

- ГЛАВНАЯ >
- ТОВАРЫ >
- Технические новинки >
- Vol.33: Флюсовые сварочные проволоки (FCW) для нержавеющей стали для разных областей применения
Технические новинки Vol.32
Vol.33: Флюсовые сварочные проволоки (FCW) для нержавеющей стали для разных областей применения

1. Предисловие
KOBE STEEL предлагает широкий ассортимент флюсовой сварочной проволоки (FCW) для нержавеющей стали, отвечающий конкретным нуждам разных отраслей. В данной статье описаны свойства этих флюсовых проволок и объясняются методы выбора наиболее подходящих FCW для сварки нержавеющей стали в конкретных областях применения.
2. Свойства флюсовых сварочных проволок (FCW) для нержавеющей стали серии DW
FCW отличаются высокой производительностью наплавки и пригодностью к эксплуатации. Первое свойство позволяет сократить время сварки. Второе, за счет сокращения разбрызгивания, помогает уменьшить затраты времени на такие процедуры, как удаление капель, налипших на стальные пластины во время сварки. Оба эти свойства способствуют повышению производительности. Когда FCW применяются для сварки аустенитной нержавеющей стали, шовные валики имеют хороший внешний вид и высокую сопротивляемость коррозии.
KOBE STEEL разработала много разных флюсовых сварочных проволок (FCW) для нержавеющей стали, обладающих отличными свойствами. FCW серии DW - одна из известных линеек компании.

Иллюстрация 1: Легкое удаление шлака и хороший
внешний вид шовного валика сразу после сварки с
[P] DW-308L
FCW для нержавеющей стали серии DW обеспечивают отличную стабильность дуги не только со 100%-ным CO2, но и со смешанными защитными газами Ar-CO2. Более того, поскольку [P] DW-308L и [P] DW-316L позволяют легко удалять шлак после сварки, можно избежать появления радужной окраски на поверхности шовных валиков, как показано на Иллюстрации 1. Предотвращение появления радужной окраски позволяет сократить время на кислотную обработку и повысить производительность.
Помимо серии DW, KOBE STEEL также предлагает FCW металлического типа, включая серию MX и серию MM, применяемую для сварки MX-MIG (MIG) со 100%-ным защитным газом Ag; серию присадочных прутков TG-X для проварки корня шва методом TIG без продувки газом; серию DW-N для сварки сплавов на основе никеля.
3. Стандарты FCW для нержавеющей стали
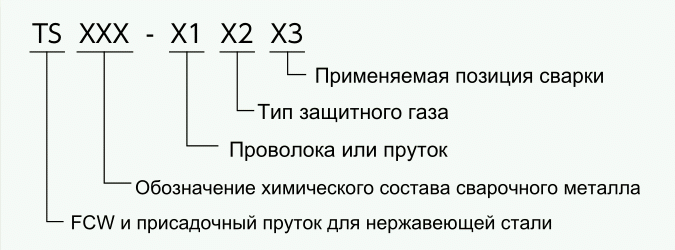
В области сварки имеются три широко известных стандарта - JIS, AWS и ISO. Их классификации представлены в Таблице 1. FCW классифицируют по химическому составу сварочного металла, типу защитного газа и применяемых позициях сварки.
Таблица 1: Классификация по стандартам
(1) JIS Z 3323-2007
(2) AWS A5.22-2012
(3) ISO 17633-2017

Например, классификация [P] DW-308L по каждому стандарту представлена в Таблице 2. Такие обозначения как 308 или 316, показывающие химические формулы всех сварочных металлов в наименованиях марок FCW для нержавеющей стали, соответствуют классификациям JIS и AWS.
| Стандарт | Классификация |
|---|---|
| JIS Z 3323-2007 | TS308L-FB0 |
| AWS A5.22 | E308LT0-1 E308LT0-4 |
| ISO 17633 | -A -T 19 9 L R C1 3 -A -T 19 9 L R M21 3 |
4. FCW для нержавеющей стали серии DW
4-1. Многоцелевые FCW для нержавеющей стали серии DW
Многоцелевые FCW для нержавеющей стали серии DW отличаются высокой пригодностью к эксплуатации при сварке обычных, а также горизонтальных угловых швов. Ноль (0) в классификациях AWS и JIS обозначает позицию сварки. Типичные многоцелевые FCW для нержавеющей стали серии DW показаны в Таблице 3.
