

- ГЛАВНАЯ >
- ТОВАРЫ >
- Технические новинки >
- Vol.32: Новые сварочные проволоки SAW FAMILIARC™, US-29HK /TRUSTARC™, PF-H55LT-N для генераторов морских ветряных электростанций
Технические новинки Vol.32
Vol.32: Новые сварочные проволоки SAW FAMILIARC™, US-29HK /TRUSTARC™, PF-H55LT-N для генераторов морских ветряных электростанций

1.Предисловие
Дуговая сварка под флюсом (SAW) широко распространена, и в Японии около 11% сварочных материалов расходуется для SAW. Этот вид сварки применяется, в основном, для выполнения длинных прямых соединений в стальных трубах и трубопроводах, стальных конструкциях и мостах, а также в кораблестроении и химико-технологических установках.
Более половины всех сварочных материалов для SAW используется всего в трех областях: строительстве стальных трубопроводов, стальных конструкций и мостов, а также в кораблестроении. При этом на строительство стальных конструкций и мостов, а также кораблестроение приходится более высокая доля потребления сварочных материалов SAW, чем на строительство трубопроводов.
С 2000 года во всем мире стабильно растет интерес к альтернативной энергетике с меньшим объемов эмиссий CO2, в связи с необходимостью искать решение экологическим проблемам, в частности, глобальному потеплению. Многие страны ускоренными темпами переходят на энергетику возобновляемых источников, в частности, ветряную и солнечную. Особенно в Европе, где есть отличные условия для ветряной энергетики, широко распространились ветряные электрогенераторы. Более того, в последнее время внимание привлекают крупные генераторы, позволяющие увеличить производственную мощность морских ветровых электростанций (ВЭС).

Многие генераторные установки морских ВЭС поддерживаются одной колонной, которая представляет собой большой стальной цилиндр, внедренный глубоко в морское дно и служащий опорой для башни и ветродвигателя. При сварке таких цилиндров используется в основном высокоэффективный метод SAW, особенно в швах с тонкой разделкой, что позволяет повысить производительность и снизить трудозатраты.
Компания KOBELCO предлагает свою новую разработку - сочетание проволоки [F]US-29HK и флюса [T]PF-H55LT-N в качестве сварочных материалов для SAW, наиболее оптимально подходящих для сварки швов с тонкой разделкой кромок, роликовой сварки и/или круговой сварки стальных труб, а также для работы в условиях низкой температуры.
2.Характеристики сварочной проволоки [F]US-29HK в сочетании с флюсом [T]PF-H55LT-N
Как показано в Таблице 1, [T]PF-H55LT-N для сварки SAW - это керамический флюс на основе фтора, широко применимый даже для сварки швов с тонкой разделкой благодаря оптимальному составу компонентов. В сочетании со сварочной проволокой [F]US-29HK для SAW он дает стабильную ударную вязкость при температурах до -60 ° C и может применяться как с переменным (AC), так и с постоянным током обратной полярности (DCEP). Он также рекомендуется для применения в условиях после сварки.
| Тип флюса [T]PF-H55LT-N | Флюс на основе фтора |
|---|---|
| Классификация электродных флюсов | AWS A5.23 F8A8-EH12K |
| Марка применяемого основного металла |
・Сталь марки до YP460 MPa (напр.:DNV F460) |
| Характеристики |
・Отличные удаление шлаковой корки и форма шовного валика, высокая устойчивость к образованию дефектов, характерных для швов с тонкой разделкой ・Высокая прочность (марки до YP460 MPa) и отличная ударная вязкость при низких температурах до - 60℃ ・Может применяться с полярностью DCEP и AC |
Примечание. DNV: Det Norske Veritas
2-1. Характеристики наплавленного металла
В Таблицах 2 и 3 представлены химические составы и механические характеристики в состоянии после сварки для DCEP и AC, согласно спецификации AWS. На Иллюстрации 1 показана ударная вязкость в состоянии после сварки, а на Иллюстрации 2 - внешний вид шовных валиков.
