

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Segmentos Industriales - Materiales Recomendados >
Segmentos Industriales - Materiales Recomendados
- Recipiente de Presión
- Estructuras en
alta mar - Tanques de
almacenaje de GNL - Construcción
de barcos - Automóvil
- Puentes
- Construir Estructuras
Recipiente de Presión

Acero resistente al calor, que contiene Cromo (Cr) y Molibdeno (Mo) que es usado con el fin de garantizar la resistencia y tenacidad de los recipientes de presión en la síntesis de varios productos químicos en alta temperatura, proporcionar un entorno de alta presión, generación de energía, etc. La misma composición es requerida en materiales para soldadura, y hemos desarrollado varios de esos materiales para cubrir las características de cada material de acero y la demanda.
Consumibles de Soldadura para Recipiente de Presión
| Tipo de Acero | Método de Soldadura |
Consumibles de Soldadura |
ASME/AWS | Polaridad | Tamaño de grano de flujo(malla) diámetro(mmø) |
|---|---|---|---|---|---|
| 1.25Cr-0.5Mo steel ASTM A387 Gr.11 Cl.1 & Cl.2 |
SAW (Flux/Wire) |
PF-200/US-511N | SFA/A 5.23 F8P2-EG-B2 |
AC | Flux:10×48 3.2, 4.0 |
| SMAW | CM-A96MB | SFA/A 5.5 E8016-B2 |
AC | 2.6, 3.2 4.0, 5.0 |
|
| GTAW | TG-S1CM | SFA/A 5.28 ER80S-G |
DCEN | 1.2, 1.6 2.0, 2.4 |
|
| 2.25Cr-1Mo steel ASTM A387 Gr.22 Cl.1 & Cl.2 |
SAW (Flux/Wire) |
PF-200/US-521S | SFA/A 5.23 F9P2-EG-B3 |
AC | Flux:10×48 3.2, 4.0 |
| SMAW | CM-A106N | SFA/A 5.5 E9016-B3 |
AC | 2.6, 3.2 4.0, 5.0 |
|
| GTAW | TG-S2CM | SFA/A 5.28 ER90S-G |
DCEN | 1.2, 1.6 2.0, 2.4 |
|
| 2.25Cr-1Mo-V steel ASTM A387 Gr_22V |
SAW (Flux/Wire) |
PF-500/US-521H | SFA/A 5.23 F9P2-EG-G | AC | Flux:10×48 3.2, 4.0 |
| SMAW | CM-A106H | SFA/A 5.5 E9016-G | AC | 3.2, 4.0 5.0 |
|
| GTAW | TG-S2CMH | SFA/A 5.28 ER90S-G | DCEN | 1.2, 1.6 2.0, 2.4 |
| Consumibles de Soldadura | C | Si | Mn | P | S | Cr | Mo | Nb | V |
|---|---|---|---|---|---|---|---|---|---|
| PF-200/US-511N | 0.09 | 0.10 | 0.74 | 0.006 | 0.005 | 1.43 | 0.54 | ― | ― |
| CM-A96MB | 0.06 | 0.51 | 0.74 | 0.007 | 0.003 | 1.30 | 0.54 | ― | ― |
| TG-S1CM | 0.06 | 0.45 | 0.98 | 0.007 | 0.006 | 1.22 | 0.54 | ― | ― |
| PF-200/US-521S | 0.11 | 0.10 | 0.85 | 0.006 | 0.005 | 2.34 | 1.04 | ― | ― |
| CM-A106N | 0.11 | 0.33 | 0.81 | 0.005 | 0.002 | 2.28 | 0.98 | ― | ― |
| TG-S2CM | 0.09 | 0.32 | 0.71 | 0.007 | 0.006 | 2.26 | 1.04 | ― | ― |
| PF-500/US-521H | 0.08 | 0.13 | 1.16 | 0.004 | 0.004 | 2.53 | 1.03 | 0.015 | 0.35 |
| CM-A106H | 0.08 | 0.31 | 1.18 | 0.004 | 0.002 | 2.42 | 1.01 | 0.017 | 0.29 |
| TG-S2CMH | 0.10 | 0.14 | 0.42 | 0.005 | 0.006 | 2.30 | 1.04 | 0.034 | 0.28 |
| Consumibles de Soldadura | PWHT | 0.2%Y.S. MPa |
T.S. MPa |
El. % |
vE J |
|---|---|---|---|---|---|
| PF-200/US-511N | 690 ℃×4hr | 480 | 605 | 29 | 120(-18℃) |
| CM-A96MB | 690 ℃×1hr | 490 | 590 | 30 | 180(-18℃) |
| TG-S1CM | 690 ℃×1hr | 540 | 630 | 28 | 270(0℃) |
| PF-200/US-521S | 690 ℃×8hr | 470 | 610 | 27 | 150(-29℃) |
| CM-A106N | 690 ℃×8hr | 510 | 650 | 28 | 125(-40℃) |
| TG-S2CM | 690 ℃×1hr | 610 | 720 | 28 | 250(0℃) |
| PF-500/US-521H | 705 ℃×7hr | 620 | 710 | 26 | 120(-18℃) |
| CM-A106H | 705 ℃×7hr | 610 | 710 | 23 | 150(-18℃) |
| TG-S2CMH | 705℃×7hr | 623 | 718 | 22 | 240(-18℃) |
Haga clic para el detalle de estos productos. (Solo en inglés)
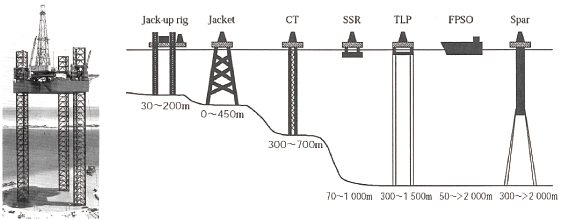
Estructuras en alta mar


Diversas estructuras marinas están construidas en campos petrolíferos submarinos para que se adecuen al medio ambiente y la profundidad del proyecto desarrollado. Es necesaria una resistencia y tenacidad adecuada al ambiente oceánico. Además de una alta resistencia y excelente tenacidad frente a las bajas temperaturas son requeridas en el acero de la estructura y los materiales de soldadura usados.