Пользователям рекомендуется выбирать FCW, предназначенную для конкретного основного металла и цели применения, как показано в таблице 4.
| Торговая марка | AWS A5.22 | JIS Z 3323 | Основные химические составы |
Применяемая позиция сварки |
|---|---|---|---|---|
| DW-308 | E308T0-1/4 | TS308-FB0 | 20Cr-10Ni | Обычный и горизонтальный угловой шов |
| [P] DW-309 | E309T0-1/4 | TS309-FB0 | 24Cr-13Ni | То же |
| [P] DW-316 | E316T0-1/4 | TS316-FB0 | 19Cr-12Ni-2.3Mo | То же |
| [P] DW-347 | E347T0-1/4 | TS347-FB0 | 19Cr-11Ni-0.6Nb | То же |
| FCW для нержавеющей стали | Основные металлы |
|---|---|
| 308 | 304 |
| 308L | 304L |
| 309 | Неоднородный материал |
| 309L | То же |
| 316 | 316 |
| 316L | 316L |
| 347 | 321, 347 |
Сопротивляемость растрескиванию в целом снижается, когда содержание ферритной фазы в сварочном металле низкое, [P] DW-308 и [P] DW-316 обеспечивают 10% содержание ферритной фазы.
4-2. FCW для низкоуглеродной нержавеющей стали серии DW
L рядом с формулой химического состава обозначает проволоку низкоуглеродного типа, подходящую для сварки такого же низкоуглеродного основного металла. Сварной шов с высоким содержанием углерода может обладать пониженной прочностью на растяжение, так как карбид хрома, образующийся в околошовной зоне (HAZ), вызывает снижение сопротивлению межзеренной коррозии. Однако низкоуглеродная нержавеющая сталь обычно обладает высокой сопротивляемостью межзеренной коррозии, что следует учитывать. Типичные FCW для низкоуглеродной нержавеющей стали показаны в Таблице 5.
| Торговая марка | AWS A5.22 | JIS Z 3323 | Основные химические составы |
Применяемая позиция сварки |
|---|---|---|---|---|
| [P] DW-308L | E308LT0-1/4 | TS308L-FB0 | 20Cr-10Ni | Обычный и горизонтальный угловой шов |
| [P] DW-309L | E309LT0-1/4 | TS309L-FB0 | 24Cr-13Ni | То же |
| [P] DW-316L | E316LT0-1/4 | TS316L-FB0 | 19Cr-12Ni-2.3Mo | То же |
4-3. FCW серии DW для нержавеющей стали для сварки во всех позициях
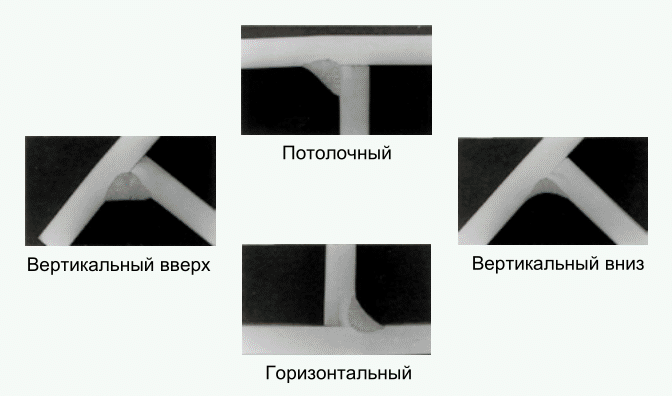
Иллюстрация 2: макроструктура поперечного среза
углового шва [P] DW-308LP
(основная пластина 304L толщиной 3 mm)
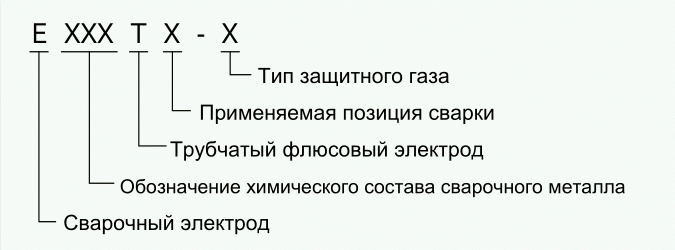
P в названии марки FCW означает, что проволока пригодна для сварки во всех позициях (позиционной сварки). Она дает хорошую форму шовного валика в вертикальных швах, выполненных снизу вверх, и в потолочных швах, как показано на Иллюстрации 2. В классификациях AWS и JIS единица (1) обозначает позицию сварки. Типичные FCW для нержавеющей стали серии DW для позиционной сварки представлены в Таблице 6.