Содержание диффузного водорода в наплавленном металле при сварке с применением сочетания [F]US-29HK / [T]PF-H55LT-N с DCEP представлено в Таблице 4. Этот показатель крайне низок и составляет примерно 3 mL/100 g, ниже H5.
| Полярность | C | Si | Mn | P | S | |
|---|---|---|---|---|---|---|
| [F]US-29HK / [T]PF-H55LT-N | DCEP | 0.07 | 0.29 | 1.85 | 0.013 | 0.002 |
| AC | 0.08 | 0.27 | 1.73 | 0.013 | 0.002 |
Примечание. Условия сварки: 550 A-30 V-42 cpm; Ext.=30 mm; диаметр проволоки 4,0 mm
| В состоянии PWHT | Полярность | 0.2%OS (MPa) |
TS (MPa) |
El (%) |
|
|---|---|---|---|---|---|
| [F]US-29HK / [T]PF-H55LT-N | После сварки | DCEP | 514 | 603 | 28 |
| AC | 534 | 618 | 29 | ||
| Спецификация AWS (только в состоянии после сварки) | Мин. 469 | 552-690 | Мин. 22 | ||
Примечание. Условия сварки: 550 A-30 V-42 cpm; Ext.=30 mm; диаметр проволоки 4,0 mm
| Полярность | Содержание диффузного водорода (mL/100g) |
Категория лицензии на поставку | ||||
|---|---|---|---|---|---|---|
| N-1 | N-2 | N-3 | Avg. | |||
| [F]US-29HK / [T]PF-H55LT-N | DCEP | 3.2 | 3.3 | 3.3 | 3.3 | H5 |
Примечание. *1. Условия сварки: 500 A-30 V-40 cpm; Ext.=30 mm; диаметр проволоки 4,0 mm
*2. Метод тестирования: по JIS Z 3118 (газовая хроматография), эквивалентен методам определения содержания диффузного водорода в сварочном металле мартенситных, бейнитных и ферритных сталей при дуговой сварке, предусмотренным стандартами AWS A4.3.
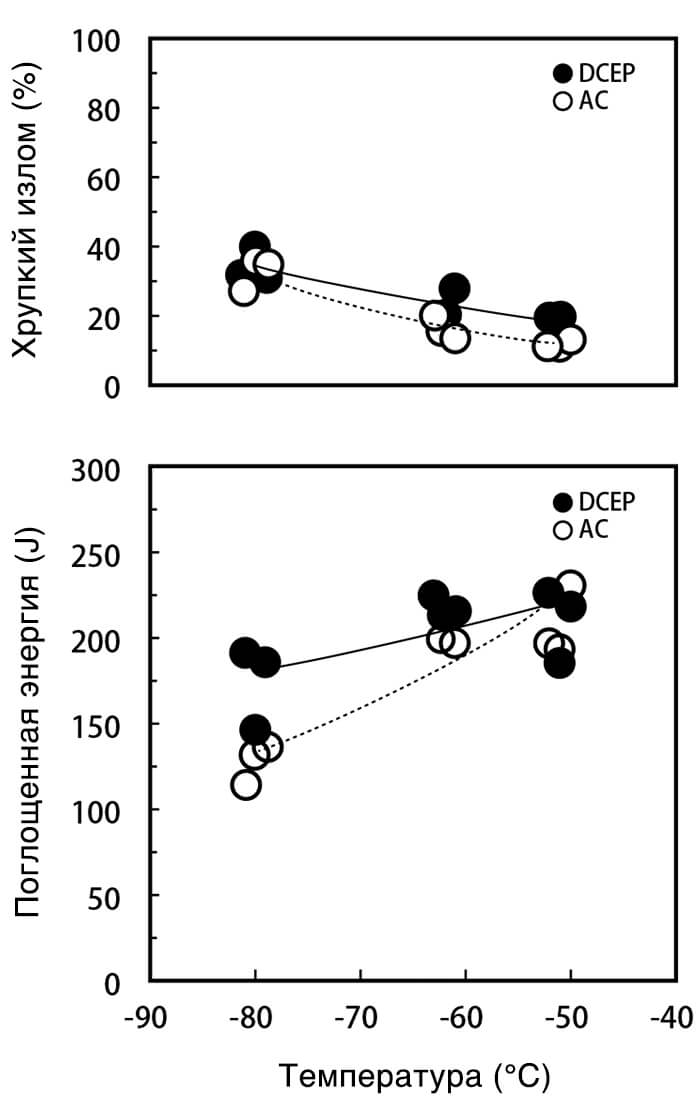
Иллюстрация 1: Кривая значений ударной вязкости
в состоянии после сварки

Иллюстрация 2: Внешний вид шовных валиков
2-2. Тестирование двустороннего стыкового соединения с тонкой разделкой кромок
Тестирование двустороннего стыкового соединения с тонкой разделкой кромок было проведено с применением сочетания [F]US-29HK / [T]PF-H55LT-N в условиях и параметрах сварки, показанных соответственно в Таблицах 5 и 6. В качестве основного металла была использована стальная пластина толщиной 80 mm с