Tipos de estructuras de mar adentro y su desempeño en la profundidad del agua
Consumibles de Soldadura para estructuras de mar adentro
| Resistencia a la tensión (MPa) | ≧490 | ≧520 | ≧550 | ≧610 | ≧670 | ≧770 | |
|---|---|---|---|---|---|---|---|
| Resistencia elástica (MPa) | ≧350 | ≧400 | ≧420 | ≧500 | ≧550 | ≧690 | |
| Energía absorbida (J) | ≧35 | ≧40 | ≧42 | ≧50 | ≧55 | ≧69 | |
| Temperatura de servicio (℃) |
-20 | LB-52 (AC/DCEP) [AW/SR] LB-52A (AC/DCEP) [AW/SR] LB-52-18 (AC/DCEP) [AW] |
LB-57 (AC/DCEP) [AW/SR※] |
LB-62UL (AC/DCEP) [AW/SR] LB-62 (AC/DCEP) [AW/SR] LB-62U (AC/DCEP) [AW/SR] |
LB-106 (AC/DCEP) [AW] |
LB-116 (AC/DCEP) [AW] LB-80UL (AC) [AW] |
|
| -40 | LB-7018-1 (DCEP) [AW] LB-52U (AC/DCEP) [AW/SR※] |
NB-1SJ (AC/DCEP) [AW/SR] LB-52NS (AC) [AW] |
NB-1SJ (AC) [AW/SR] LB-62L (AC/DCEP) [AW/SR] |
LB-62L (AC) [AW/SR] LB-65L (DCEP) [AW/SR] LB-67L (DCEP) [AW/SR] |
LB-70L (DCEP) [AW] |
LB-88LT (AC) [AW] LB-80L (DCEP) [AW] |
|
| -60 | NB-1SJ (AC/DCEP) [AW/SR] LB-52NS (AC/DCEP) [AW/SR] |
LB-Y75 (AC) [AW] |
|||||
※ SR:Solamente CA
| Resistencia a la tensión (MPa) | ≧490 | ≧520 | ≧550 | ≧610 | ≧670 | ≧770 | |
|---|---|---|---|---|---|---|---|
| Resistencia elástica (MPa) | ≧350 | ≧400 | ≧420 | ≧500 | ≧550 | ≧690 | |
| Energía absorbida (J) | ≧35 | ≧40 | ≧42 | ≧50 | ≧55 | ≧69 | |
| Temperatura de servicio (℃) |
-20 | MF-38/US-49A (AC) [AW/SR] |
MF-38/ US-40 (AC) [AW] |
PF-H80AK/ US-255 (AC) [AW] PF-H80AS/ US-255 (DCEP) [AW] |
PF-H80AS/ US-80LT (DCEP) [AW] PF-H80AK/ US-80LT (AC) [AW] |
||
| -40 | PF-H55AS/ US-36J (DCEP) [AW/SR] PF-H55LT/ US-36 (DCEP) [AW/SR] |
PF-H55S/US-49A (AC) [AW/SR] |
PF-H55S/US-49A (AC) [AW/SR] PF-H80AK/US-56B (DCEP) [AW] |
PF-H55S/ US-40 (AC) [AW] PF-H80AK/ US-56B (AC/DCEP) [AW] |
|||
| -60 | PF-H55AS/US-36J (DCEP) [AW] PF-H55LT/US-36 (AC) [AW] PF-H55LT/US-36J (AC) [AW/SR] |
PF-H55LT/US-36J (AC) [AW] |
PF-H80AK/ US-56B (AC) [AW/SR] PF-H55S/ US-2N (AC) [AW/SR] PF-H62AS/ US-2N (DCEP) [AW] |
PF-H80AK/ US-255 (AC) [AW] |
|||
| Resistencia a la tensión (MPa) | ≧490 | ≧520 | ≧550 | ≧610 | ≧670 | ≧770 | |
|---|---|---|---|---|---|---|---|
| Resistencia elástica (MPa) | ≧350 | ≧400 | ≧420 | ≧500 | ≧550 | ≧690 | |