| Торговая марка | AWS A5.22 | JIS Z 3323 | Основные химические составы |
Применяемая позиция сварки |
|---|---|---|---|---|
| [P] DW-308LP | E308LT1-1/4 | TS308L-FB1 | 20Cr-10Ni | Все позиции |
| [P] DW-309LP | E309LT1-1/4 | TS309L-FB1 | 24Cr-13Ni | То же |
| [P] DW-316LP | E316LT1-1/4 | TS316L-FB1 | 18Cr-12Ni-2.8Mo | То же |
4-4. FCW для нержавеющей стали серии DW для сварки при низких температурах
LT в марке FCW означает, что она предназначена для сварки при низких температурах, когда прочность в целом снижается по мере повышения содержания ферритной фазы в сварочном металле. Этот тип FCW сдерживает увеличение содержания ферритной фазы. В то же время эта проволока поддерживает поглощенную энергию на уровне равном или большем 27J при -196 °C (температура кипения жидкого азота). С другой стороны, поскольку сопротивление горячему растрескиванию снижается при низком содержании ферритной фазы, при разработке проволоки необходимо учитывать баланс между прочностью и сопротивляемостью горячему растрескиванию. В любом случае, важно принимать во внимание излишне сильный сварочный ток и скорость сварки, а также применять широкую кромку для ограничения горячего растрескивания во время сварки.
В таблице 7 показаны типичные FCW для нержавеющей стали серии DW для сварки при низких температурах и их характеристики.
| Торговая марка | AWS A5.22 | JIS Z 3323 | Химический состав сварочного металла (% массы) | Прочность на растяжение | Ударные свойства (-196°C) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | Mo | FN* | TS (MPa) | El (%) | Поглощенная энергия (J) | Lateral expansion (mm) | |||
| [P] DW-308LT | E308LT0-1/4 | TS308L-FB0 | 0.021 | 0.31 | 2.49 | 10.36 | 18.58 | - | 3 | 530 | 51 | 38 | 0.60 |
| [P] DW-316LT | E316LT1-1/4 | TS316L-FB0 | 0.020 | 0.37 | 1.58 | 11.89 | 17.57 | 2.20 | 5 | 530 | 44 | 39 | 0.56 |
*FN: Ферритное число по Диаграмме Делонга
4-5. FCW для нержавеющей стали серии DW-H для сварки при высоких температурах
Во многие многоцелевые FCW для нержавеющей стали серии DW добавляют очень небольшое количество окиси висмута (Bi2O3) - легкоплавкого оксида металла, который улучшает удаляемость шлака.
Однако висмут (Bi), активизирующий элемент на поверхности, скапливается на границе провара и может вызывать разломы под постоянной разрывной нагрузкой при долговременном воздействии высокой температуры. Таким образом, согласно AWS, содержащая висмут FCW для нержавеющей стали не подходит для сварки при температурах выше 400 °C или для послесварочной тепловой обработки (PWHT) при температурах выше 500 °C.
FCW серии DW-H, не содержащие висмут, были специально разработаны для применения в условиях высоких температур.
Хотя JIS Z 3323 требует, чтобы содержание висмута во всех сварочных металлах составляло менее 10 ppm (0,001%), такое количество на практике интерпретируется как отсутствие добавки висмута. Обозначение BiF указывает на сварочные материалы для нержавеющей стали без добавки висмута, например, YF308C-BIF.