V-образной разделкой кромок под углом 60° на первой стороне, и в 40°на второй стороне, с притуплением в 10 mm между ними, как показано на Иллюстрации 4. Сварка первой стороны была выполнена за 8 проходов. После этого вторая сторона была механически обработана в U-образную (радиус 8 mm) кромку под углом в 16° на глубину 58 mm от поверхности второй стороны, как показано на Иллюстрации 5. Сварка второй стороны была выполнена за 21 проход тандемным методом с направляющим электродом диаметром 4.0 mm (DCEP) и двумя замыкающими электродами диаметром 2,4 mm (AC) для увеличения производительности наплавки, как показано на Иллюстрации 3. Два замыкающих электрода были подсоединены к одному источнику питания, но через два токоподводящих наконечника.
Однако на практике может применяться отличная от вышеописанной сварочная процедура, включая обработку кромок. Для сварки первой стороны может быть подготовлена односторонняя Y-образная кромка со скосом вместо X-образной кромки с двумя симметричными скосами, а после сварки первой стороны проведена механическая обработка U-образной кромки. И тот, и другой процесс рекомендованы.
Что касается практического применения замыкающего электрода, то хотя принятый метод предусматривает использование двух электродов, проходящих через один токоподводящий наконечник, рекомендуется применять два электрода, подсоединенные к источнику питания каждый через свой токоподводящий наконечник. Когда два электрода используются с одним токоподводящим наконечником, прилипание сварочной проволоки к наконечнику может вызвать необходимость полной замены специального токоподводящего наконечника, что увеличивает время простоя сварщика, а также повышает расход специальных токоподводящих наконечников.
В Таблицах 5 и 6 представлены условия тестирования и параметры сварки. На Иллюстрациях 3, 4 и 5 также показана позиция электродов в тандемной сварке и последовательность проходов для кромок первой и второй стороны соответственно.