| Energía absorbida (J) | ≧35 | ≧40 | ≧42 | ≧50 | ≧55 | ≧69 | |
| Temperatura de servicio (℃) |
-20 | DW-50 (100%CO2) [AW] DW-A50 (Ar+20%CO2) [AW] MG-S50 (Ar+20%CO2) [AW/SR] |
DW-55L (100%CO2) [AW] MG-T1NS (Ar+20%CO2) [AW] DW-A81Ni1 (Ar+20%CO2) [AW] DW-A62LSR (Ar+20%CO2) [AW/SR] |
DW-A65L (Ar+20%CO2) [AW] MG-T1NS (Ar+20%CO2) [AW] |
MG-S70 (Ar+20%CO2) [AW] |
MG-S80 (Ar+20%CO2) [AW] |
|
| -30 | DW-55E (100%CO2) [AW] DW-A55E (Ar+20%CO2) [AW] DW-A55ESR (Ar+20%CO2) [AW/SR] |
||||||
| -40 | DW-67E (CO2) [AW] |
DW-A80L (Ar+20%CO2) [AW] |
|||||
| -50 | DW-50LSR (100%CO2) [AW/SR] |
DW-55LSR (100%CO2) [AW/SR] DW-A55L (Ar+20%CO2) [AW] DW-A55LSR (Ar+20%CO2) [AW/SR] MG-S50LT (Ar+20%CO2) [AW] MX-A55T (Ar+20%CO2) [AW] |
DW-A81Ni1 (Ar+20%CO2) [AW] |
DW-62L (100%CO2) [AW] DW-A62L (Ar+20%CO2) [AW] DW-S62L (Ar+20%CO2) [AW] DW-A62LSR (Ar+20%CO2) [AW] |
- | MG-S88A (Ar+20%CO2) [AW] MX-A80L (Ar+20%CO2) [AW] |
|
| -60 | DW-55L (100%CO2) [AW] DW-A55L (Ar+20%CO2) [AW] MG-S50LT (Ar+20%CO2) [AW/SR] MX-A55T (Ar+20%CO2) [AW] |
DW-55LSR (100%CO2) [AW] DW-A55L (Ar+20%CO2) [AW] DW-A55LSR (Ar+20%CO2) [AW] MX-A55T (Ar+20%CO2) [AW] |
|||||
| Resistencia a la tensión (MPa) | ≧490 | ≧520 | ≧550 | ≧610 | ≧670 | ≧770 | |
|---|---|---|---|---|---|---|---|
| Resistencia elástica (MPa) | ≧350 | ≧400 | ≧420 | ≧500 | ≧550 | ≧690 | |
| Energía absorbida (J) | ≧35 | ≧40 | ≧42 | ≧50 | ≧55 | ≧69 | |
| Temperatura de servicio (℃) |
-20 | TG-S50 [AW/SR] TG-S51T [AW/SR] |
TG-S62 [AW/SR] TG-S60A [AW/SR] |
TG-S80AM [AW/SR] |
|||
| -40 | TG-S1MT [AW] TG-S1N [AW] |
TG-S60A [AW/SR] |
|||||
| -60 | |||||||
For the details of the products
Haga clic aquí para conocer los detalles de cada producto.
Haga clic aquí para conocer nuestras últimas tecnologías(Solo en inglés).
Tanques de almacenaje de GNL

El gas natural licuado (GNL), es ampliamente usado como combustible con bajo impacto en el medio ambiente. 9% de acero niquelado que tiene una buena tenacidad en temperaturas muy bajas, es usado en tanques para licuar y almacenar GNL. Un radio de 9% de níquel, equivalente al material de acero, no satisface los requerimientos en la elaboración del material para soldadura, para lo cual se usa un material que contiene casi 70% de níquel.
