

- ГЛАВНАЯ >
- ТОВАРЫ >
- Технические новинки >
- Vol.31: FAMILIARC™ MIX-1TR: сплошная проволока для сварки GMAW, повышающая качество гальванического покрытия
Технические новинки Vol.31
Vol.31: FAMILIARC™ MIX-1TR: сплошная проволока для сварки GMAW, повышающая качество гальванического покрытия

1.Предисловие
Сейчас, когда во всем мире осознают необходимость обеспечения стабильной экологической ситуации, от всех отраслей промышленности требуются усилия, направленные на сокращение использования ископаемых видов топлива и выбросов углекислого газа. Особенно строгий контроль за эмиссиями CO2 осуществляется в автомобилестроении, что ведет к совершенствованию двигательных систем за счет применения более эффективных двигателей - как бензиновых, так и гибридных, а также изменения конструкции и формы автомобилей для лучшего преодоления сопротивления воздуха и снижения веса машин.
Один из подходов к снижению массы автомобильного корпуса - уменьшение толщины стальных деталей за счет использования более тонких листов высокопрочной стали. Хотя в этой области проведены обширные исследования, и такие стальные листы применяются для многих компонентов автомобилей, их применение в рамах ходовой части, которые, помимо статичной прочности, должны обладать также твердостью, сопротивляемостью коррозии и усталостной прочностью, не представляется практичным. Особенно с точки зрения сопротивляемости коррозии, нельзя просто перейти к применению тонких листов высокопрочной стали, так как толщина стального листа должна быть рассчитана с учетом процесса коррозии.
Как правило, для повышения сопротивляемости коррозии рамы ходовой части автомобиля, на нее наносится гальваническое покрытие. Однако, поскольку в зоне сварки особенно часто возникают дефекты покрытия, ведутся активные разработки с целью повышения качества гальванического покрытия, в области как гальванических, так и сварочных технологий.
В данной статье пойдет речь о [F]MIX-1TR - сплошной сварочной проволоке, применяемой для дуговой сварки в защитном газе (GMAW), которая была разработана для повышения качества гальванического покрытия в аспекте сварочных материалов, и тем самым помогает в решении задач, связанных со снижением веса рам ходовой части автомобилей, о чем говорилось выше.
2.Механизм коррозии компонентов рамы ходовой части автомобилей
Компоненты рамы ходовой части автомобилей подвергаются воздействию крайне коррозийной среды, так как грязь, вода и даже соль, используемая в качестве средства для снеготаяния в регионах с холодным климатом, оседают на них, поднимаясь с поверхности дороги. По мере развития коррозии стальные пластины утончаются, что приводит к снижению их проектной прочности и твердости, в худшем случае угрожая безопасности автомобиля из-за поломки детали.
Поэтому крайне важно предотвращать образование и развитие коррозии, и гальваническое покрытие, наносимое на поверхность компонентов рамы, играет в этом важную роль. Однако прочный защитный слой не всегда формируется, так как на поверхности компонентов гальваническое покрытие может быть повреждено шлаком или сварочным дымом, вызывающими дефекты или ухудшающими прилегание покрытия. Если в сварочном шве остается шлак, который представляет собой оксид и обладает низкой электропроводимостью, слой гальванического покрытия обычно не формируется, как показано на Иллюстрациях 1 и 2. На этих участках образуется ржавчина и начинается процесс коррозии.
