

- ГЛАВНАЯ >
- ЦЕНТР ОБРАЗОВАНИЯ >
- Основные принципы Дуговая сварка в среде CO2 >
- Ползучесть и разрыв при ползучести >
Основные принципы сварки MAG - дуговой сварки плавящимся электродом в газовой среде (Дуговая сварка в среде CO2)
7. Скорость потока защитного газа и величина зазора между соплом
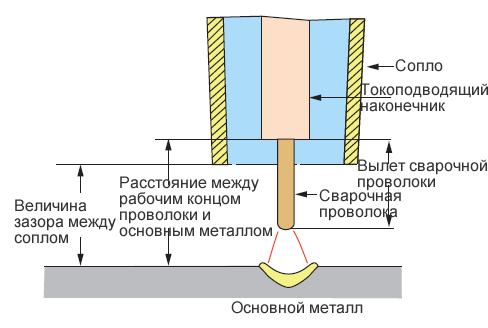
Скорость потока защитного газа и величина зазора между соплом значительно влияют на появление таких дефектов как трубные поры и свищи.
Поэтому скорость потока защитного газа и величину зазора между соплом необходимо определять с учетом условий сварки. Соотношения между скоростью потока защитного газа и образованием свищей, а также величиной зазора между соплом и образованием свищей показаны в приведенных ниже таблицах. В последней таблице приведены соответствующие скорости потока защитного газа и величины зазора между соплом.
| Величина зазора между соплом (мм) |
Скорость потока защитного газа (л/мин) |
Внешний вид валика сварного шва | Результаты рентгеновского тестирования |
|---|---|---|---|
| 20 | 25 | ||
| 20 | |||
| 15 | |||
| 10 | |||
| 5 |
| Величина зазора между соплом (мм) |
Скорость потока защитного газа (л/мин) |
Внешний вид валика сварного шва | Результаты рентгеновского тестирования |
|---|---|---|---|
| 10 | 20 | ||
| 20 | |||
| 30 | |||
| 40 | |||
| 50 |
| Диаметр сварочной проволоки (мм) |
Сила сварочного тока (А) |
Величина зазора между соплом (мм) |
Скорость потока защитного газа (л/мин) |
|---|---|---|---|
| 1.2 | 100 | 10~15 | 15~20 |
| 200 | 15~20 | 20~25 | |
| 300 | 20~25 | ||
| 1.6 | 300 | 20~25 | 20~25 |
| 350 | |||
| 400 |
8. Вылет проволоки
Вылет проволоки оказывает большое влияние на внешний вид сварного валика, глубину проплавления, а также стабильность и эффективность дуги. Если он слишком короткий, больше капель разбрызгивания оседает на внутренней стороне сопла и нарушает ровный поток защитного газа. В таблице показано влияние вылета проволоки на разные аспекты сварки, а на Иллюстрации 2-5 представлен подходящий вылет проволоки для соответствующих величин силы сварочного тока.
| Аспекты сварки |
Влияние |
|---|---|
| Скорость расплавления проволоки | При постоянном сварочном токе, чем больше вылет проволоки, тем больше скорость расплавления. |
| Стабильность сварочной дуги | При слишком большом вылете проволоки дуга становится нестабильной, а разбрызгивание увеличивается. |
| Проплавление | При слишком большом вылете проволоки проплавление становится неглубоким. |
| Пористость | При слишком большом вылете проволоки зазор между соплом увеличивается, а значит, эффект защитного газа снижается, что повышает вероятность появления пористости. |
| Другое | При слишком малом вылете проволоки сопло скрывает из вида сварочную кромку и сварочную ванну. Разбрызгивание в значительной мере оседает на внутренней поверхности сопла, тем самым снижая эффект защитного газа. Кроме того, токоподводящий наконечник и сопло получают значительные повреждения. |
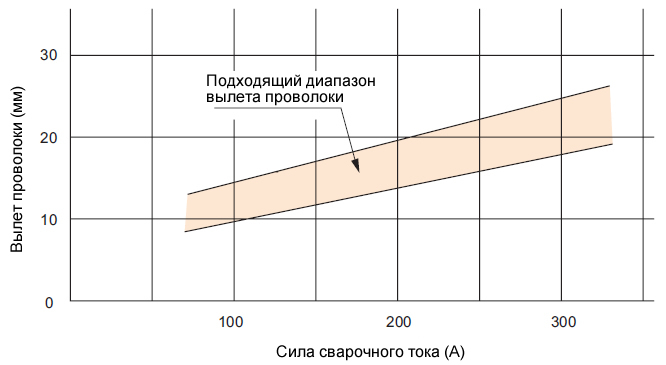
Иллюстрация 5. Соответствие вылета проволоки и силы сварочного тока
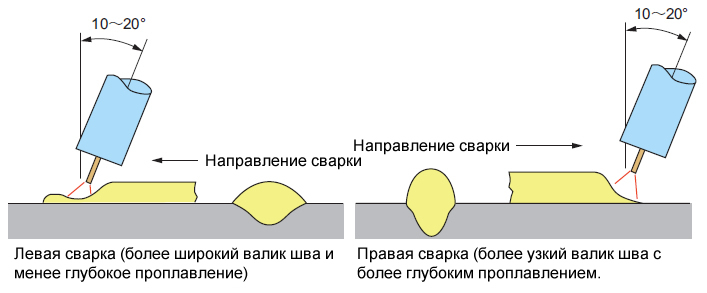
9. Левая сварка и правая сварка
При дуговой сварке в среде СО2 горелка может управляться по принципу левой сварки или правой сварки. У каждой технологии есть свои отличительные особенности, следовательно, необходимо выбрать подходящую технологию в зависимости от области применения сварки.
Левая сварки применяется во многих случаях. При этом правая сварка больше подходит для выполнения V-образных швов с высоким сварочным током.
・Левая сварка и правая сварка
Характеристики левой сварки :
- ①
- Легко направлять сварочную проволоку на линию сварки.
- ②
- Плоский валик шва с низким усилением.
- ③
- Корневой проход с постоянным сквозным проплавлением.
- ④
- Относительно крупные частицы разбрызгивания, вылетающие вперед.
- ⑤
- Неглубокое проплавление в связи с перетеканием расплавленного металла вперед.
Характеристики правой сварки :
- ①
- Плохо видна линия сварки, которую скрывает сопло.
- ②
- Узкий сварной валик с большим усилением.
- ③
- Сложно добиться постоянного сквозного проплавления в корневом проходе.
- ④
- Малое разбрызгивание
- ⑤
- Глубокое проплавление благодаря тому, что ванна расплавленного металла формируется в заднем направлении.
- ⑥
- Легко контролировать ширину шва и его усиление благодаря тому, что форма шва хорошо видна.
| Применение | Левая сварка |
Правая сварка |
Причины |
|---|---|---|---|
| Тонкая пластина, сварка в нижнем положении | ○ | × | Хорошо видна сварочная кромка. Неглубокое проплавление и плоский валик шва. |
| Средняя/толстая пластина, сварка в нижнем положении | ○ | ◎ | Более глубокое проплавление, более широкая применимость и меньшее число проходов при правой сварке. |
| Горизонтальный угловой шов (однопроходная сварка) |
○ | × | Плоский валик шва |
| Горизонтальный угловой шов (многопроходная сварка) |
○ | ○ | Правая сварка подходит для заполнения проходов, а левая сварка - для покрытия шва. |
ЦЕНТР ОБРАЗОВАНИЯ




