

- ГЛАВНАЯ >
- ТОВАРЫ >
- Выделение продукта >
- TRUSTARC™ DW-A62LSR (A5.29 E91T1-GM) повышает ударную вязкость сварочного металла высокопрочной легированной стали HSLA после PWHT - послесварочной термообработки.
Products Spotlight
TRUSTARC™ DW-A62LSR (A5.29 E91T1-GM) повышает ударную вязкость сварочного металла высокопрочной легированной стали HSLA после PWHT - послесварочной термообработки.
При стооружении таких конструкций, как сферические резервуары и емкости высокого давления, сварные швы подвергаются послесварочной термообработке (PWHT) для уменьшения остаточных напряжений, созданных сваркой, и для повышения изломостойкости и усталостных свойств соединений. Спрос на энергию в последнее время растет, что ведет к увеличению размера таких конструкций и эксплуатации при еще более высоком давлении, поэтому в них применяются материалы повышенной прочности. В свете этой тенденции была разработана рутиловая порошковая сварочная проволока DW-A62LSR (FCW) для сварки сталей марки HT610 и выше, отвечающая следующим требованиям:
После сварки: TS≧621MPa (90ksi), vE≧27J при -60℃
PWHT: TS≧586MPa (85ksi), vE≧27J при -40℃
В Таблице 1 представлены типичные химические составы наплавленного металла при сварке с [T]DW-A62LSR.
| C | Si | Mn | P | S | Ni | другие |
|---|---|---|---|---|---|---|
| 0.05 | 1.14 | 1.29 | 0.007 | 0.008 | 2.59 | Mo, Ti, B |
На Иллюстрациях 1 и 2 показано соотношение между условиями PWHT и механическими характеристиками наплавленного металла.
![Иллюстрация 1: Соотношение между ударной прочностью и параметром твердости Ларсона-Миллера (LMTP)LMTP=T(20+log t).(T: Температура [K]; t: время выдержки [в часах])](../../images/products/product-spotlight/spotlight07_01.png)
Иллюстрация 1: Соотношение между ударной
прочностью и параметром твердости
Ларсона-Миллера (LMTP)
LMTP=T(20+log t).
(T: Температура [K]; t: время выдержки [в часах])
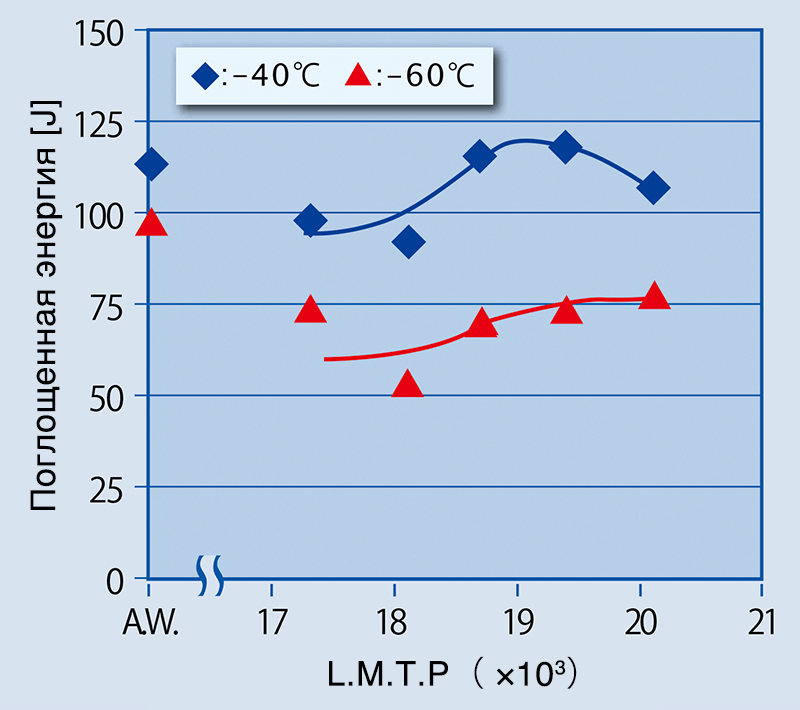
Иллюстрация 2: Соотношение поглощенной энергии
и LMTP
Было изучено воздействие погонной энергии (скорость остывания при 540℃ [℃/sec], рассчитанная по уравнению Розенталя) на ударную прочность и поглощенную энергию наплавленного металла в условиях после сварки и PWHT, результаты представлены в Таблицах 3 и 4 соответственно.
