

- Home >
- Education Center >
- The ABC’s of Arc Welding >
- Preheating and Postheating:The Purposes and Procedures >
The ABC’s of Arc Welding
Preheating and Postheating:The Purposes and Procedures
Preheating can be defined as the application of heat to the base metal or substrate before welding. Gas torches, electric heaters, or infra-red radiant pane heaters can all be used to apply preheat, which decreases the weld cooling speed and thereby prevents cold cracking in welds. Figure 1 shows how an increase of preheating temperature affects the cooling rate of welds. For example, where heat input is constant (e.g., 20 kJ/cm), a 50-degree-C preheat results in an approximate cooling rate of 17°C/sec, while a preheat of 250°C decreases the cooling rate to approximately 3°C/sec. Decreasing the cooling rates prevents the formation of brittle weld structures, and removes diffusible hydrogen, which in turn prevents the occurrence of cold cracking in welds.
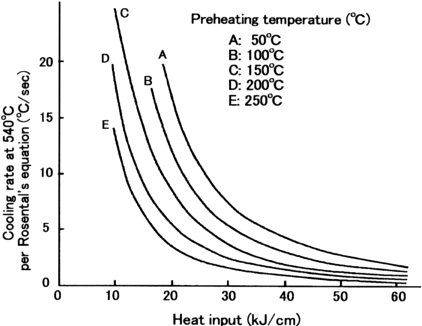
Figure 1. The effect of preheat on the cooling rate of welds as a function of heat input (Plate thickness: 19 mm)
Figure 2 shows the preheat temperature dependence on cold cracking in 780 MPa high tensile strength steel welds. As the preheat temperature increases the crack ratio decreases.
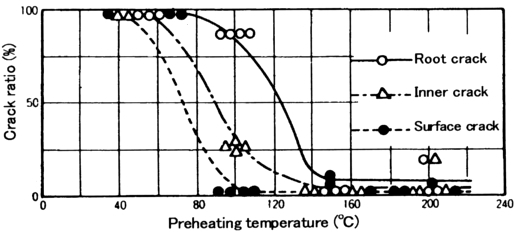
Figure 2. y-groove weld cracking test results of 780 MPa high tensile strength steel welds
Postheating can be defined as the application of heat to an assembly after welding. Postheating includes postweld heat treatment (PWHT), immediate postweld
heating (IPWH), normalizing, quenching, and tempering (aging). The main purposes of these operations in welding fabrication are as follows:
■ PWHT: relieves residual stresses
■ IPWH: relieves diffusible hydrogen
■ Normalizing: refines microstructures deformed by hot forming (e.g., applied on the end plate of vessels)
■ Quenching: hardens welds by rapid cooling, using water, air, or mist (e.g., applied on surfaced shafts)
■ Tempering (Aging): stabilizes microstructures after quenching or welding
Among these heating or heat treatments, PWHT and IPWH are the most common procedures used in welding. The others are used for limited applications in some welding fabrication fields. The purposes and procedures of PWHT are detailed in Kobelco Welding Today, Vol. 4, No. 2, April 2001. IPWH is usually carried out with gas torches, on welds right after welding is finished, while the weld still maintains the preheat temperature, by using comparatively lower temperatures and shorter heating times (250-350°C x 0.5-1h), prior to PWHT. IPWH decreases diffusible hydrogen to an adequate level (though higher than with PWHT as shown in Fig. 3) to prevent cold cracking.
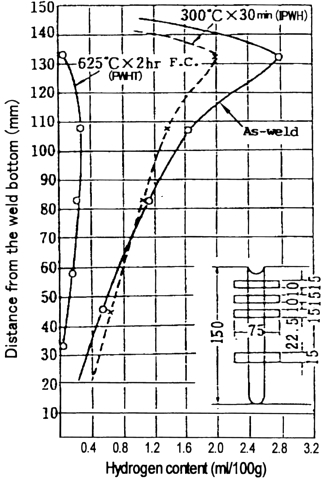
Figure 3. Effects of intermediate postweld heating and postweld heat treatment on removal of diffusible hydrogen from 2.25Cr-1Mo weld metals (Preheat and Interpass temperature: 200°C)
Education Center