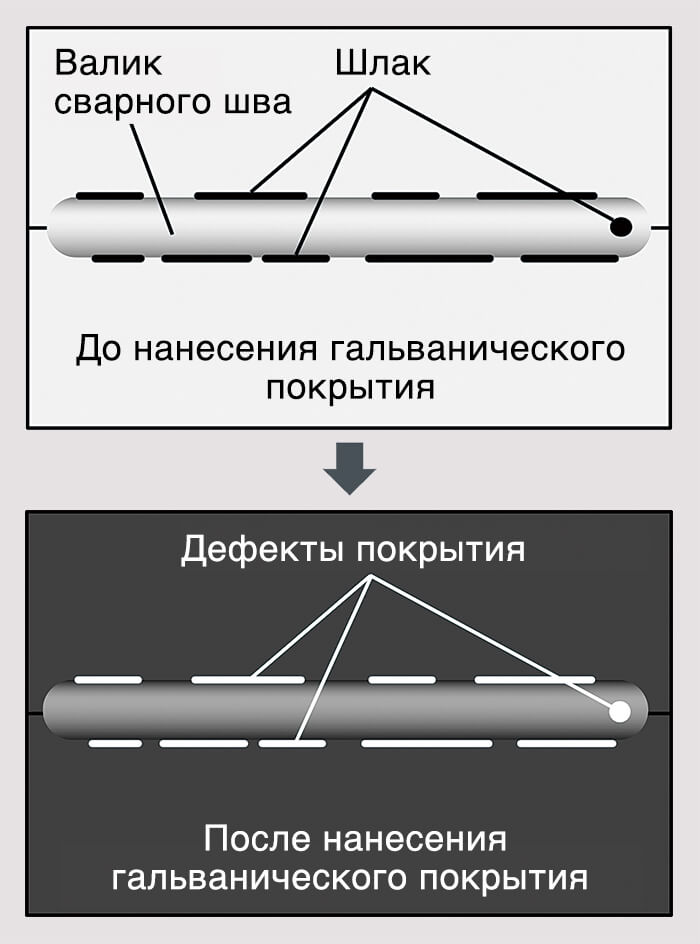
Иллюстрация 1: Развитие дефектов покрытия: до и
после нанесения гальванического покрытия.

Иллюстрация 2: Развитие дефектов покрытия:
ржавчина на сварных швах
3.Свойства гальванического покрытия для [F]MIX-1TR
Шлак состоит из оксидов обычно содержащихся в сварочных материалах и в стальных пластинах кремния Si и марганца Mn. Оксиды образуются за счет реакции последних с кислородом в составе защитного газа в процессе сварки. Поэтому одним из способов уменьшения образования шлака до определенного уровня является сокращение (но не исключение) источника кислорода в защитном газе.
Однако более оптимальным решением является применение новой сплошной сварочной проволоки [F] MIX-1TR, которая не ограничивает образование шлака, но способствует формированию шлака и шлаковых компонентов, не снижающих качество гальванического покрытия.
На Иллюстрации 3 представлен внешний вид валика нахлесточных сварных швов, выполненных с применением проволоки [F] MIX-1TR и обычной проволоки. Хотя частицы шлака видны на поверхности шва, выполненного с [F] MIX-1TR, они разбросаны, тонки и обладают темно-коричневой окраской. По контрасту, отложения шлака, образовавшиеся на швах, выполненных с применением обычной проволоки - утолщенные, блестящего цвета. На фото "после" показано, что слой гальванического покрытия не сформировался на поверхности шлака, образовавшегося при сварке с обычной проволокой, тогда как на поверхности шлака, образовавшегося при сварке с проволокой [F] MIX-1TR, покрытие сформировалось.
| Проволока | До нанесения гальванического покрытия | После нанесения гальванического покрытия | ||||||
|---|---|---|---|---|---|---|---|---|
| [F] MIX-1TR |  |
 |
||||||
| Обычная проволока |  |
 |
||||||
|
||||||||
Иллюстрация 3: Сравнение внешнего вида валиков сварных швов, выполнены с применением [F] MIX-1TR и обычной сплошной сварочной проволоки, до и после нанесения гальванического покрытия.