Consumibles de Soldadura para tanques de almacenaje de GNL
| Tipo de Acero | Método de Soldadura |
Consumibles de Soldadura |
ASME/AWS | Polaridad | Tamaño de grano de flujo(mmø) |
Ejemplo de la sección de aplicaciones |
|---|---|---|---|---|---|---|
| 9%Ni steel JIS G3127 SL9N590 ASTM A533 Type 1 |
SAW (Flux/Wire) |
PF-N4/ US-709S |
SFA/A 5.14 ERNiMo-8 (US-709S) |
DCEP | Flux:12×65 2.4 |
Side plate (Horizontal) |
| SMAW | Ni-C70S | SFA/A 5.11 ERNiCrFe-9 |
AC | 3.2, 4.0, 5.0 | Side plate (Vertical, Horizontal) Bottom plate |
|
| Ni-C1S | SFA/A 5.11 ERNiMo-8 |
Tack and Repair welding |
||||
| GTAW | TG-S709S | SFA/A 5.14 ERNiMo-8 |
DCEN | 1.2, 1.6 2.0, 2.4 |
Side plate, Bottom plate, Tack and Repair welding, etc. |
|
| FCAW | DW-N709SP | SFA/A 5.34 ENiMo13T1-1,1-4 |
DCEP | 1.2 | Roof, Jig, etc Side plate(Vertial), etc,Bottom plate |
|
| Mild steel JIS G3106 SM490 ASTM A36 |
SMAW | LB-52A | SFA/A 5.1 E7016 |
AC/ DCEP |
2.6, 3.2, 4.0 5.0, 6.0 |
Outer tank |
| GTAW | TG-S50 | SFA/A 5.18 ER70S-G |
DCEP | 1.2, 1.6, 2.0 2.4, 3.2 |
Outer tank | |
| 304type stainless steel JIS G4304 SUS304L ASTM A167 Type 304L |
SMAW | NC-38LT | SFA/A 5.4 E308L-16 |
AC/ DCEP |
2.6, 3.2, 4.0 | Pipe |
| GTAW | TG-S308L | SFA/A 5.9 ER308L |
DCEP | 1.0, 1.2, 1.6 2.0, 2.4, 3.2 |
Pipe | |
| FCAW | DW-308LP | SFA/A 5.22 E308LT1-1/4 |
DCEN | 1.2 | Pipe |
| Consumibles de Soldadura | C | Si | Mn | P | S | Ni | Cr | Mo | Fe | Nb | W |
|---|---|---|---|---|---|---|---|---|---|---|---|
| PF-N4/US-709S | 0.02 | 0.61 | 0.30 | 0.002 | 0.001 | 67.1 | 1.8 | 18.6 | 8.3 | ― | 2.9 |
| NI-C70S ※ | 0.09 | 0.23 | 2.20 | 0.003 | 0.002 | 65.0 | 16.5 | 4.9 | 9.8 | 1.2 | 0.6 |
| NI-C1S ※ | 0.03 | 0.49 | 0.30 | 0.003 | 0.002 | 68.6 | 1.9 | 18.6 | 6.8 | ― | 2.9 |
| TG-S709S | 0.02 | 0.03 | 0.03 | 0.002 | 0.001 | 70.4 | 2.0 | 19.0 | 5.5 | ― | 3.0 |
| DW-N709SP | 0.02 | 0.21 | 2.75 | 0.003 | 0.002 | 62.1 | 6.9 | 17.6 | 7.7 | ― | ― |
| LB-52A ※ | 0.08 | 0.57 | 1.12 | 0.012 | 0.005 | ― | ― | ― | ― | ― | ― |
| TG-S50 | 0.09 | 0.73 | 1.35 | 0.009 | 0.010 | ― | ― | ― | ― | ― | ― |
| NC-38LT ※ | 0.03 | 0.38 | 2.12 | 0.022 | 0.002 | 10.9 | 18.4 | ― | ― | ― | ― |
| TG-S308L | 0.02 | 0.48 | 1.98 | 0.023 | 0.003 | 9.7 | 19.9 | ― | ― | ― | ― |
| DW-308LP | 0.03 | 0.71 | 1.18 | 0.023 | 0.009 | 9.5 | 20.4 | ― | ― | ― | ― |
| Consumibles de Soldadura | 0.2%Y.S. MPa |
T.S. MPa |
EI. % |
vE-196℃ J |
|---|---|---|---|---|
| PF-N4/US-709S | 435 | 716 | 48 | 88 |
| NI-C70S ※ | 450 | 710 | 41 | 67 |
| NI-C1S ※ | 440 | 730 | 48 | 83 |
| TG-S709S | 460 | 730 | 47 | 160 |
| DW-N709SP | 450 | 710 | 46 | 90 |
| LB-52A ※ | 500 | 580 | 31 | 230(0℃) |
| TG-S50 | 480 | 580 | 31 | 180(-30℃) |
| NC-38LT ※ | 370 | 540 | 51 | 51 |
| TG-S308L | 420 | 590 | 45 | 78 |
| DW-308LP | 420 | 630 | 40 | 35 |
※ Solamente CA
Consultar en el TECHNICAL HIGHLIGHT Vol.2 y 15 para soldadura de acero de níquel al 9% para tanques de GNL (LNG por sus siglas en inglés)
Haga clic aquí para DW-N609SV, FCAW para tanques de combustible en barcos propulsados por GNL(Solo en inglés)
Construcción de barcos
La mayor parte de los bienes comercializados en transacciones intercontinentales son transportados por vía marítima. Los barcos usados en transporte marino son afectados por condiciones climáticas y están expuestos a estrés dinámico debido a los fuertes vientos y el oleaje. Mientras que los tamaños son restringidos por los pasajes como el canal de Suez y el canal de Panamá, la capacidad de carga de los navíos continúa en crecimiento y con un excelente diseño y materiales empleados para proporcionar la resistencia y tenacidad para un transporte marítimo seguro. Diversos métodos de construcción de alta eficiencia que usan mayor material de soldadura en proporción a la cantidad de acero son empleados para reducir el periodo de construcción.


