

- ГЛАВНАЯ >
- ТОВАРЫ >
- Технические новинки >
- Vol.27: Флюсовые проволоки для сварки жаропрочных сталей, отвечающие требованиям стандарта AWS.
Технические новинки Vol.27
Vol.27: Флюсовые проволоки для сварки жаропрочных сталей, отвечающие требованиям стандарта AWS.

1.Предисловие
Жаропрочные стали, как правило хром-молибденовые (Cr-Mo), находят широкое применение в условиях высокой температуры и высокого давления, в частности, в бойлерных турбинах теплоэлектростанции (далее - бойлерные турбины).
Такие стали классифицированы в Японии Японским промышленным стандартом (JIS), а за рубежом - стандартами Американского общества по испытаниям и материалам (ASTM), а также Американского общества инженеров-механиков (ASME).
Классификация сварочных материалов для жаропрочных сталей также регулируется стандартами JIS в Японии и стандартами AWS и ASME за рубежом.
В Таблице 1 представлена линейка сварочных материалов Kobe Steel для жаропрочных сталей (1,25Cr-0,5Mo и 2,25Cr-1Mo) в бойлерных турбинах.
| Тип стали | ASTM | SMAW | GMAW | GTAW | SAW Флюс/Проволока |
FCAW |
|---|---|---|---|---|---|---|
| 1.25Cr-0.5Mo | A387 Gr.11 Cl.1, 2 A213 Gr.T11,12 A335 Gr.P11,12 |
[T]CM-A96 [T]CM-B98 |
[T]MG-S1CM [T]MG-S80B2F |
[T]TG-S1CM [T]TG-S80B2 |
[F]G-80/ [T]US-511 [F]G-80/ [T]US-B2 |
[T]DW-81B2C[CO2] [T]DW-81B2[Ar-CO2] |
| 2.25Cr-1Mo | A387 Gr.22 Cl. 1, 2 A213 Gr.T22 A335 Gr.P22 |
[T]CM-A106 [T]CM-B108 |
[T]MG-S2CM | [T]TG-S2CM [T]TG-S90B3 |
[F]G-80/ [T]US-521 [F]G-80/ [T]US-B3 |
[T]DW-91B3C[CO2] [T]DW-91B3[Ar-CO2] |
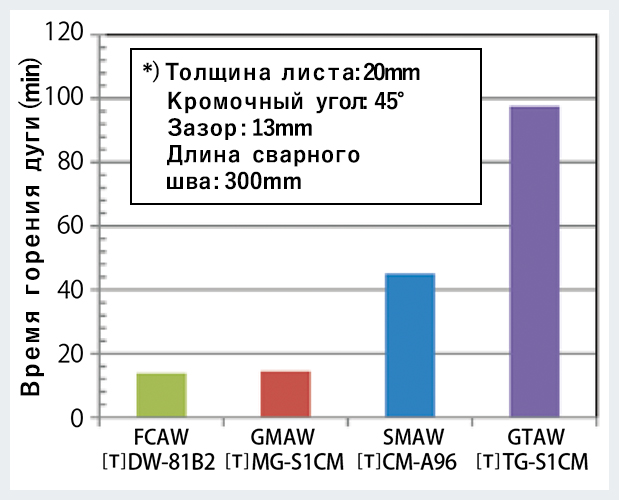
Иллюстрация 1: Сравнение времени горения дуги
при разных сварочных процессах
Сварочные процессы SMAW, SAW, GMAW и GTAW обычно применяются в производстве бойлерных турбин, однако флюсовые проволоки FCW оказываются эффективнее вольфрамовых прутков GTAW и покрытых электродов SMAW, как показано на Иллюстрации 1. Благодаря тому, что они позволяют получить сварной шов с великолепным внешним видом даже при сварке в таких сложных условиях, как при работе на негибких трубах, флюсовые проволоки FCW стали самым широко применяемым сварочным материалом на большинстве судоверфей. Следовательно, можно предположить, что в ближайшем будущем флюсовые проволоки получат дальнейшее распространение в отраслях, где применяются жаропрочные стали, в частности, в производстве бойлерных турбин.