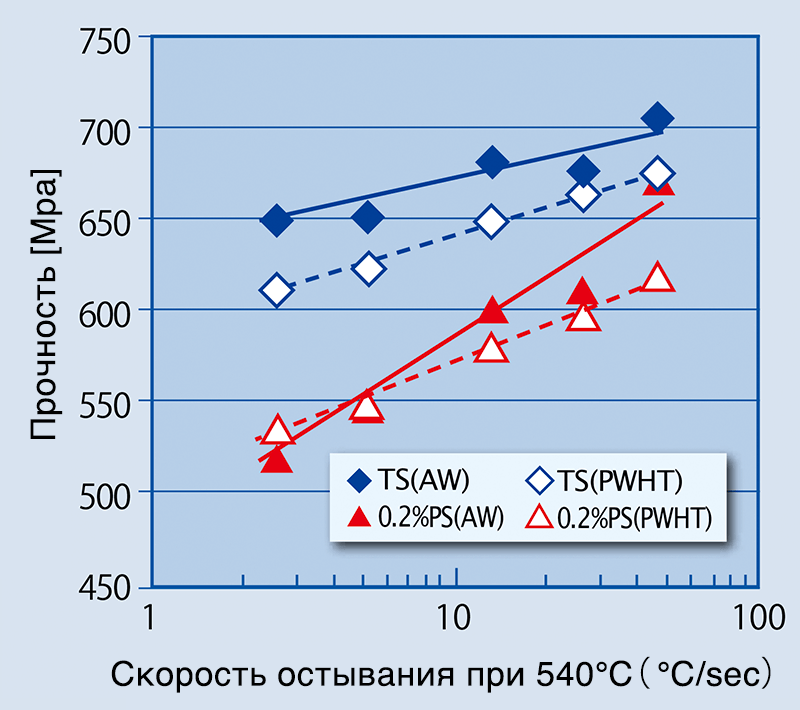
Иллюстрация 3: Соотношение прочности на растяжение
и скорости остывания при 540℃ в условиях после
сварки и PWHT (620℃x 8 часов; LMTP=18,7x103)
Сплошная линия: после сварки;
Пунктирная линия: PWHT
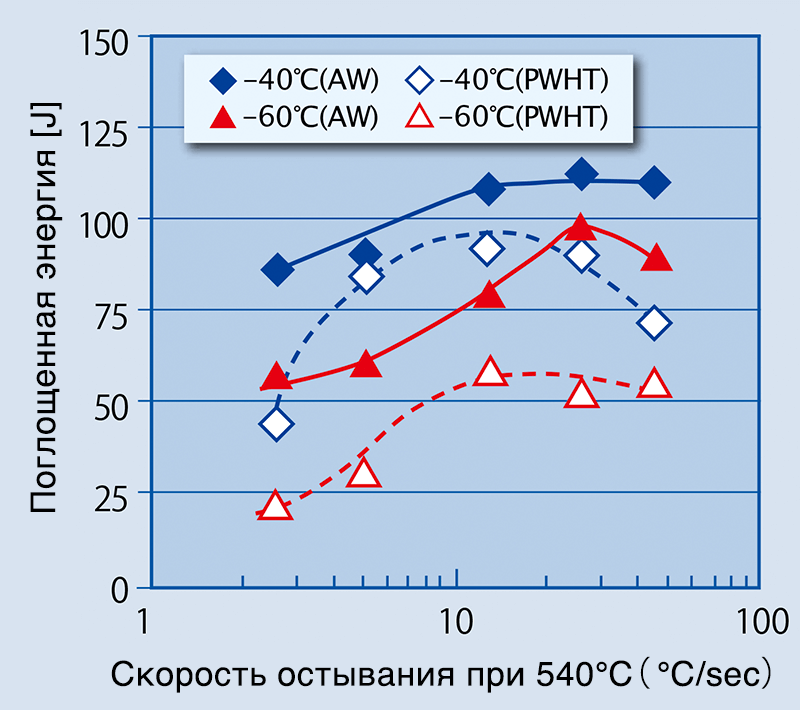
Иллюстрация 4: Соотношение поглощенной энергии
и скорости остывания при 540℃ в условиях после
сварки и PWHT (620℃ x 8 часов; LMTP=18,7x103)
Сплошная линия: после сварки;
Пунктирная линия: PWHT
Тестовая сварка стыкового соединения проведена в условиях, представленных в Таблице 2.