Consumibles de Soldadura para construcción de
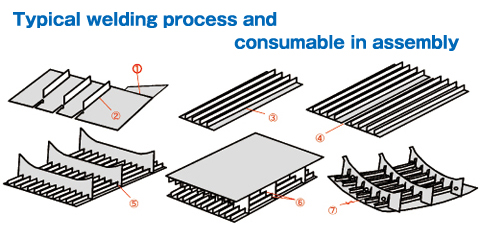
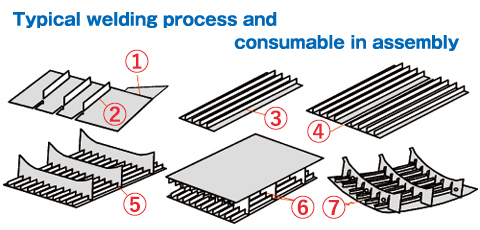
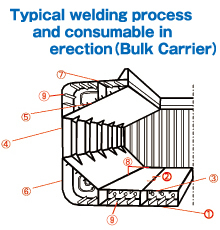
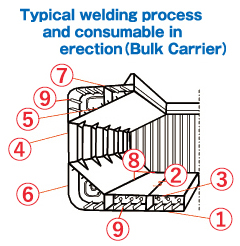
※Clique los números para más información
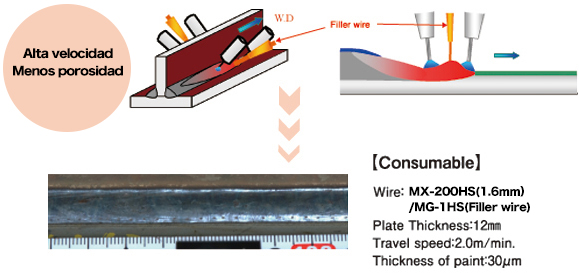
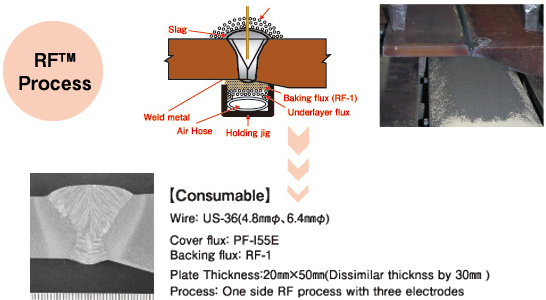
Método TRIFARC™ (Método de Alta Velocidad Tándem Triple en un solo Ciclo) y Proceso RF™

(1)
| Producción | Tipo de partes y juntas |
Posición de soldadura |
Proceso de soldadura |
Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|---|
| Grado D | Grado E | |||||
| Sub-Assembly | Flat panel/butt | Flat | Both side SAW | US-36/ PF-H55E | Automatic | |
(2)
| Producción | Tipo de partes y juntas |
Posición de soldadura |
Proceso de soldadura |
Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|---|
| Grado D | Grado E | |||||
| Sub-Assembly | Stiffener/Fillet | Horizontal | GMAW | MX-200 DW-200 |
MX-200E DW-200 |
Arco simple DW-200 para longitud de 8 a 10 mm |
(3)
| Producción | Tipo de partes y juntas |
Posición de soldadura |
Proceso de soldadura |
Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|---|
| Grado D | Grado E | |||||
| Assembly | Longi./Fillet | Horizontal | GMAW | MX-200 MX-200H MX-200HS |
MX-200E MX-200H MX-200HS |
MX-200H:Twin tandem one pool MX-200HS:TRIFARC™ |
(4)
| Producción | Tipo de partes y juntas |
Posición de soldadura |
Proceso de soldadura |
Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|---|
| Grado D | Grado E | |||||
| Assembly | Panel plate/butt | Flat | One side SAW | US-36/ PF-I55E/ PF-I50R US-36/ PF-I55E/ RF-1 |
(FCB™/RF™) | |
(5)
| Producción | Tipo de partes y juntas |
Posición de soldadura |
Proceso de soldadura |
Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|---|
| Grado D | Grado E | |||||
| Assembly | Slot trans./Fillet | Horizontal Vertical | GMAW | DW-100V | DW-55E | Robotic |
(6)
| Producción | Tipo de partes y juntas |
Posición de soldadura |
Proceso de soldadura |
Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|---|
| Grado D | Grado E | |||||
| Assembly | Inner double hull/Fillet | Horizontal Vertical | GMAW | DW-100 | DW-55E | Semi-automatic |
(7)
| Producción | Tipo de partes y juntas |
Posición de soldadura |
Proceso de soldadura |
Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|---|
| Grado D | Grado E | |||||
| Assembly | Bilge shell/butt | Flat | One side SAW | US-36/ PF-I52E/ RR-2/ FA-B1 | (FAB) | |
| One side GMAW | DW-100/ FB-B3 | DW-55E FB-B3 | Semi-automatic | |||
(1)
| Tipo de partes y juntas | Posición de soldadura | Proceso de soldadura | Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|
| Grado D | Grado E | ||||
| Bottom shell/Butt | Flat | One side GMAW | DW-100/ FB-B3 | DW-55E/ FB-B3 | Semi-automatic |
(2)