В данной статье говорится о флюсовых проволоках FCW для сварки жаропрочных сталей составом 1,25Cr-0,5Mo и 2,25Cr-1Mo, отвечающих требованиям стандарта AWS.
2.Линейка флюсовых проволок (FCW) для сварки жаропрочных сталей
Ассортимент флюсовых проволок Kobe Steel для сварки жаропрочных сталей представлен в Таблице 2. Эти проволоки классифицированы по типам стали и защитных газов в соответствии со стандартами AWS, и в то же время они отвечают стандартам F-No. и A-No. ASME.
| 100%CO2 | Ar-20%CO2 | ASME F-No. |
ASME A-No. |
|
|---|---|---|---|---|
| 1.25Cr-0.5Mo | [T]DW-81B2C [AWS A5.29 E81T1-B2C] |
[T]DW-81B2 [AWS A5.29 E81T1-B2M] |
6 | 3 |
| 2.25Cr-1Mo | [T]DW-91B3C [AWS A5.29 E91T1-B3C] |
[T]DW-91B3 [AWS A5.29 E91T1-B3M] |
6 | 4 |
Стандарт AWS также предусматривает послесварочную тепловую обработку PWHT при 690℃ в течение 1 часа (690℃x1h). Поскольку на практике обычно применяется PWHT, необходимо разрабатывать сварочные материалы, обладающие отличными механическими свойствами после PWHT, принимая во внимание следующие моменты:
(1) сырье с минимальными примесями фосфора и серы;
(2) низкое содержание углерода C и высокое содержание марганца Mn для обеспечения умеренной способности к отвердению и стабилизирования ударной вязкости;
В Таблицах 3 и 4 показаны соответственно типичные химические составы и механические свойства наплавленных металлов после тепловой обработки PWHT. Как химические составы, так и свойства при растяжении отвечают требованиям стандарта AWS, а ударные свойства при комнатной температуре (+20 ℃) удовлетворительны.