| Сварочная проволока | DW-A62LSR (1.2mmΦ) |
|---|---|
| Основной металл | Сталь марки TS610MPa (толщина 60 mm) |
| Измерения кромок |
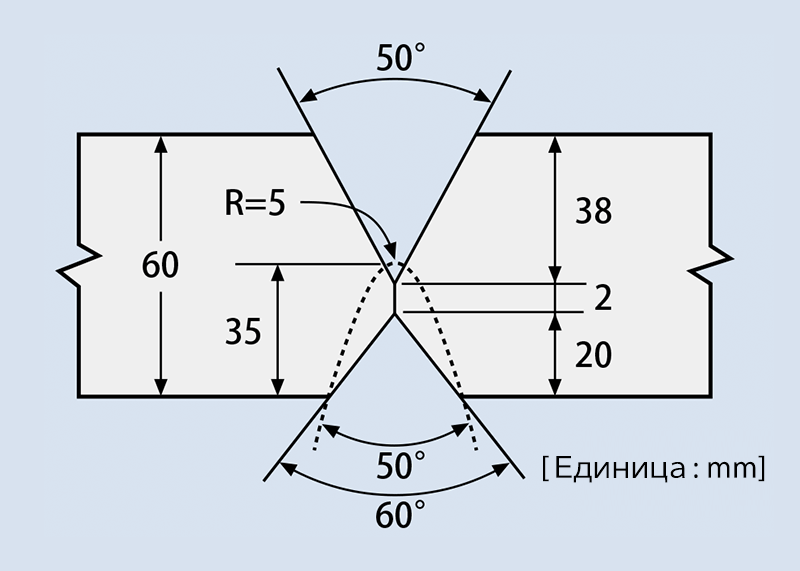
|
| Позиция сварки и параметры (погонная энергия) |
(1) Нижняя (1G): 270A-28V (1,2 kJ/mm) (2) Горизонтальная (2G): 260A-28V (0,8 kJ/mm) (3) Вертикальная вверх (3G): 220A-24V (2,4 kJ/mm) |
| PWHT | После сварки при 620℃x 8 часов (LMTP18,7x103) |
| Температура предварительного нагрева и температура между проходами |
90-110℃ и 140-160℃ |
| Защитный газ | 80%Ar-20%CO2; 25 liter/min |
На Иллюстрации 5 показаны макроструктуры сварных соединений в позициях 1G, 2G и 3G. Механические характеристики по результатам тестирования в условиях после сварки и PWHT показаны в Таблице 3.
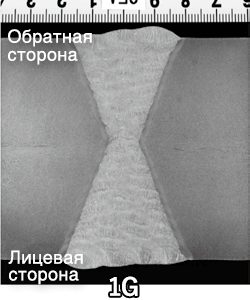
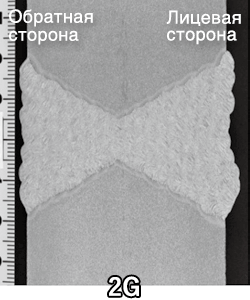
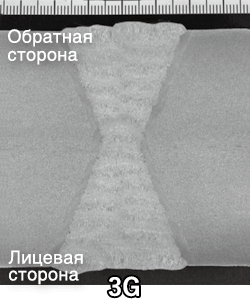
Иллюстрация 5: Макроструктура сварных соединений (позиции 1G, 2G и 3G слева направо)
| Позиция | Условия PWHT |
Прочность на растяжение |
Ударная вязкость | |||
|---|---|---|---|---|---|---|
| 0.2%PS [MPa] |
TS [MPa] |
El [%] |
Поглощенная энергия [J] |
|||
| -60℃ | -40℃ | |||||
| 1G | AW *1 | 713 | 748 | 22 | 67 | 81 |
| PWHT *2 | 627 | 692 | 22 | 41 | 61 | |
| 2G | AW *1 | 722 | 752 | 22 | 81 | 91 |
| PWHT *2 | 678 | 721 | 27 | 47 | 62 | |
| 3G | AW *1 | 640 | 706 | 24 | 61 | 90 |
| PWHT *2 | 619 | 686 | 28 | 31 | 64 | |
*1 AW: после сварки *2 PWHT: 620℃ x 8 часов
ТОВАРЫ
- Основные товары
- Сварочные материалы
- Система дуговой сварки
- промышленность - Рекомендуемые материалы
- Cварка руководство Быстрый просмотр
- Обзор продукции и основные товары
- для жаропрочной стали
- для нержавеющая сталь
- Для низких температур
- Выделение продукта
- Каталоги
- Технические новинки
- Сертификация
- SDS ※English Only
- ARCMAN
- Сварочный робот
- Программное обеспечение