| Tipo de partes y juntas | Posición de soldadura | Proceso de soldadura | Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|
| Grado D | Grado E | ||||
| Tank top (Long.)/Butt | Flat | One side SAW | US-36/ PF-I52E/ RR-2/ FA-B1 | (FAB) | |
| One side GMAW | MG-50D/ FB-B3 | Automatic(MAG) | |||
(3)
| Tipo de partes y juntas | Posición de soldadura | Proceso de soldadura | Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|
| Grado D | Grado E | ||||
| Tank top (Trans.)/Butt | Flat | One side GMAW + SAW |
DW-100/ FB-B3 +US-36/ PF-H55E |
DW-55E/ FB-B3 +US-36/ PF-H55E |
Semi-automatic +Automatic |
(4)
| Tipo de partes y juntas | Posición de soldadura | Proceso de soldadura | Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|
| Grado D | Grado E | ||||
| Side shell/Butt | Vertical | Electrogas | DW-S43G/ KL-4, DW-S1LG/ KL-4 | Automatic(SEGARC™) | |
| DW-100V | DW-55E | Semi-automatic | |||
(5)
| Tipo de partes y juntas | Posición de soldadura | Proceso de soldadura | Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|
| Grado D | Grado E | ||||
| Top side tank/Butt | Flat | One side GMAW | DW-100/ FB-B3 | DW-55E/ FB-B3 | Semi-automatic |
(6)
| Tipo de partes y juntas | Posición de soldadura | Proceso de soldadura | Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|
| Grado D | Grado E | ||||
| Bilge hopper/Butt | Horizontal Vertical |
One side GWAW | DW-100/ FB-B3 DW-100V/ FB-B3 |
DW-55E/ FB-B3 | Semi-automatic |
(7)
| Tipo de partes y juntas | Posición de soldadura | Proceso de soldadura | Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|
| Grado D | Grado E | ||||
| Upper deck/Butt | Flat | One side GMAW + SAW |
DW-100/ FB-B3 +US-36/ PF-H55E |
DW-55E/ FB-B3 +US-36/ PF-H55E |
(FAB) |
| Automatic(MAG) | |||||
(8)
| Tipo de partes y juntas | Posición de soldadura | Proceso de soldadura | Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|
| Grado D | Grado E | ||||
| Tank top/Fillet | Horizontal | GMAW | MX-200 | MX-200E | Simple mechanical |
(9)
| Tipo de partes y juntas | Posición de soldadura | Proceso de soldadura | Consumibles de Soldadura | Comentarios | |
|---|---|---|---|---|---|
| Grado D | Grado E | ||||
| Long./Fillet | Flat Vertical | One side GMAW | DW-100/ FB-B3 | DW-55E/ FB-B3 | Semi-automatic |
Automóvil
El desarrollo de vehículos livianos, energéticamente eficientes y eléctricos que no usan combustibles fósiles, así como el equipamiento de una infraestructura de VE (Vehículos Eléctricos) esta progresando. Mientras que la proporción del uso de material de acero está disminuyendo, la reducción del peso con el aumento de la resistencia y la mejora de la resistencia a la fatiga se está explorando.
Consumibles de Soldadura para automóviles
Ejemplo de un típico ensamblaje en el que se usa la soldadura de arco.
