

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- El ABC de la soldadura por arco >
- Rajaduras de enfriamiento: Causas y Curas >
El ABC de la soldadura por arco
Rajaduras de enfriamiento: Causas y Curas
Una rajadura de enfriamiento, generalmente se refiere a una rajadura espontánea que ocurre a temperaturas menores a 200°C después de que la solidificación de la soldadura se complete. Estas rajaduras se pueden originar en horas o días después de la soldadura, a las cuales se refieren como “rajaduras retrasadas”; la rajadura de enfriamiento tiende a presentarse en aceros ferriticos y martensiticos, tales como el acero de carbono, acero de baja y alta aleación, a menos que existan las precauciones adecuadas, principalmente el precalentamiento que es empleado.
Las rajaduras de enfriamiento como se muestran en las fotos 1 y 2 son causadas por los efectos combinados de baja ductilidad de la soldadura, presión residual e hidrogeno difusible en la soldadura. La ductilidad de la soldadura podría reducirse con un alto equivalente de carbono y una velocidad de enfriamiento alta, después de la solidificación. La presión residual en una soldadura puede ser mayor que lo que se espera si esta contiene discontinuidad de soldadura tales como la fusión incompleta, penetración de unión, montadura, infracorte, inclusiones de basura y porosidad. La fuente de hidrogeno difusible en una soldadura es principalmente humedad en la soldadura consumible y atmósfera.
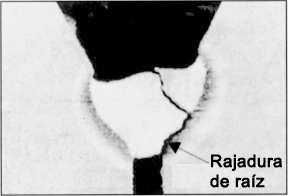
Foto 1. Una rajadura de enfriamiento en la raíz de la soldadura y desarrollada dentro del metal de soldadura
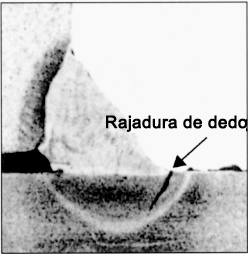
Foto 2 Una rajadura de enfriamiento iniciada en el dedo de la soldadura y desarrollada dentro de la zona afectada por el calor.
La rajadura de enfriamiento, por lo tanto, puede ser evitada por medio del control de los principales 3 factores – baja ductilidad, presión residual e hidrogeno difusible. Es decir,
(1) Precalentar la base de metal para reducir la velocidad de enfriamiento de la soldadura. Esto evita la fragilización de la soldadura y retira el hidrogeno disuelto de la soldadura.
(2) Evita la discontinuidad de la soldadura para evitar la concentración de presión.
(3) Usar insumos de soldadura tipo de bajo hidrogeno.
Durante el precalentamiento, es importante determinar la temperatura apropiada para la base de metal y filtro de metal a usarse. La temperatura apropiada es generalmente determinada para trabajos individuales tomando en cuenta muchos factores como composición química, nivel de contención (o espesor del plato) el proceso de soldadura, ingreso de calor, y el monto de hidrogeno difusible en la soldadura metálica. La tabla 1 es una rápida guía para la temperatura apropiada de precalentamiento para diferentes tipos de aceros.
| Tipos de metall | Temperatura de precalentamiento e interpase (°C) |
|---|---|
| HT50 | 20 - 120 |
| HT60 | 50 - 120 |
| HT80 | 100 - 180 |
| 0.5%Mo acero | 100 - 200 |
| 1.25%Cr-0.5%Mo acero | 150 - 300 |
| 2.25%Cr-1%Mo acero | 200 - 350 |
| 5%Cr-0.5%Mo acero | 250 - 350 |
| 9%Cr-1%Mo acero | 250 - 350 |
| 17%Cr acero inoxidable | 100 - 250 |
| 13%Cr acero inoxidable | 100 - 400 |
Nota: Estas temperaturas son solamente como referencia general.
En la soldadura de recipientes de pesada presión, usualmente se aplica un post calentamiento inmediato (eg 300°C x 30min) en la soldadura, y justo después de haber terminado la soldadura, mientras la soldadura mantiene la temperatura de interpase y precalentamiento. Esto es para asegurar la no existencia de rajaduras de retraso cuando el recipiente se enfríe a temperatura ambiente para exámenes no destructivos antes del tratamiento de calentamiento post soldadura (PWHT) el uso combinado del pre calentamiento y post calentamiento inmediato es efectivo para evitar rajaduras de enfriamiento en soldadura.
CENTRO EDUCACIONAL