| Электрод | [F]US-29HK Направляющий электрод (L): диаметр 4,0 mm Замыкающий электрод (T): диаметр 2,4 mm x 2 проволоки |
|---|---|
| Флюс | [T]PF-H55LT-N |
| Основной металл | JIS G 3106 SM490A, толщина 80 mm |
| Кол-во проходов | Параметр сварки | Погонная энергия (kJ/mm) |
Температура предварительного нагрева и межпроходная |
|
|---|---|---|---|---|
| 1-я сторона | 1 | Одиночная, DCEP, 600 A-30 V-600 mm/min |
1.8 | 100-147 ℃ |
| 2 | Одиночная, DCEP, 650 A-30 V-600 mm/min |
2.0 | ||
| 3-8 | Тандемная, L: DCEP, 650 A-30 V T: AC, 600 A-32 V-700 mm/min |
3.3 | ||
| 2-я сторона | 1 | Одиночная, DCEP, 600 A-30 V-600 mm/min |
1.8 | |
| 2-21 | Тандемная, L: DCEP, 650 A-30 V T: AC, 600 A-32 V-700 mm/min |
3.3 |
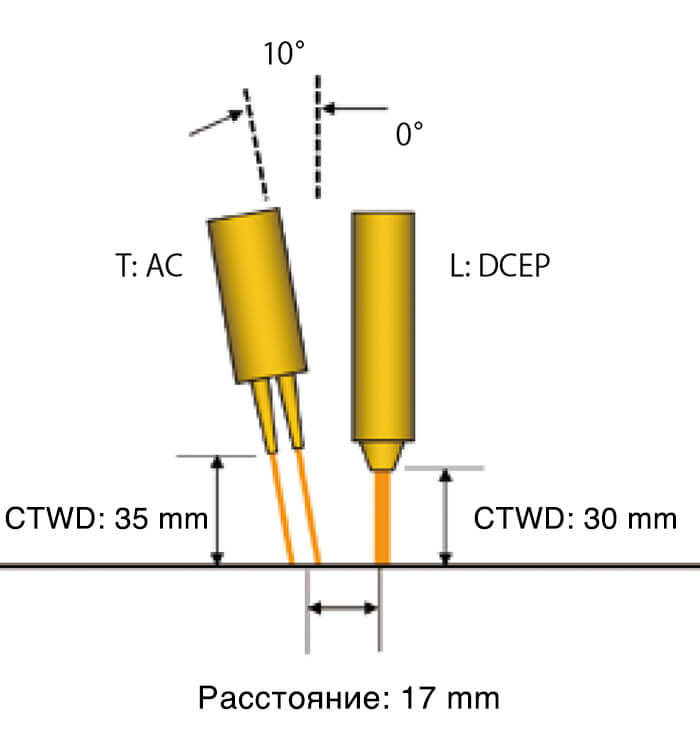
Иллюстрация 3: Позиция электродов при тандемной
сварке
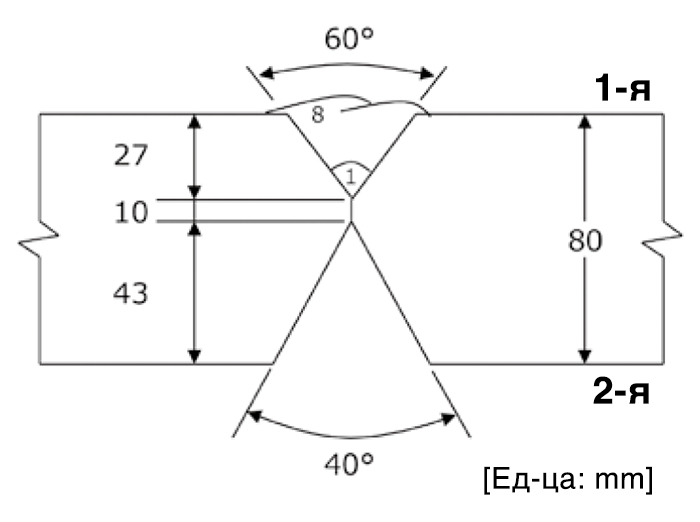
Иллюстрация 4: Конфигурация разделки и
последовательность проходов
для 1-й стороны сварки
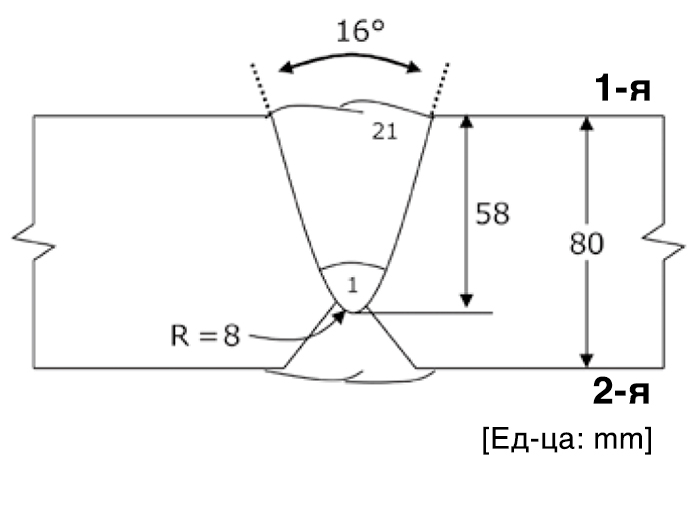
Иллюстрация 5: Конфигурация разделки и
последовательность проходов
для 2-й стороны сварки
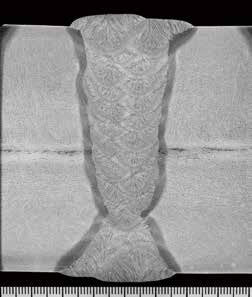
Иллюстрация 6:
Макроскопический срез
двустороннего
стыкового шва
При сварке этого стыкового соединения были получены отличные результаты. На Иллюстрации 6 показан макроскопический срез, а в Таблицах 7 и 8 представлены соответственно химический состав и механические характеристики наплавленного металла.
В целом характеристики стыкового шва можно оценить как отличные, благодаря сохранению высокой прочности, достижению достаточной ударной вязкости при -60℃, и сохранении температуры перехода ниже -60℃.
| C | Si | Mn | P | S |
|---|---|---|---|---|
| 0.09 | 0.30 | 1.78 | 0.014 | 0.003 |
Примечание. Место пробы для химического анализа: самая толстая часть пластины