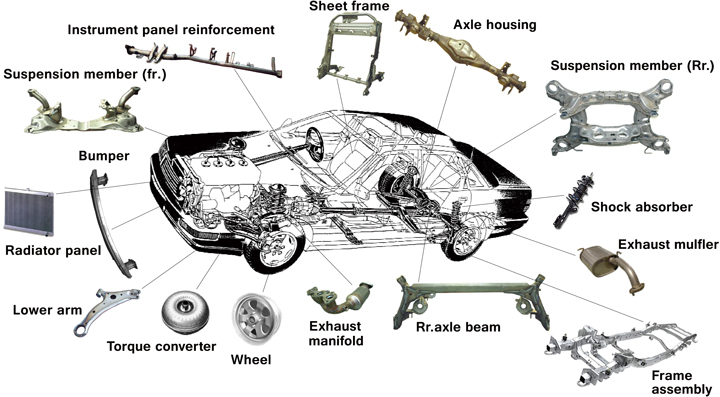
※Hacer clic en las partes del automóvil para mayor información
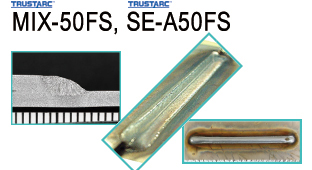
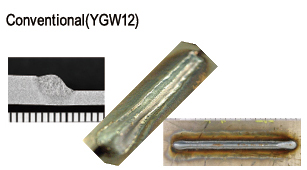
Viscosidad de soldadura de hierro fundido
| Tipo de superficie | Mayor ← Viscosidad → Menor | ||
|---|---|---|---|
| Cu-coated | MIX-1TS | MIX-50 | MIX-50FS |
| SE(non-Cu) | SE-A1TS | SE-A50 | SE-A50FS |
| Recommned | Galvanized steel, Downhill | General purpose | Flat, horizontal |
Cables de nuevo concepto
FAMILIARC™ MIX-1TR: El cable sólido para GMAW diseñado para mejorar la propiedad de recubrimiento por electrodeposición
・Las soldaduras tienen propiedades de recubrimiento por electrodeposición sustancialmente mejoradas.
・Es improbable que se produzca un corte en la punta del cordón de soldadura, incluso en la soldadura de chapas de acero con aberturas.
・Es improbable que la configuración del cordón de soldadura se torne convexo incluso en soldaduras de alta velocidad.
・Es posible conseguir una soldadura estable con pocas salpicaduras, seleccionando los parámetros de soldadura óptimos.

| Cable | Antes del recubrimiento por electrodeposición | Después del recubrimiento por electrodeposición | ||||||
|---|---|---|---|---|---|---|---|---|
| [F] MIX-1TR |  |
 |
||||||
| Cable conv. (Cable convencional) |  |
 |
||||||
|
||||||||
Figura: Comparación de la apariencia del cordón de soldadura antes y después del recubrimiento por electrodeposición entre el MIX-1TR y un cable sólido convencional
Los cables de nuevo concepto que tiene una apariencia excelente del cordón,
forma y habilidad para pintar
Para obtener más información, haga clic aquí para consultar en TECHNICAL HIGHLIGHT Vol. 12, 28 y 31
Vol.12: Cables de soldadura avanzada MAG Y MIG: Cumplen con los requerimientos de manufactura de autos para una rápida y eficiente soldadura.
Vol.28: Alambres sólidos para láminas de acero delgadas:RUSTARC™ MG-S120 para una ultra alta resistencia a la tensión y FAMILIARC™ MG-1T(F) para un control de alimentación de alambre
Vol.31: FAMILIARC™ MIX-1TR: El cable sólido para GMAW diseñado para mejorar la propiedad de recubrimiento por electrodeposición
Marco, soporte inferior, eje de vigueta, carcasa del diferencial, convertidor de par
| Tipo y espesor de acero | Método de soldadura | Marca recomendada | Diámetro del cable |
|---|---|---|---|
| Carbon steel 2.3~4.0mm |
CO2 | SE-50T, MG-50T, MG-51T | 1.2mm |
| MAG Pulsed-MAG |
SE-A50, MIX-50 SE-A50S MIX-50FS |
Viga, parachoques
| Tipo y espesor de acero | Método de soldadura | Marca recomendada | Diámetro del cable |
|---|---|---|---|
| Carbon steel sheet and pipe 1.4~2.3mm |
CO2 | SE-50T, MG-50T, MG-51T | 1.2mm |
| MAG Pulsed-MAG |
SE-50T, MIX-50 |
Miembro de suspensión
| Tipo y espesor de acero | Método de soldadura | Marca recomendada | Diámetro del cable |
|---|---|---|---|
| Carbon steel 1.6~2.6mm |
CO2 | SE-50T, MG-50T, MG-51T | 1.2mm |
| MAG Pulsed-MAG |
SE-A50, MIX-50 MIX-50FS |
||
| Galvanized steel 1.6~2.6mm |
CO2 | SE-50T, MG-1Z MX-100Z |
1.2mm |
| Pulsed-MAG | SE-A1TS, MIX-1TS MIX-1Z |
||
| Anti-corrosion steel 1.6~2.6mm | Pulsed-MAG | SE-A1TS, MIX-1TS |
Refuerzo del tablero de instrumentos, hoja del marco
| Tipo y espesor de acero | Método de soldadura | Marca recomendada | Diámetro del cable |
