

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- El ABC de la soldadura por arco >
- Como la temperatura de interpasse afecta la calidad de las soldaduras. >
El ABC de la soldadura por arco
Como la temperatura de interpasse afecta la calidad de las soldaduras.
La temperatura de interpasse en una soldadura de pase múltiple, es la temperatura de la soldadura entre los pases del trabajo soldado. Los objetivos de controlar la temperatura de interpasse son:
(1) Para minimizar el riesgo de rajaduras de hidrógeno por carbón, carbón manganeso, y aceros de aleación de ferrita, en las cuales la temperatura mínima de interpasse es especificada para ser la misma como la temperatura de precalentamiento mínima.
(2) Para evitar el deterioro de las propiedades mecánicas por carbón, carbón de manganeso y aceros de aleación de ferrita, en las cuales la temperatura máxima de interpasse es especificada.
(3) Para minimizar el riesgo de solidificación o rajadura de licuación por acero inoxidable austenítico, níquel y aleaciones de níquel, aluminio y aleaciones de aluminio en las que la temperatura de interpasse máximo es especificado.
(4) Para mantener un buen humedecimiento del tanque de material derretido sobre la base metálica para cobre y aleaciones de cobre en las que la temperatura de interpasse mínimo es especificada para ser la misma que la temperatura de precalentamiento mínimo.
El uso de alta temperatura de precalentamiento incrementa los costos de soldadura debido al uso incrementado de energía para el calentamiento del trabajo, y así la gente la ha minimizado usando materiales avanzados de soldadura que resultan en mejor soldabilidad. En contraste a esto, la temperatura de interpase es apta para ser incrementada y poder llenar las ranuras de soldadura tan rápido como sea posible para una mejor eficiencia de soldadura, y así reducir los costos de soldadura. Por otro lado, las propiedades mecánicas (como para los aceros ferriticos) y resistencia a las rajaduras (para los aceros austeníticos) se deterioran con temperaturas de interpasse altas y en retorno tasas de enfriamiento bajas. Es por eso una temperatura máxima de interpasse frecuentemente se vuelve un problema.
La figura N° 1 muestra los resultados de 490 metales de soldadura de clase MPa usando cables sólidos en propiedades mecánicas como una función de temperatura de interpasse (fuente de los datos: Ingeniería de la construcción con acero. Vol. 7, Nº 26, Junio 2000). Es obvio en esta figura que la fuerza de tensión 0.2% liberan y energía de impacto de los metales de soldadura se reducen con temperaturas de interpasse altas. Por lo tanto, la temperatura de interpasse debe ser restringida para asegurar las propiedades mecánicas requeridas. La figura sugiere que una temperatura máxima de interpasse debería ser de 250 C para asegurar la fuerza de tensión de 490 MPa.
La temperatura máxima interpasse de 150ºC para acero inoxidable austenítico y aleaciones a base de níquel, y 70ºC para aleaciones de aluminio es generalmente necesario para prevenir rajaduras por el calor.
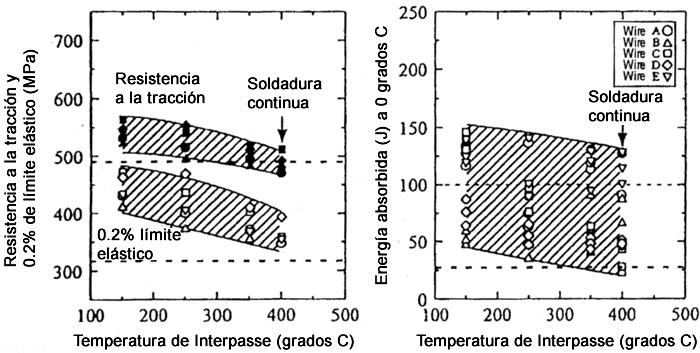
La figura N° 1, Efecto del interpasse.La temperatura sobre las propiedades mecánicas de soldaduras metálicas de clase GMAW 490 MPa usando diferentes marcas de cables sólidos (inyección de calor: 40 Kj/cm)
CENTRO EDUCACIONAL