| Тип стали | Торговое обозначение | Защитный газ | C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|---|---|---|
| 1.25Cr-0.5Mo | [T]DW-81B2C | 100%CO2 | 0.05 | 0.21 | 0.96 | 0.009 | 0.004 | 1.22 | 0.50 |
| [T]DW-81B2 | Ar-20%CO2 | 0.06 | 0.29 | 0.97 | 0.010 | 0.005 | 1.30 | 0.50 | |
| AWS A5.29 B2 |
Min Max |
0.05 0.12 |
- 0.80 |
- 1.25 |
- 0.030 |
- 0.030 |
1.00 1.50 |
0.40 0.65 |
|
| 2.25Cr-1Mo | [T]DW-91B3C | 100%CO2 | 0.06 | 0.18 | 0.99 | 0.007 | 0.004 | 2.26 | 1.00 |
| [T]DW-91B3 | Ar-20%CO2 | 0.06 | 0.29 | 1.12 | 0.008 | 0.004 | 2.38 | 1.01 | |
| AWS A5.29 B3 |
Min Max |
0.05 0.12 |
- 0.80 |
- 1.25 |
- 0.030 |
- 0.030 |
2.00 2.50 |
0.90 1.20 |
| Тип стали | Торговое обозначение | Защитный газ | Условия PWHT |
0.2%YS (MPa) |
TS (MPa) |
El (%) |
vE+20℃ (J) |
|---|---|---|---|---|---|---|---|
| 1.25Cr-0.5Mo | [T]DW-81B2C | 100%CO2 | 690℃x1h | 539 | 619 | 23 | 54 |
| [T]DW-81B2 | Ar-20%CO2 | 570 | 654 | 22 | 31 | ||
| AWS A5.29 B2 |
677-704℃ x1-1.25h |
Min.470 | 552 - 689 |
Min.19 | - | ||
| 2.25Cr-1Mo | [T]DW-91B3C | 100%CO2 | 690℃x1h | 571 | 659 | 22 | 82 |
| [T]DW-91B3 | Ar-20%CO2 | 621 | 696 | 22 | 111 | ||
| AWS A5.29 B3 |
677-704℃ x1-1.25h |
Min.540 | 621 -758 |
Min.17 | - |
3.Применимость флюсовых проволок FCW для сварки жаропрочных сталей
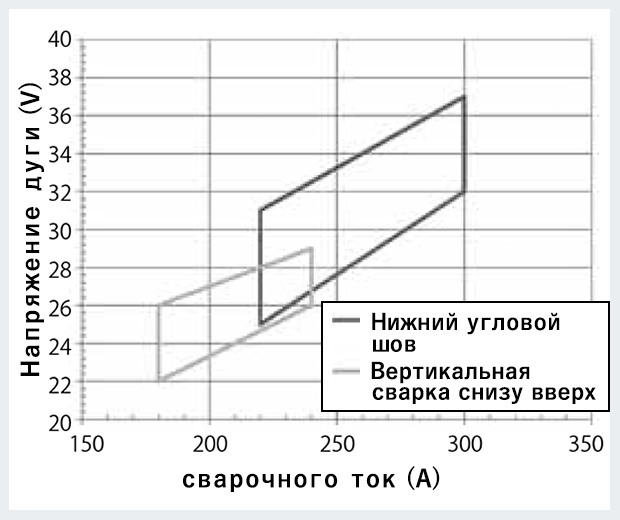
Иллюстрация 2: Применимые пределы значений
величины сварочного тока и напряжения дуги для