Иллюстрация 3: Влияние висмута на пластичность
при высоких температурах
В таблице 8 показаны типичные FCW для нержавеющей стали серии DW для сварки при высоких температурах. Влияние висмута на испытания на растяжение при высоких температурах сварочных металлов типов 308 и 347 показано на Иллюстрации 3.
| Торговая марка | AWS A5.22 | JIS Z 3323 | Химический состав сварочного металла (% массы) | Прочность на растяжение | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | Mo | Bi | N | FNW* | TS (MPa) | El (%) | |||
| [P] DW-308H | E308HT1-1/4 | TS308H-BiF-FB0 | 0.056 | 0.49 | 1.16 | 9.14 | 18.65 | - | <0.001 | 0.028 | 5 | 607 | 47 |
| [P] DW-308LH | E308LT1-1/4 | TS308L-BiF-FB0 | 0.026 | 0.41 | 1.35 | 10.20 | 18.70 | - | <0.001 | 0.030 | 4 | 540 | 52 |
| [P] DW-316H | E316T1-1/4 | TS316H-BiF-B0 | 0.059 | 0.52 | 1.16 | 11.48 | 19.03 | 2.32 | <0.001 | 0.026 | 7 | 584 | 45 |
| [P] DW-316LH | E316LT1-1/4 | TS316L-BiF-FB0 | 0.023 | 0.45 | 1.08 | 11.94 | 18.47 | 2.45 | <0.001 | 0.030 | 7 | 540 | 45 |
| [P] DW-347H | E347T1-1/4 | TS347-BiF-FB0 | 0.059 | 0.45 | 1.59 | 9.57 | 18.92 | Nb: 0.69 | <0.001 | 0.034 | 5 | 662 | 34 |
| [P] DW-309LH | E309LT1-1/4 | TS309L-BiF-FB0 | 0.028 | 0.47 | 1.24 | 12.58 | 24.17 | - | <0.001 | 0.021 | 20 | 578 | 39 |
| [P] DW-310 | E310T0-1/4 | TS310-FB0 | 0.18 | 0.42 | 2.01 | 20.73 | 25.76 | - | <0.001 | 0.019 | 0 | 620 | 40 |
*FNW: ферритное число по Диаграмме WRC-1992
Очевидно, что сварочный металл без висмута обладает большей пластичностью при высоких температурах, чем сварочные металлы, содержащие висмут.
FCW для нержавеющей стали серии DW-H дают более низкое содержание ферритной фазы, чем обычные FCW для нержавеющей стали. Это происходит потому, что ферритная фаза в сварочном металле переходит в хрупкую сигма-фазу при высоких температурах, что приводит к снижению механических свойств сварочного металла. В качестве критерия содержания ферритного контента третье издание API PR582 указывает, что его следует поддерживать на уровне 9 FN (на основании WRC Диаграммы-1992) или менее, если сварочный металл подвергается воздействию температур выше 538 °C.
4-6. FCW для нержавеющей стали серии DW-XR с низкой эмиссией шестивалентного хрома Cr(VI)
Сварочный дым - это сложная смесь оксидов металлов, силикатов и фторидов, испускаемых парами металла во время сварки. При сварке нержавеющей стали дым содержит от 5 до 20% оксида хрома, часть которого присутствует в виде опасного соединения шестивалентного хрома Cr(VI). Содержание шестивалентного хрома Cr(VI) строго контролируется - такая тенденция наблюдается во всем мире.
FCW для нержавеющей стали серии DW-XR снижают содержание шестивалентного хрома Cr(VI) в сварочном дыме. FCW серии DW-XR для сварки нормальных и горизонтальных угловых швов, а также для позиционной сварки, разрабатывались для нержавеющей стали 308L, 316L и 309L. Предлагаемая линейка представлена в Таблице 9.