| В состоянии PWHT |
Точка взятия пробы |
0.2%OS (MPa) |
TS (MPa) |
El (%) |
vE-60℃ (J) |
vE-40℃ (J) |
||
|---|---|---|---|---|---|---|---|---|
| После сварки | 7 mm под поверхностью 2-й стороны шва |
496 | 618 | 33 | 112 123 127 |
Avg. 121 | 161 156 147 |
Avg. 155 |
| 40 mm под поверхностью 2-й стороны шва |
580 | 634 | 28 | 162 181 152 |
Avg. 165 | 194 196 196 |
Avg. 195 | |
| 73 mm под поверхностью 2-й стороны шва |
591 | 664 | 28 | 128 130 179 |
Avg. 146 | 184 185 183 |
Avg. 184 | |
3.Примечания по применению
Рекомендуется принимать во внимание следующие моменты:
(1) Сочетание проволоки [F]US-29HK и флюса [T]PF-H55LT-N наиболее оптимально подходит для многопроходной и многослойной сварки, однако его не рекомендуется применять для сварки с высокой погонной энергией, такой как двусторонняя сварка с одним проходом.
(2) Послесварочная тепловая обработка PWHT yе рекомендуется, так как это сочетание флюса и проволоки позволяет получить отличные механические характеристики в состоянии после сварки.
(3) Рекомендуется проводить досушивание флюса за 1-2 часа перед сваркой при температуре 300-350 °C, чтобы предотвратить холодное растрескивание.
4.Послесловие
Сочетание проволоки [F]US-29HK и флюса [T]PF-H55LT-N может применяться для вваривания или круговой сварки стальных труб с тонкой и U-образной разделкой швов (угол разделки от 15 до 16 градусов, зазор шва от 5 до 10 mm). Оно дает наплавленный металл со стабильными характеристиками, включая низкое содержание диффузного водорода.
Вышеописанные свойства позволяют предположить, что это сочетание сварочных материалов в ближайшее время получит большее распространение в отраслях промышленности, где требуются прочные и надежные сварные соединения.
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