разных позиций сварки
Во флюсовые проволоки FCW компании Kobe Steel для сварки жаропрочных сталей добавляются шлакообразующие элементы, в частности, рутил (TiO2), что повышает их применимость при сварке во всех позициях. На Иллюстрации 2 показаны применимые пределы значений величины сварочного тока и напряжения дуги для сварки нижних угловых швов и вертикальной сварки снизу вверх. Соответственно, сварочный ток может достигать около 300A при сварке нижних угловых швов и 240A при вертикальной сварке снизу вверх. Кроме того, может применяться широкий спектр величин напряжения дуги.
На Иллюстрации 3 показан внешний вид валиков сварных швов и макроструктура поперечных срезов нижних угловых швов и швов вертикальной сварки снизу вверх. Помимо получения хорошего проплавления и прочной пяты сварного шва, отмечается отсутствие налипания крупных брызг металла, неровности валика сварного шва незначительны, а сам валик имеет глянцевитую поверхность.
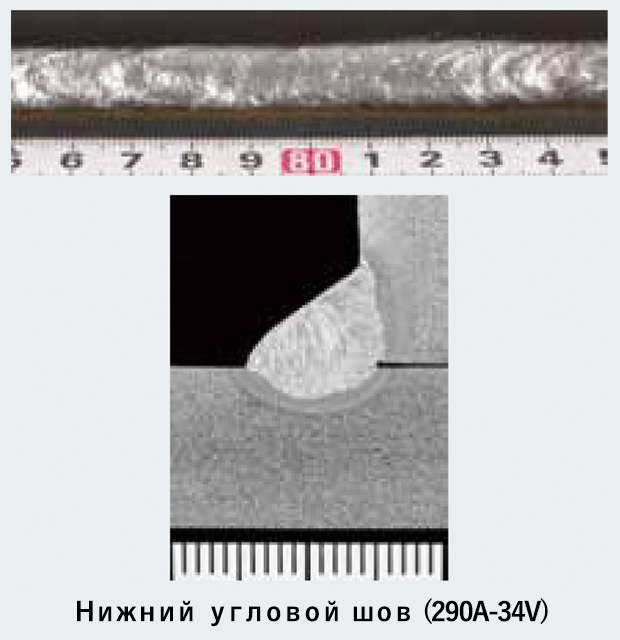

Примечание: [T] DW-81B2C диаметр 1,2 mm
4.Механические свойства флюсовых проволок FCW для сварки жаропрочных сталей при разных условиях послесварочной тепловой обработки PWHT
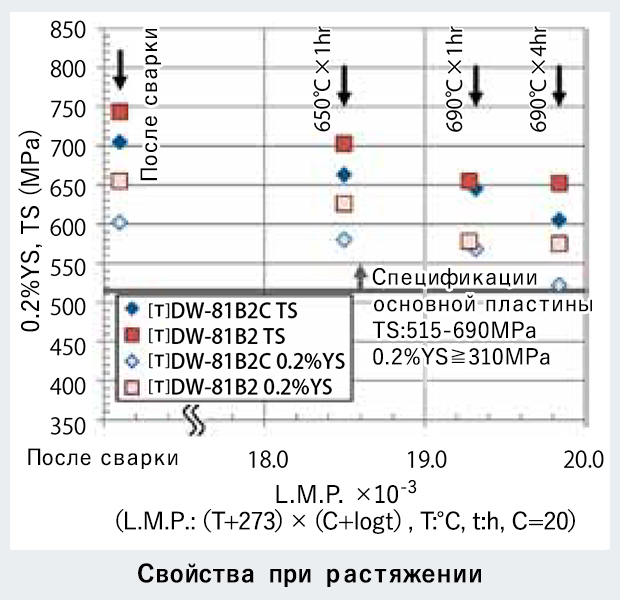
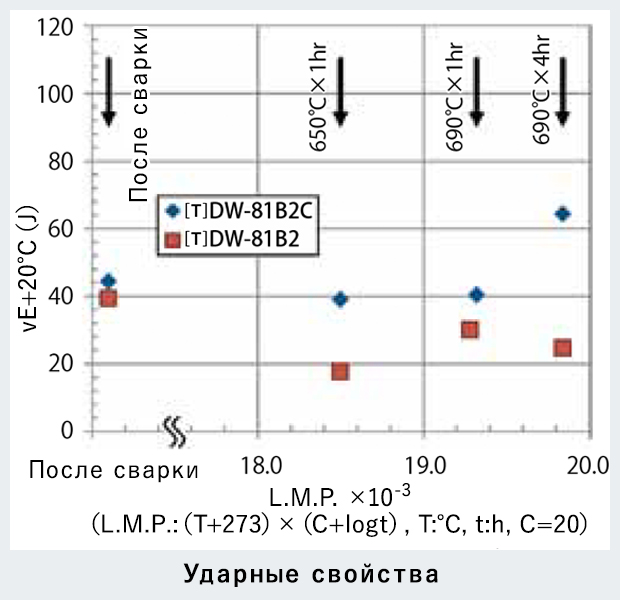
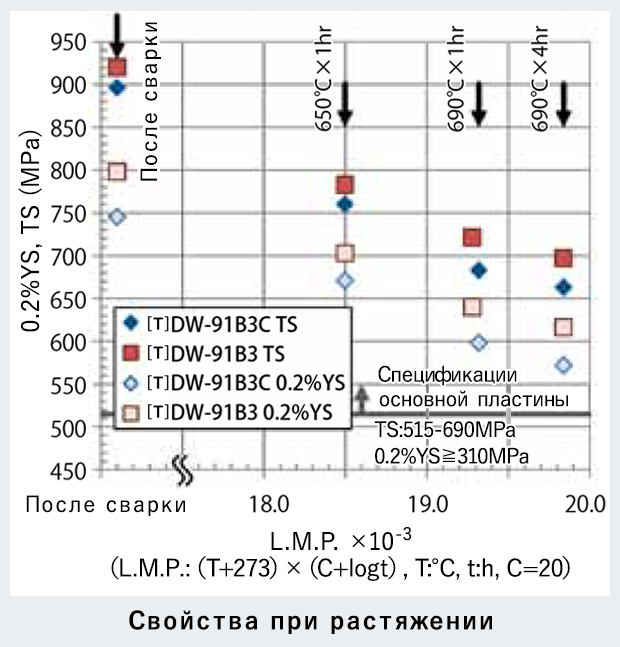
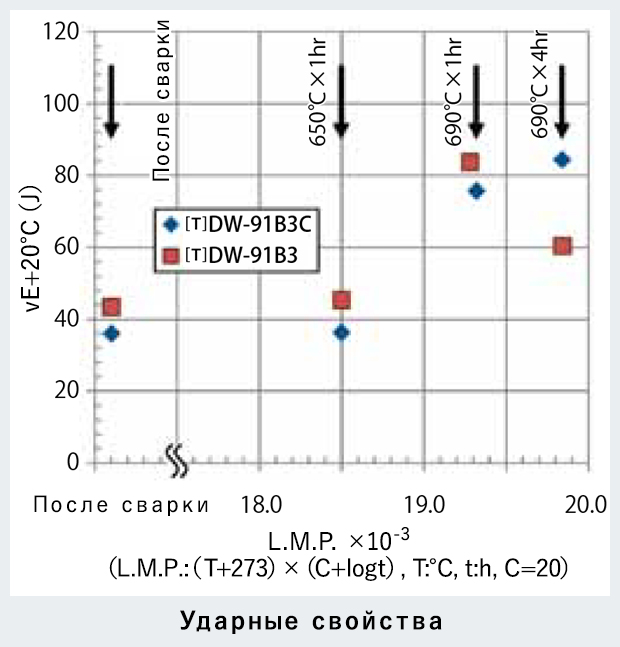
На Иллюстрациях 4 и 5 показаны механические свойства при разных условиях послесварочной тепловой обработки PWHT, для справки указаны и условия после сварки.