| Торговая марка | AWS A5.22 | Основные химические составы |
Применяемая позиция сварки |
|---|---|---|---|
| DW-308L-XR | E308LT0-1/4 | 20Cr-10Ni | Обычный и горизонтальный угловой шов |
| [P] DW-309L-XR | E309LT0-1/4 | 24Cr-13Ni | То же |
| [P] DW-316L-XR | E316LT0-1/4 | 18Cr-12Ni-2.3Mo | То же |
| [P] DW-308LP-XR | E308LT1-1/4 | 20Cr-10Ni | Все позиции |
| [P] DW-309LP-XR | E309LT1-1/4 | 24Cr-13Ni | То же |
| [P] DW-316LP-XR | E316LT1-1/4 | 18Cr-12Ni-2.3Mo | То же |
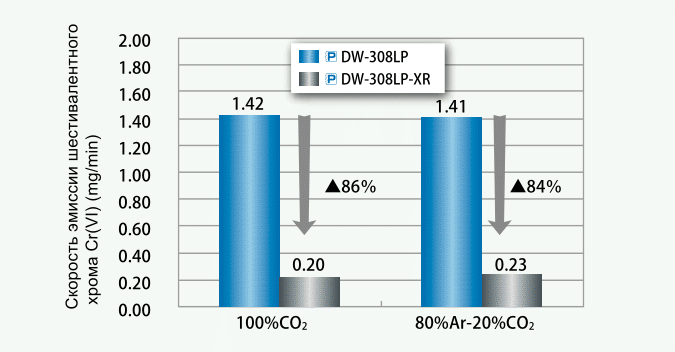
Иллюстрация 4: сравнение скорости эмиссии Cr(VI)
для [P] DW-308LP-XR и обычной [P] DW-308LP
На Иллюстрации 4 показано сравнение скорости эмиссии Cr(VI) для [P] DW-308LP-XR и обычной [P] DW-308LP, измеренной по стандартам ISO 15011-1 и ISO 16740.
I t показывает, что скорость эмиссии Cr(VI) у [P] DW-308LP-XR значительно сократилась до 1/6 показателя [P] DW-308LP.
4-7. FCW для нержавеющей стали серии DW-G для листового металла
FCW для нержавеющей стали серии DW-G позволяет вести стабильную сварку листового металла даже при низком сварочном токе. Хотя сварка листового металла требует применения обычной FCW или сплошной проволоки диаметром 0,9 mm (φ), в случае FCW серии DW-G может применяться диаметр 1,2 mm, что удобнее и дешевле. В Таблице 10 показана линейка FCW для нержавеющей стали серии DW-G.
| Торговая марка | AWS A5.22 | JIS Z 3323 | Основные химические составы |
Применяемая позиция сварки |
|---|---|---|---|---|
| [P] DW-G308L | E308LT0-1/4 | TS308L-FB0 | 20Cr-10Ni | Обычный и горизонтальный угловой шов |
| [P] DW-G309L | E309LT0-1/4 | TS309L-FB0 | 24Cr-13Ni | То же |
| [P] DW-G316L | E316LT0-1/4 | TS316L-FB0 | 19Cr-12Ni-2.3Mo | То же |
Соотношение между длиной катета и скоростью сварки в горизонтальных угловых швах показано на Иллюстрации 5. Иллюстрация 6 показывает оптимальный диапазон параметров сварки для FCW для нержавеющей стали серии DW-G (1,2 mmφ) в сравнении с обычными FCW (0,9 mmφ).
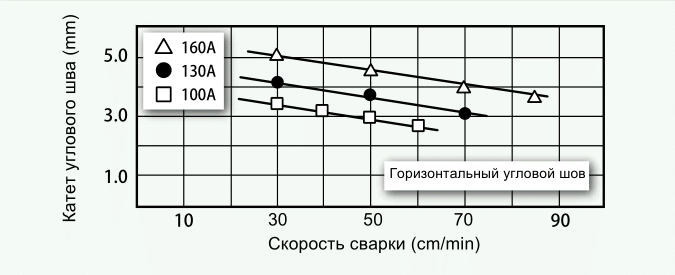
Иллюстрация 5: Соотношение между длиной катета и
скоростью сварки в горизонтальных угловых швах с
применением FCW для нержавеющей стали серии
DW-G (1,2 mmφ).
