

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- El ABC de la soldadura por arco >
- PWHT DETERMINA >
El ABC de la soldadura por arco
PWHT DETERMINA
La calidad de tratamiento de calor soldaduras post soldadura (PWHT) incluye cualquier tratamiento de calor después de la soldadura. Los objetivos de PWHT de acero de carbono y bajas aleaciones de soldadura de acero son liberar presiones de soldadura residual, reducir la dureza de la zona afectada por el calor, mejorar la ductibilidad y dureza de muesca y liberar hidrogeno difusible. Entre estos objetivos, la liberación de la tensión es el principal propósito y PWHT también se refiere como “liberación de la tensión fortalecedora (SR)”
Las soldaduras de acero inoxidable austenítico no están sujetas al PWHT en general. Sin embargo, cuando la soldadura se va a usar en un ambiente de corrosión severo, se aplica el PWHT para disolver los carburos de cromo mediante el tratamiento de solución sólida, estabilizar carburos de niobio (TiC) por medio de la estabilización de tratamiento de calor y liberar presiones residuales por medio del SR.
Los factores esenciales a notarse en el PWHT son tasas de calentamiento, temperatura de humedecimiento y periodo, tasa de enfriamiento, y diferencia de temperatura en la soldadura durante el ciclo de calentamiento o enfriamiento. La temperatura de humedecimiento y tiempo son factores primarios porque ellos determinan la tasa de liberación de presión y la calidad de la soldadura. La figura N° 1 muestra como la temperatura de humedecimiento y periodo afecta la tasa de la tasa de liberación de presión en el caso de soldaduras de acero 2.25 Cr-lMo. Para asegurar una uniforme distribución de la temperatura y minimizar el stress térmico, tasas máximas de calentamiento y enfriamiento y una diferencia máxima de temperatura son especificados también.
Mientras los efectos metalúrgicos de PWHT son generalmente beneficiales, hay algunas características negativas. El calentamiento extendido podría reducir la fuerza de tensión y dureza de muesca de las soldaduras. Ciertos tipos de soldaduras de acero Cr-Mo se podrían desarrollar “rajaduras SR”
En la mayoría de la fabricación, PWHT se realiza en un horno como en la figura 2 (arriba). En el caso de sitios grandes de construcción, podría ser económico erigir hornos temporales hechos a la medida para la liberación de conductores de presión y carretes de tuberías. En mayores sitios estos conductores como tambores de coque y esferas de almacenamiento el trabajo mismo podría en efecto volverse el horno. Los hornos son usualmente encendidos a gas o petróleo. Normalmente un horno será puesto con un número de aparejos térmicos, pero para mayor presión los conductores de acople térmico podrían ser colocados al conductor mismo para controlar la temperatura más precisamente. Las uniones en tubería de campo se les dan frecuentemente una PWHT local como en la figura N° 2 (abajo)
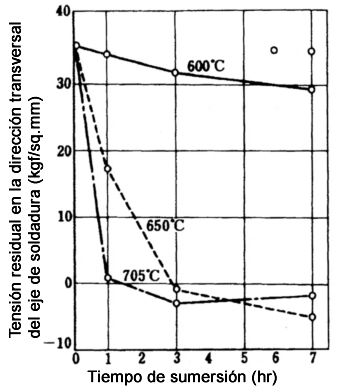
Figura N° 1. El efecto de PWHT sobre la liberación de presión de soldadura de acero de 2.25Cr-1 (el libro completo de la soldadura Sanpo Publishing, Japón)
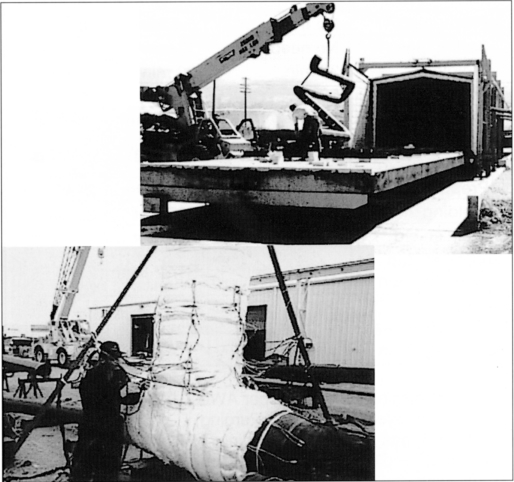
Figura N° 2. (Arriba) Una horno controlado por computadora (fuente de foto: fabricación de tubería y suministros USA) (abajo)
Fortalecimiento local de un soporte (fuente de foto., Servicios de tratamiento de calentamiento técnico, Canadá)
CENTRO EDUCACIONAL