Что касается условного предела текучести в 0,2% (0,2%YS) и прочности на растяжение (TS), флюсовые проволоки FCW в полной мере удовлетворяют нижнему пределу требований для основного металла даже при таких высокотемпературных и продолжительных условиях тепловой обработки PWHT как 690° C x 4h. При этом для повышения ударных свойств эффективнее проводить обработку PWHT при более высоких температурах (650℃→ 690℃) и более продолжительное время (1h→4h).
5.Содержание диффузного водорода в сварочных металлах при сварке с применением флюсовых проволок FCW для жаропрочных сталей.
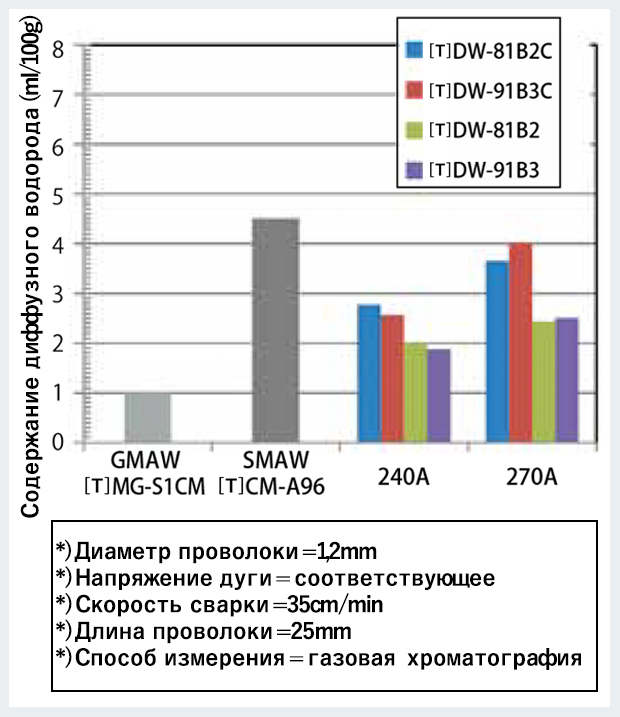
Иллюстрация 6: Содержание диффузного водорода в
сварочном металле
На Иллюстрации 6 сравнивается содержание диффузного водорода в сварочных металлах флюсовых проволок FCW для сварки жаропрочных сталей, сплошных проволок GMAW и покрытых электродов SMAW.
Содержание диффузного водорода для флюсовых проволок FCW составляет от 2 до 4ml/100g, что уступает T MG-S1CM (GMAW), но почти равно T CM-A96 (SMAW).
Каждое из вышеописанных испытаний было проведено сразу после вскрытия упаковки со сварочными материалами. Однако, если сварочные материалы остаются в упаковке после ее вскрытия на долгое время, содержание диффузного водорода в них может увеличиться из-за впитывания влаги или попадания ее на поверхность. Поэтому рекомендуется использовать сварочные материалы сразу после вскрытия упаковки.
6.Сопротивление образованию трещин снятия напряжения в сварочных металлах флюсовых проволок FCW для сварки жаропрочных сталей
На практике при сварке жаропрочных сталей послесварочная тепловая обработка PWHT проводится для повышении ударных свойств сварочного металла, а также для удаления остаточных напряжений. Однако во время PWHT может происходить образование трещин снятия напряжения или растрескивание при повторном нагревании. Существуют две основных причины образования трещин снятия напряжения.
Формула образования трещин снятия напряжения для дисперсионного затвердения:
[При ΔG>0 образуется трещина.]