Коме того, шлак, образовавшийся при сварке с обычной проволокой, представляется хрупким и легко удаляемым, что может оказаться проблематичным, если шлак вместе с защитным покрытием отойдет от поверхности на ходу автомобиля. Небольшие участки без покрытия могут увеличиваться, что приведет к ускорению процесса коррозии. По контрасту, шлак, образовавшийся при сварке с [F] MIX-1TR, прекрасно прилегает к поверхности валиков сварных швов. Его прилегаемость настолько высока, что шлак не отделяется даже при ударе молотком.
В целом можно сказать, что проволока [F] MIX-1TR может более значительно повысить сопротивляемость образованию ржавчины и коррозии по сравнению с обычной сплошной проволокой по двум причинам: во-первых, гальваническое покрытие сформируется даже несмотря на наличие шлака на поверхности валиков сварных швов, а во-вторых, отличное прилегание покрытия предотвращает отделение шлака от валиков сварных швов.
4.Свойства [F] MIX-1TR
Проволока [F] MIX-1TR была разработана для импульсно-дуговой сварки в среде защитного газа Ar+CO2, часто применяемой в автомобилестроении. Данные для этой сплошной проволоки приведены в Таблице 1, а типичные механические свойства ее наплавленных металлов на основании японского промышленного стандарта (JIS) в сравнении с обычной сварочной проволокой, показаны в Таблице 2. Разрывная прочность и ударные свойства [F] MIX-1TR выше, чем у обычной сплошной сварочной проволоки, очевидно, что [F] MIX-1TR наиболее оптимально подходит для сварки тонких листов стали 440-780 Mpa в автомобилестроении.
| Марка | Классификации | Диаметр проволоки |
|---|---|---|
| [F] MIX-1TR | JIS Z 3312 G49 A 2 M 0 | 1.2 mm |
| Проволока | YS(MPa) | TS(MPa) | El(%) | Поглощенная энергия при -20℃(J) |
|---|---|---|---|---|
| [F] MIX-1TR | 530 | 601 | 30 | 198 |
| Обычная сплошная проволока | 413 | 518 | 32 | 155 |
| JIS Z 3312 G49 A 2 M 0 | ≥390 | 490-670 | ≥18 | ≥27 |
Проплавление и конфигурация шва важны при сварке компонентов рамы ходовой части, которые постоянно находятся под нагрузкой. В процессе сварки компонентов рамы ходовой части нередко образуются зазоры из-за неровности формы компонентов, связанной с тем, как они были спрессованы в процессе производства. Поэтому необходимо получать прочные валики швов, даже при наличии определенного зазора. Кроме того, крайне важным представляется предотвращение подреза во время сварки, так как подрез ведет к снижению усталостной прочности.
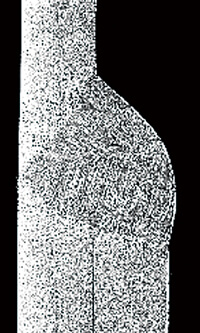
На Иллюстрациях 4 и 5 показаны результаты оценки допуска на зазор в нахлесточных швах, выполненных в нижнем положении для [F] MIX-1TR и обычной сплошной сварочной проволоки, и разные условия сварки, соответственно.
| Зазор | [F] MIX-1TR | Обычная проволока |
|---|---|---|
| 0 mm |  |
 |
| 1 mm |  |
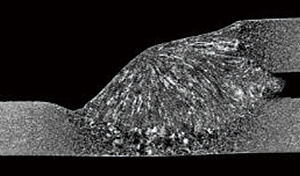 |
Иллюстрация 4: Сравнение допуска на зазор для [F] MIX-1TR и обычной сварочной проволоки в нахлесточных швах в нижнем положении.