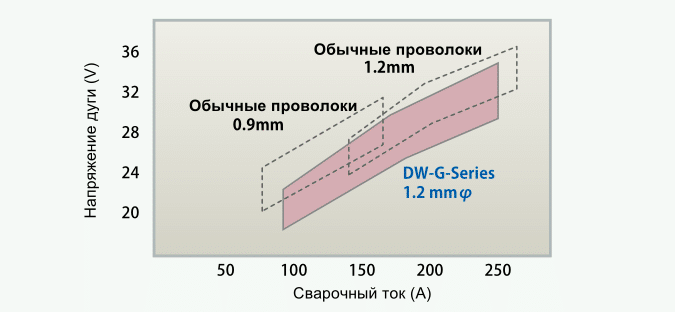
Иллюстрация 6: оптимальный диапазон параметров
для серии DW-G
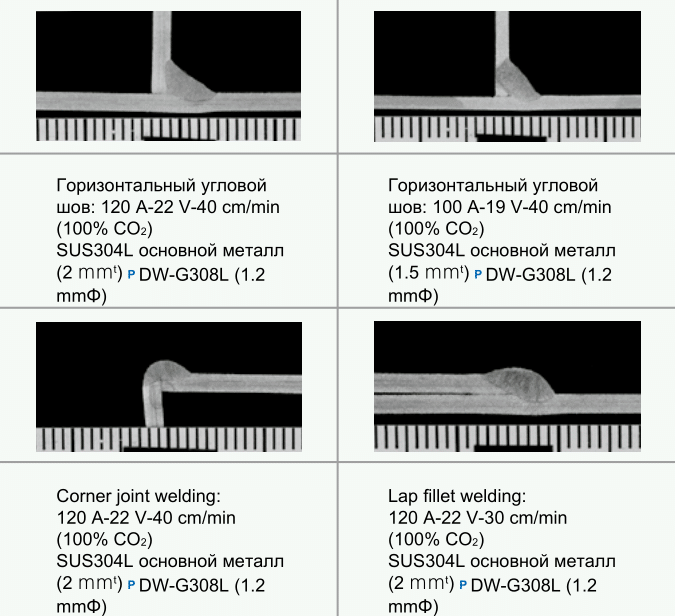
Иллюстрация 7: Применение для сварки листового
металла с [P] DW-G308L (1,2 mmφ)
Хотя FCW для нержавеющей стали серии DW-G доступны только в диаметре 1,2 mmφ, они позволяют вести сварку с низким током около 100A, а также меньшей длиной катета до примерно 3 mm. Сварка пластин толщиной 1,0-2,0 mm, которую сложно вести с обычными FCW или сплошными проволоками, стала возможной с FCW серии DW-G диаметром 1,2 mm, как показано на Иллюстрации 7.

Иллюстрация 8: Конец проволоки FCW серии DW-G
Еще одно преимущество DW-G заключается в их отличной способности возобновления дуги, что устраняет необходимость обрезать конец проволоки в процессе прерывистой или прихваточной сварки. Состояние конца проволоки показано на Иллюстрации 8.
4-8. FCW для сплавов на основе никеля серии DW-N
Обозначение N (никель) в названии серии DW-N означает сплавы на никелевой основе. FCW серии DW-N обладают такой же отличной пригодностью к эксплуатации, что и FCW для нержавеющей стали. При сварке с применением FCW серии DW-N рекомендуется избегать излишне высокого сварочного тока и скорости, а также использовать более широкие кромки. Типичные FCW серии DW-N показаны в Таблице 11.
| Торговая марка | AWS A5.34 | JIS Z 3335 | Основные химические составы |
Применяемая позиция сварки |
|---|---|---|---|---|
| [P] DW-N625 | ENiCrMo3T1-1/4 | TNi6625-PB1 | 63Ni-21Cr-9Mo-3.5Nb | Все позиции |
| [P] DW-N709SP | ENiMo13T1-1/4 | TNi1013-PB1 | 63Ni-7Cr-18Mo | То же |
5. FCW для нержавеющей стали металлического типа серии MX
Поскольку FCW для нержавеющей стали металлического типа серии MX обладают почти такой же эффективностью наплавки, что и сплошные проволоки, сварка более продуктивна с FCW серии MX, чем с флюсовыми FCW для нержавеющей стали. Типичные FCW серии MX показаны в Таблице 12.
| Торговая марка | AWS A5.22 | JIS Z 3323 | Основные химические составы |
Применяемая позиция сварки |
|---|---|---|---|---|
| [P] MX-A308L | EC308L | TS308L-MM0 | 20Cr-10Ni | Обычный и горизонтальный угловой шов |
| [P] MX-A309L | EC309L | TS309L-MM0 | 24Cr-13Ni | То же |
| [P] MX-A316L | EC316L | TS316L-MM0 | 19Cr-12Ni-2.3Mo | То же |
6. FCW для нержавеющей стали серии MM для сварки MIG со 100% защитным Ar
FCW для нержавеющей стали серии MM применяются исключительно для сварки MX-MIG со 100%-ным защитным Ar. Эти проволоки предлагаются для сварки углеродистой и нержавеющей стали.