[При PSR≥0 образуется трещина]
Как показывает приведенная выше формула, Cr, Mo, Ti, V и N освобождают элементы, приводящие к образованию выделений и ослаблению сопротивляемости образованию трещин снятия напряжения. Однако при этом важно отметить, что такие опасения больше касаются жаропрочных сталей, нежели углеродистых сталей, так как Cr и Mo являются важными и обязательными элементами в составе жаропрочных сталей.
В этом отношении рутил (TiO2) - еще один важный аспект в разработке флюсовых проволок FCW для сварки жаропрочных сталей. Хотя титан Ti обычно входит в состав флюсовой проволоки FCW для сварки во всех позициях как шлакообразующий элемент, Ti, образующийся при разложении TiO2, неизбежно примешивается к сварочному металлу, снижая сопротивляемость образованию трещин снятия напряжения. Также существует возможность примешивания V и Nb к сварочному металлу, поскольку это неизбежные примеси в сырье, используемом для производства сварочных материалов.
При разработке флюсовых проволок FCW для сварки жаропрочных сталей необходимо особенно принимать во внимание образование трещин снятия напряжения. Компания Kobe Steel, при разработке проволок FCW для сварки жаропрочных сталей строго контролирует содержание примесей в сырье, что позволяет получить великолепную сопротивляемость образованию трещин снятия напряжения.
Существует два метода проверки сопротивляемости образованию трещин снятия напряжения: испытание на разрыв с высокой температурой и медленной деформацией, а также тестирование на растрескиваемость C-образного образца. На Иллюстрации 7 сравнивается сужение зоны разрыва в ходе испытания на разрыв с высокой температурой и медленной деформацией.
При малом сужении зоны разрыва сопротивляемость образованию трещин снятия напряжения низка. Флюсовая проволока FCW, в которой не контролируется содержание примесей, демонстрирует малое сужение зоны разрыва. В противоположность этому, флюсовая проволока [T] DW-81B2, в которой содержание примесей контролируется, показывает почти такое же сужение зоны разрыва, что и [T] CM-A96MBD - покрытый электрод, применяемый для сварки сосудов высокого давления.
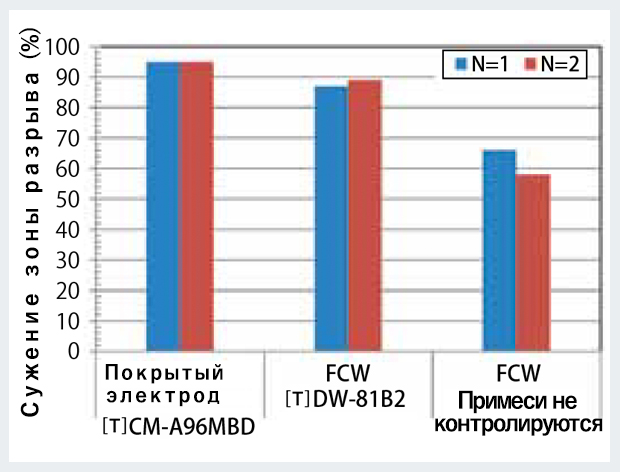
Иллюстрация 7: Сравнение сужения зоны разрыва в
ходе испытания на разрыв с высокой температурой
и медленной деформацией
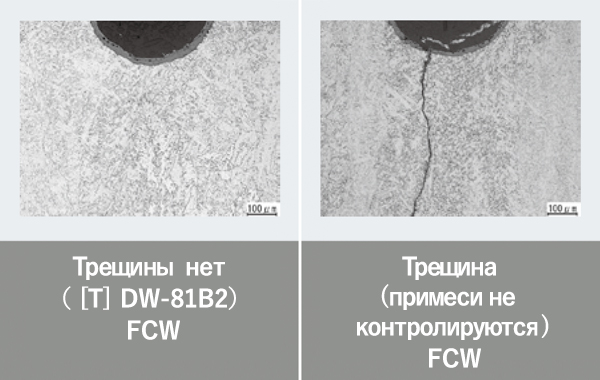
Иллюстрация 8: Наличие или отсутствие трещины на
U-образном участке при тестировании на
растрескиваемость C-образного образца
Результаты тестирования на растрескиваемость C-образного образца показаны на Иллюстрации 8. Можно отметить образование трещины на флюсовой проволоке FCW с неконтролируемым содержанием примесей - такой же, что и показанная на Иллюстрации 7. При этом с проволокой [T] DW-81B2, в которой содержание примесей контролируется, образования трещин не наблюдалось. Такие результаты говорят о том, что [T] DW-81B2 обладает великолепной сопротивляемостью образованию трещин снятия напряжения.