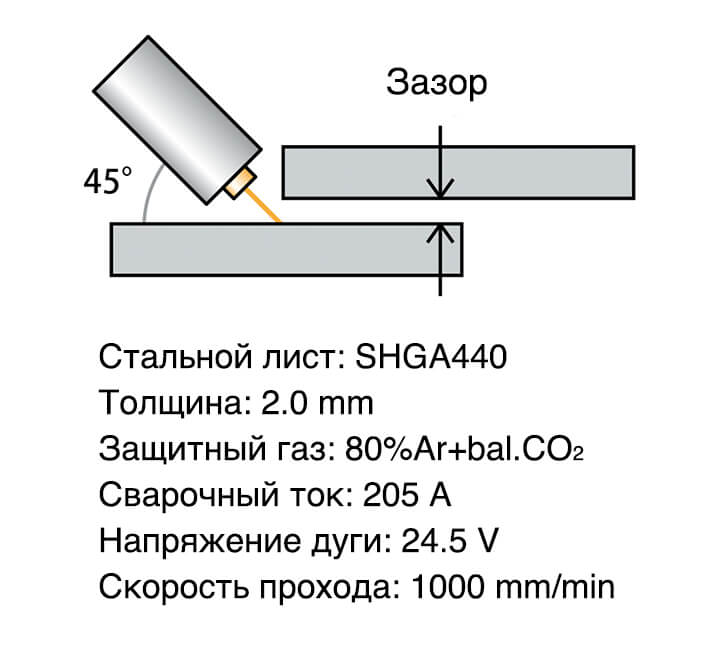
Иллюстрация 5: Условия сварки нахлесточных швов в
нижнем положении
С обеими сплошными проволоками было получено достаточное проплавление. Однако при сварке образца с зазором в 1 mm, [F] MIX-1TR не привела к образованию подреза, тогда как при сварке с обычной проволокой образовался очевидный подрез в кромке наружной поверхности шва в нижней части стальной пластины.
Сварка автомобильных компонентов часто выполняется с относительно высокой скоростью, что может приводить к более выпуклой форме шовных валиков из-за низкой поглощенной энергии. Однако, поскольку выпуклая форма шва непосредственно ведет с снижению усталостной прочности, формирования таких швов следует избегать.
На Иллюстрации 6 приведено сравнение конфигурации швов, полученных с применением проволоки [F] MIX-1TR и обычной сплошной сварочной проволоки в горизонтальных нахлесточных швах. На Иллюстрации 7 представлены позиции сварки, использованные в этом эксперименте.
| Проволока | Скорость прохода (mm/min) | ||
|---|---|---|---|
| 800 | 1000 | 1200 | |
| [F] MIX-1TR |  |
 |
 |
| Обычная проволока | 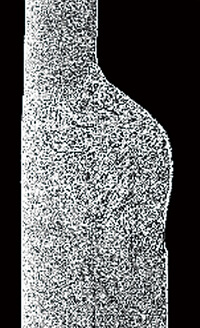 |
 |
 |
Иллюстрация 6: Сравнение конфигурации валиков сварных швов для [F] MIX-1TR и обычной сплошной проволоки в нахлесточных швах в нижнем положении.
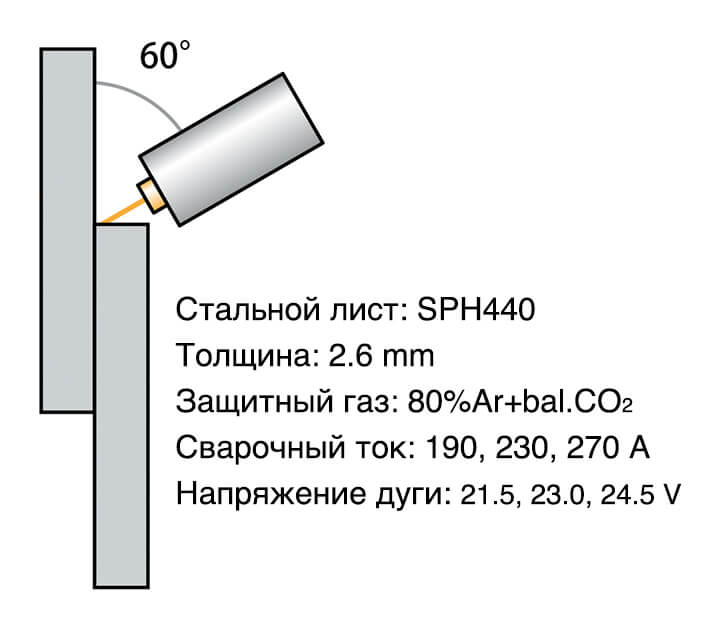
Иллюстрация 7: Условия сварки нахлесточных швов в
горизонтальном положении
При использовании обычной сварочной проволоки форма швов постепенно становилась выпуклой по мере увеличения скорости сварки, однако проволока [F] MIX-1TR дает однородную и стабильную форму шва, несмотря на увеличение скорости сварки.
