства, вполне вероятно, что в спецификации AWS будут приняты те же формы канавок, как и в спецификации ISO.
2.4.2 Форма образца для испытания на растяжение для всех сварочных материалов
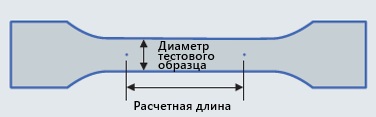
Рис. 4: Форма образца для испытания на растяжение

Figure 5: Influence of different gauge length
| AWS | ISO | |||
|---|---|---|---|---|
| Диаметр образца (мм) | 12.5 | 6 | 10 | 8 |
| Расчетная длина (мм) | 50 | 24 | 50 | 40 |
| Коэффициент расчетной длины к диаметру образца | 4 | 5 | ||
На Рис. 4 показана форма образца для испытания на растяжение, а в Таб. 5 - разница в спецификациях.
Как показано на Рис. 5, если коэффициент расчетной длины к диаметру образца отличается, то удлинение (%) также изменяется. Поскольку деформированная часть образца с небольшым диаметром становится короче, чем у образца с большим диаметром, то рассчитанное удлинение образца с маленьким диаметром становится меньше.
3. Послесловие
Как уже обсуждалось, AWS способствует прогрессу в направлении интеграции спецификаций для сварочных материалов. Детали и свойства сварочных материалов с теми же классификациями будет легче распознать в рамках системы унифицированных спецификаций.
В то же время, процедура согласования спецификаций AWS со стандартами ИСО также движется вперед. Ожидается, что в будущем все спецификации, относящиеся к сфере сварки, будут иметь одинаковое содержание во всем мире, и сварочные материалы одного и того же качества с одинаковыми описаниями будут доступны в любой точке мира.
Спецификации AWS меняются для того, чтобы быть более полезными, и для того, чтобы они использовались более широко посредством описанных выше способов.
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