Характеристики процесса MX-MIG для сварки нержавеющей стали:
(1) Применение чистого Ar в качестве защитного газа дает такое же содержание углерода в сварочном металле, что и сварка TIG.
(2) Может применяться для более широкого диапазона сварочного тока от примерно 150 A до 300 A.
(3) Малое разбрызгивание и образование сварочного дыма улучшает условия сварки.
(4) Сварочный металл с низким содержанием углерода обладает такой же высокой сопротивляемостью коррозии, что и сварочный металл TIG.
(5) Дает низкую скорость растворения даже при высоких значениях сварочного тока, таких как 300 A, почти равную показателю сварки с защитным CO2 при 150 A.
Типичные FCW для нержавеющей стали серии MM показаны в Таблице 13.
| Торговая марка | AWS A5.22 | JIS Z 3323 | Основные химические составы |
Применяемая позиция сварки |
|---|---|---|---|---|
| [P] MM-308L | E308LT0-G | TS308L-FG0 | 20Cr-10Ni | Обычный и горизонтальный угловой шов |
| [P] MM-309L | E309LT0-G | TS309L-FG0 | 24Cr-13Ni | То же |
| [P] MM-316L | E316LT0-G | TS316L-FG0 | 19Cr-12Ni-2.3Mo | То же |
7. Флюсовые присадочные прутки серии TG-X для проварки корня шва TIG
Проварка корня шва TIG на трубах из нержавеющей стали обычно требует защиты обратной стороны шва 100%-ным газом Ar для предотвращения окисления подварочного шва. Однако это требует больших затрат времени, а стоимость защитного газа Ar крайне высока.
Флюсовые присадочные прутки серии TG-X- для проварки корня шва - это сварочные материалы TIG с флюсом (как и обычные FCW). Они не требуют защиты газом подварочного шва, так как его защищает шлак, образующийся во время сварки. Еще одно преимущество присадочных прутков TG-X заключается в том, что отсутствие необходимости защиты газом обратной стороны шва позволяет сварщикам работать внутри труб без риска асфиксии.
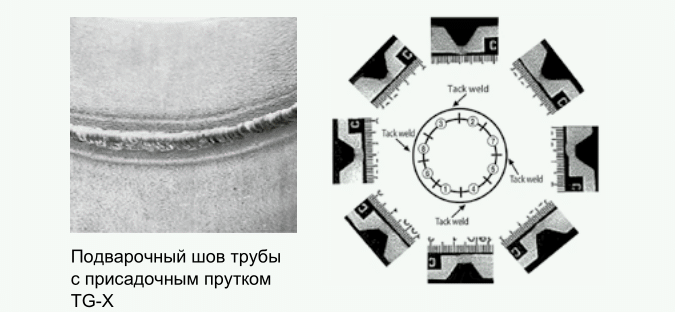
Иллюстрация 9: Внешний вид и макроструктура
подварочных швов [P] TG-X308L при проварке
корня шва труб
Линейка присадочных прутков серии TG-X показана в Таблице 14, а внешний вид и макроструктура подварочных швов TG-X308L при проварке корня шва труб представлены на Иллюстрации 9.
| Торговая марка | AWS A5.22 | JIS Z 3323 | Основные химические составы |
Применяемая позиция сварки |
|---|---|---|---|---|
| [P] TG-X308L | R308LT1-5 | TS308L-RI | 20Cr-10Ni | Все позиции |
| [P] TG-X309L | R309LT1-5 | TS309L-RI | 24Cr-13Ni | То же |
| [P] TG-X316L | R316LT1-5 | TS316L-RI | 19Cr-12Ni-2.3Mo | То же |
| [P] TG-X347 | R347T1-5 | TS347-RI | 19Cr-10Ni-0.6Nb | То же |
Скорость ручной подачи присадочных прутков TG-X немного отличается от скорости подачи обычных присадочных прутков для TIG. Чтобы обеспечить стабильное расплавление оптимального количества, подача присадочного прутка TG-X должна выполняться небольшими порциями в быстром темпе. Поскольку эти прутки разработаны исключительно для проварки корня шва, использование их для второго и последующих проходов не рекомендуется, так как это может вызвать шлаковые включения.