Необходимость по возможности снижать разбрызгивание во время сварки касается не только автомобилестроения. Поскольку [F] MIX-1TR была разработана с особым химическим составом, при сварке с ее применением не следует использовать те же параметры, что и при сварке с применением обычной сплошной проволоки. Однако прочные сварочные соединения могут быть получены путем оптимизации сварочных параметров.
На Иллюстрации 8 показан перенос капель до и после оптимизации сварочных параметров. Сварка с обычными параметрами может приводить к разбрызгиванию из-за переноса металла короткими замыканиями, тогда как в процессе импульсной сварки возможно добиться стабильного переноса капель, соответствующего периоду импульса, оптимизировав сварочные параметры.
| Оптимизированные параметры импульса |
 |
 |
 |
|---|---|---|---|
| Стандартные параметры импульса |
 |
 |
 |
Иллюстрация 8: Перенос капель при оптимизированных и обычных параметрах импульса
В Таблице 3 представлены три примера практического применения [F] MIX-1TR в сборке автомобильных компонентов и соответствующие условия сварки.
| Компонент | Толщина пластины(mm) |
Позиция сварки |
Режим сварки |
Защитный газ |
Размер проволоки(mm) |
Сварочный ток(A) |
Скорость прохода (mm/min) |
|---|---|---|---|---|---|---|---|
| Нижний рычаг | 2.6-3.2 | Нижняя горизонтальная | Импульсно-дуговая | 80%Ar+bal.CO2 | 1.2 | 250-330 | 800-1200 |
| Лонжеронная рама | 2.3-4.0 | Горизонтальная | 250-360 | 800-1200 | |||
| Балка моста | 1.6-2.3 | Нижняя горизонтальная | 150-250 | 600-1200 |
На Иллюстрациях 9, 10 и 11 показаны три типа компонентов, в которых была применена проволока [F] MIX-1TR: нижний рычаг, лонжеронная рама и балка моста.

Иллюстрация 9: Нижний рычаг
Иллюстрация 10: Лонжеронная рама

Иллюстрация 11: Балка моста
5.Послесловие
Разработанная специально для снижения веса автомобилей [F] MIX-1TR - это сплошная сварочная проволока, обладающая повышенными характеристиками по сравнению с обычными проволоками, позволяющая производить автомобильные компоненты с отличной сопротивляемостью коррозии. Эта проволока дает следующие преимущества:
1. Значительное повышение качества гальванического покрытия на соединениях.
2. Маловероятность образования подреза в кромке наружной поверхности валика шва даже при сварке стальных пластин с зазорами.
3. Форма шва, обычно не становящаяся более выпуклой даже при сварке с высокой скоростью.
4. Возможность стабильной сварки с малым разбрызгиванием при применении оптимальных сварочных параметров.
Поскольку задача снижения веса автомобилей останется актуальной и в будущем, сварочные материалы, о которых шла речь в этой статье, послужат новым достижениям в этом направлении. Компания KOBE STEEL продолжит вести разработку сварочных материалов и процессов, чтобы решать задачи по снижению веса автомобилей.
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




