

- Home >
- Education Center >
- Fundamentals of CO2 Arc Welding >
- Fundamentals of MAG Welding (CO2 Arc Welding) >
Fundamentals of MAG Welding (CO2 Arc Welding)
1. CO2 Arc Welding
In CO2 arc welding, the welding wire wound in coil is fed into the welding torch by the feeding motor automatically. The welding wire that is electrified through the contact tip becomes the electrode to strike an arc between itself and the base metal. The arc heat melts the wire and the base metal to join two pieces of base metal. In this case, in order that the weld metal will not be affected by oxygen and nitrogen in the atmosphere, CO2 gas is supplied from the nozzle of the welding torch to shield the weld pool. Its schematic is shown below.
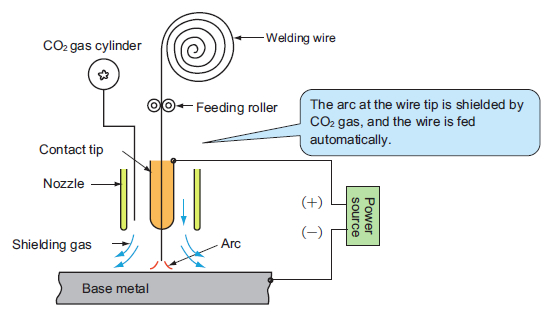
Fig. 1 Schematic diagram of semiautomatic CO2 arc welding
2. Principles
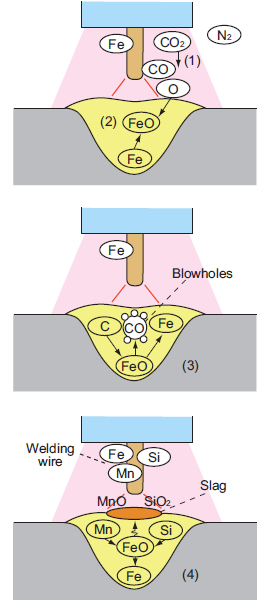
Iron becomes brittle when it combines with nitrogen that exists much in the atmosphere. CO2 gas, therefore, is often used to shield the weld pool from the atmosphere. CO2 gas can be decomposed by the ultra−high temperature arc heat into CO and O near the arc.
![]()
The decomposed O combines with molten iron to form FeO.
![]()
Sequentially, C that is contained in steel is easier to combine with O than Fe deprives O from FeO to generate CO gas, which is apt to left in the weld metal to form blowholes. A weld metal that contains blowholes cannot be deemed to be sound.
![]()
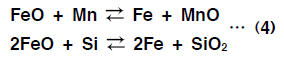
To improve the soundness, a welding wire that contains Si and Mn that have stronger affinity with O is used ; in this case, O in FeO combines not with C but with Si and Mn and floats up on the surface of the weld pool to form slag of SiO2 and MnO. Though slag is formed, the weld metal becomes sound without blowholes.
Besides Si and Mn that prevent blowholes, various other chemical elements are added to the welding wire in order to let the weld metal possess required strength, impact toughness, corrosion resistance and other properties.
3. Features
As compared with shielded metal arc welding, CO2 arc welding has the following advantages and disadvantages.
(1) Advantages
- ①
- As the diameter of the wire is small, the welding current density is high and thus the deposition rate is big.
- ②
- Good concentration of the arc realizes deep penetration.
- ③
- The deposition efficiency is high and formation of slag is little, which makes it unnecessary to remove slag after each pass.
- ④
- The arc generation rate is high, thereby lowering the welding cost and making the process to be more economical.
- ⑤
- Hydrogen in the weld metal is low, which contributes to good crack resistance and mechanical properties.
(2) Disadvantages
- ①
- Windbreak screen is needed against high wind at a velocity of 2m/sec. or higher.
- ②
- Even if a long conduit cable is used, welder’s movable area is limited.
- ③
- The price of the power source is high.

If you compare such advantages and disadvantages with those of the shielded metal arc welding process, it is evident that CO2 arc welding offers higher efficiency, lower welding costs and better economy. Such advantageous effects can be maximized in automatic welding, particularly in robotic welding.
Education Center