7.Примечания по использованию
Условия послесварочной тепловой обработки PWHT должны определяться с учетом требуемых механических свойств, хотя флюсовые проволоки FCW для сварки жаропрочных сталей дают хорошие механические свойства при обработке в условиях 650-690℃x1-4h, как показано в пункте 4 выше. (Механические свойства флюсовых проволок FCW для сварки жаропрочных сталей при разных условиях послесварочной тепловой обработки PWHT).
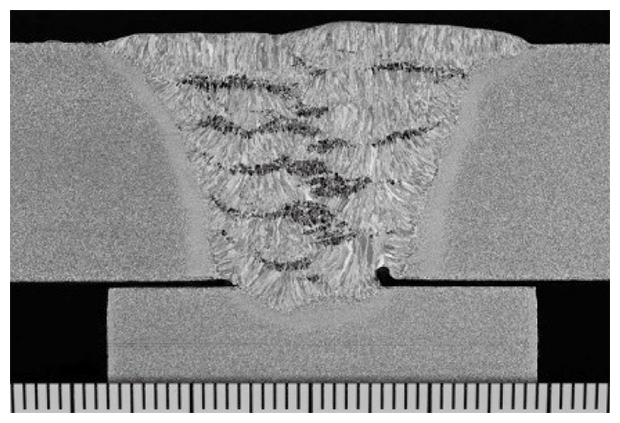
Иллюстрация 9: Макроструктура среза сварного шва,
показывающая образование ферритной структуры
(PWHT: 710℃x24h)
Так, с послесварочной тепловой обработкой PWHT при высокой температуре и в течение продолжительного времени например, 690℃x4h, условный предел текучести в 0,2% (0,2%YS) и прочность на растяжение (TS) флюсовой проволоки FCW в полной мере удовлетворяют нижнему пределу требований для основного металла, а ударные свойства повышаются. С другой стороны, если послесварочная тепловая обработка PWHT проводится при излишне высокой температуре и продолжительном времени, это может привести к образованию мягкой ферритной структуры, в результате чего может произойти значительное снижение прочности на растяжение и ударной вязкости.
Поэтому рекомендуется проводить предварительное тестирование, чтобы убедиться в том, механические свойства после тепловой обработки PWHT при высокой температуре и продолжительном времени - более 690℃x4h будут удовлетворять требованиям.
Наконец, не рекомендуется применять описанные выше флюсовые проволоки FCW для сварки сосудов высокого давления или деталей, к которым предъявляются определенные требования сопротивляемости давлению при прочности в условиях низких температур. Такие проволоки следует применять для сварки деталей, к которым не предъявляются высокие требования прочности, или, иными словами, требования сопротивляемости давлению.
8.Послесловие
В данной статье говорится о флюсовых сварочных проволоках (FCW) для сварки жаропрочных сталей составом 1,25Cr-0,5Mo и 2,25Cr-1Mo, отвечающих стандартам AWS. Эти проволоки разработаны в соответствии с требованиями, предъявляемыми не только к химическим составам и свойствам при растяжении, но и ударным свойствам. Более того, поскольку эти проволоки позволяют сократить образование трещин снятия напряжения, свойственное жаропрочным сталям, они, очевидно, будут и впредь служить повышению эффективности сварки.
Изучив отзывы пользователей, применяющих эти сварочные материалы, компания Kobe Steel приложит все возможные усилия к дальнейшему улучшению качеств этих флюсовых проволок FCW.
[Справочные материалы]
1. Журнал Японского общества сварки, 1992 Выпуск 61, No. 6, стр. 469-472
2. API RP 934-A, 2012, Дополнение 2, Приложение B
3. Журнал Японского общества сварки, 1964 Выпуск 33, No. 9, стр. 718-725
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