|---|---|---|---|
| Carbon steel 0.8~1.6mm |
CO2 | SE-50T, MG-50T, MG-51T | 0.8~1.0mm |
| MAG | SE-A50, MIX-50 | ||
| MAG +Variable porarity power souce |
MG-1SP | 1.2mm |
Silenciador del escape, colector de escape
| Tipo y espesor de acero | Método de soldadura | Marca recomendada | Diámetro del cable |
|---|---|---|---|
| Stainless steel 0.8~2mm |
MAG | MX-A430(Ferritic) | 1.2mm |
| Pulsed-MIG | MG-S308(Austenitic) MG-S309(Austenitic) |
1.2mm |
Panel de radiador, aros de aluminio
| Tipo y espesor de acero | Método de soldadura | Marca recomendada | Diámetro del cable |
|---|---|---|---|
| Aluminum alloy | TIG | A-403BY | 1.2mm |
| MIG | A-4040WY | 1.2mm | |
| MIG | A-5356WY | 1.2mm | |
| MIG | A-5356WY |
1.2mm | |
| MIG | A-5183WY, A-5356WY | 1.2mm |
Puentes
Esta página ha sido borrada porque la información estaba obsoleta
Construir Estructuras


El Japón que es propenso a los terremotos, se construye los edificios en gran escala usando un marco de acero, a fin de minimizar heridas humanas debido al colapso de estos. La fabricación de componentes como pilares y rayos, es realizada continuamente durante el día y la noche en fábricas, usando principalmente sistemas de robots soldadores, mientras la soldadura de ensamblaje es realizada en el local por operadores de soldadura.
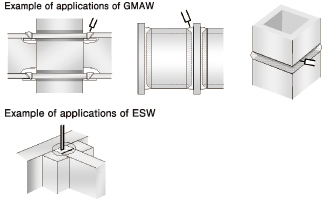
Ejemplo de aplicaciones

Consumibles de soldadura para Construir Estructuras
| Acero1) | Resistencia Clase1) | Método de soldadura | Clasificación JIS | Marca renombrada de consumibles de soldadura |
|
|---|---|---|---|---|---|
| Acero de carbón |
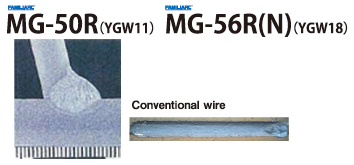
400,490MPa | GMAW2) | CO2 semi-auto | Z3312 YGW11 | MG-50 |
| CO2 robot | Z3312 YGW11 | MG-50R | |||
| Ar+CO2 robot | Z3312 YGW15 | MG-50R | |||
| 400,490MPa 520,550MPa |
CO2 semi-auto | Z3312 YGW18 | MG-56 |
||
| CO2 robot | MG-56R(N) | ||||
| Ar+CO2 robot | Z3312 YGW19 | MIX-55R | |||
| 400,490,520MPa | Sub-merged arc (SAW) | Z3313 S502-H | US-36L / PF-I53ES | ||
| Acero extensible alto |
570,590MPa | GMAW2) | CO2 | Z3312 G59JA1UC3M1T | MG-60 |
| Ar+CO2 | Z3312 G59JA1UMCM1T | MG-S63B | |||
| Sub-merged arc (SAW) | Z3313 S502-H | US-49 / PF-I55ES | |||
| 690MPa | GMAW2) | CO2 | Z3312 G69A2UCN2M4T | MG-70 | |
| 780MPa | CO2 | Z3312 G78A2UCN4M4T | MG-80 | ||
| Fuego - acero resistente |
400MPa | GMAW2) | CO2 | Z3312 G43A0UC11 | MG-400FR |
| 400,490,520MPa | GMAW2) | CO2 | Z3312 G49A0UC3M1T | MG-490FR | |
| Sub-merged arc (SAW) | Z3183 S502-H | US-400LFR / PF-I53ES | |||
※2):Alambre sólido (Los alambres tubulares también son preparados en cualquier parte)
| Tipo, clase | JIS y el nombre asignado al acero del objeto |
|---|---|
| 400MPa | SN400,SM400,SS400,STKN400,STKR400 BCP235,BCR295 |
| 490MPa | SN490,SM490,TMC325,STKN490,STKR490 BCP325,BCP325T |
| 520MPa | SM520,TMC355 |
| 550MPa | TMC385 |
| 570MPa | SM570 |
| 590MPa | SA440 |
| Fire-resistant | SM400-FR,SM490-FR,SM520-FR |
Alambres sólidos convenientes para construir estructura de robots soldadores
Haga clic para el detalle de estos productos. (Solo en inglés)
Visite nuestro canal de YouTube para conocer el sistema de soldadura robótica ARCMAN™
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




