

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- El ABC de la soldadura por arco >
- Pre-calentamiento y Post-calentamiento: Los Propósitos y Procedimientos >
El ABC de la soldadura por arco
Pre-calentamiento y Post-calentamiento: Los Propósitos y Procedimientos
El pre-calentamiento puede ser definido como la aplicación de calor a un metal base o sustrato, antes de la respectiva soldadura. Los sopletes de gas, calentadores eléctricos, o calentadores de paneles radiantes infrarrojos pueden ser utilizados para realizar el pre-calentamiento, lo cual reduce la velocidad de enfriamiento de soldadura y por tanto evita el agrietamiento en frío de las soldaduras. La Fig.1 muestra cómo un incremento en la temperatura de pre-calentamiento afecta al índice de enfriamiento de las soldaduras. Por ejemplo, cuando la entrada de calor es constante (por ejemplo, 20 kJ/cm), un pre-calentamiento de 50ºC resulta en un índice de enfriamiento de aproximadamente 17ºC/seg., mientras que un pre-calentamiento de 250°C reduce la velocidad a aproximadamente 3°C/seg. Disminuir los índices de enfriamiento previene la formación de estructuras quebradizas de soldadura, y retira el hidrógeno difusible, lo cual a su vez impide la aparición de grietas en frío en las soldaduras.
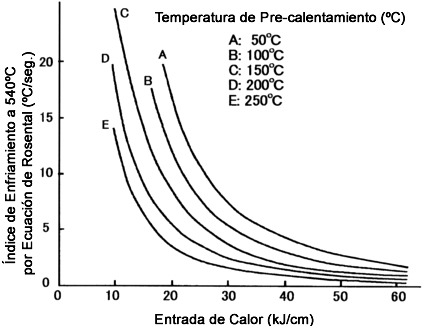
Fig. 1. El efecto del pre-calentamiento sobre el índice de enfriamiento de las soldaduras en función de la entrada de calor (Espesor de la placa: 19mm)
La Fig. 2 muestra la dependencia de la temperatura de pre-calentamiento en el agrietamiento en frío, en una MPa 780 de acero con alta resistencia a la tensión. A medida que la temperatura del pre-calentamiento aumenta, el índice de agrietamiento disminuye.
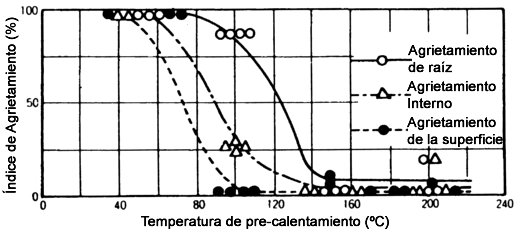
Figura 2. Resultados de la prueba de agrietamiento a una soldadura de ranura “y” de una MPa 780 de acero con alta resistencia a la tensión.
El post-calentamiento se puede definir como la aplicación de calor a un ensamblado después de la respectiva soldadura. El post-calentamiento incluye tratamiento térmico posterior a la soldadura (PWHT), calentamiento inmediatamente posterior a la soldadura (IPWH), normalización, enfriamiento rápido, y revenido (envejecimiento). Los propósitos principales de estas operaciones en la fabricación de soldadura son los siguientes:
■PWHT: Aliviar las tensiones residuales
■IPWH: Aliviar el hidrógeno difusible
■ Normalización: Refina microestructuras deformadas por causa del moldeo en caliente (por ejemplo, es aplicada en la placa terminal de los recipientes)
■ Enfriamiento rápido: Endurece soldaduras por enfriamiento rápido, utilizando agua, aire, o niebla (por ejemplo, es aplicado en ejes alisados)
■ Revenido (Envejecimiento): Estabiliza microestructuras después del enfriamiento rápido o soldadura.
Entre todos estos tratamientos de calor o calentamiento, PWHT e IPWH son los procedimientos más comunes en la soldadura. Los otros son utilizados para aplicaciones limitadas a algunos campos de la soldadura de fabricación. Los propósitos y procedimientos del PWHT se detallan en Kobelco Welding Today, Vol. 4, Nº 2, abril del año 2001. El IPWH usualmente se lleva a cabo con sopletes de gas en soldaduras, inmediatamente después de que haya culminado su soldadura mientras que la soldadura aún conserva su temperatura de pre-calentamiento, mediante el uso de temperaturas relativamente más bajas y de tiempos más cortos de calentamiento (250-350 °C x 0,5-1h), previamente al PWHT. El IPWH disminuye el hidrógeno difusible a un nivel adecuado (aunque mayor que con el PWHT como se muestra en la Fig. 3) para evitar el agrietamiento en frío.
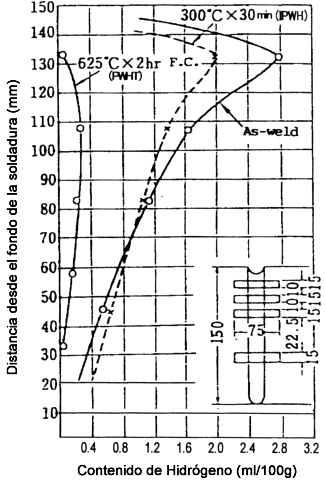
Fig. 3 Efectos del calentamiento intermedio posterior a la soldadura y tratamiento térmico posterior a la soldadura en la eliminación del hidrógeno difusible de los metales de soldadura 2.25Cr-1Mo (Temperatura de pre-calentamiento y de entre pasada: 200°C)
CENTRO EDUCACIONAL