8. Схематическая диаграмма FCW для нержавеющей стали серии DW
Схематическая диаграмма FCW для нержавеющей стали серии DW показана на Иллюстрации 10.
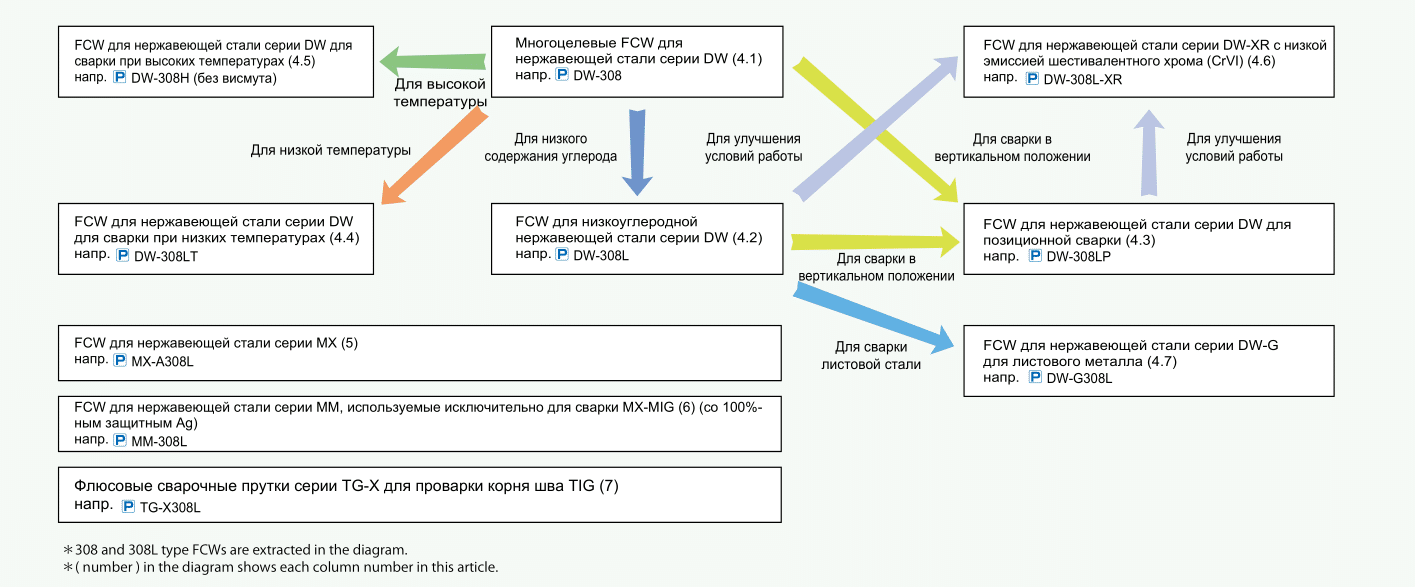
Иллюстрация 8: Конец проволоки FCW серии DW-G
9.Postscript
Как изложено в этом выпуске, KOBE STEEL, LTD. разработала разные типы FCW для сварки нержавеющей стали, отвечая на запросы клиентов.
В случае затруднений с выбором и использованием оптимальных сварочных материалов для нержавеющей стали свяжитесь с ближайшим отделением или представителем KOBELCO.
Изложение
Han Peng,
Инженер-исследователь,
Отдел сварочных систем, Технологический центр, Подразделение сварки
KOBE STEEL, LTD.
1. KOBELCO WELDING TODAY 2016, Special Edition
2. KOBELCO WELDING TODAY, Vol. 16; No. 3, 2013
3. Research and Development, KOBE STEEL ENGINEERING REPORTS, Vol. 54, No. 2 (April 2004)
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




