

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- El ABC de la soldadura por arco >
- Superposición de Banda: Lo que la superposición con Electrodos de Fleje ofrece >
El ABC de la soldadura por arco
Superposición de Banda: Lo que la superposición con Electrodos de Fleje ofrece
La superposición con un electrodo de fleje, conocida como "Superposición de Banda", cuenta con el uso de electrodos finos de banda ancha en combinación con fundentes en lugar de electrodos de alambre para la soldadura por arco sumergido (SAW) y soldadura por fusión/electroslag (ESW), como se ilustra en la Fig. 1. Los electrodos de fleje pueden utilizar dos modos de fusión, dependiendo de la combinación del electrodo de fleje y el fundente: el modo SAW y el modo ESW. En el primer caso, el calor del arco funde el fleje y el fundente, mientras que en el último, se generó resistencia Joule al calor de la escoria fundida mientras que la soldadura derrite el fleje.
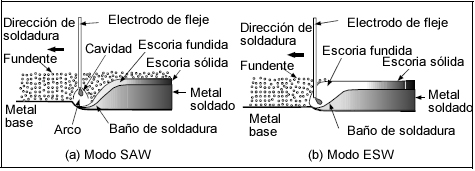
Fig. 1: Concepto de Superposición de Banda con electrodo de fleje
Ambos modos, pueden producir eficientemente un cordón muy plano y amplio, dependiendo del grosor del fleje utilizado, con poca profundidad, penetración uniforme en los metales base, en comparación con el SAW convencional, como se puede observar ve en la Fig. 2. El modo ESW proporciona una penetración más pequeña con una mejor forma del cordón, lo que resulta en una mejor resistencia a la corrosión incluso para la primera capa en comparación con el modo SAW. Sin embargo, el modo SAW ofrece velocidades de soldadura más rápidas que el modo ESW. Por lo tanto, la Superposición de Banda es más adecuada para la superposición resistente a la corrosión de aceros inoxidables tales como 304(L), 316(L) y 347(L), los cuales pueden ser utilizados para carcasas de equipos de refinamiento de petróleo, varios tipos de plantas químicas y de energía nuclear como se ilustra en la Fig. 3.
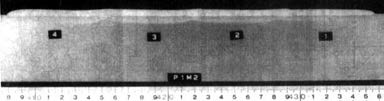
Fig. 2: Macroestructura de la soldadura con Superposición de Banda
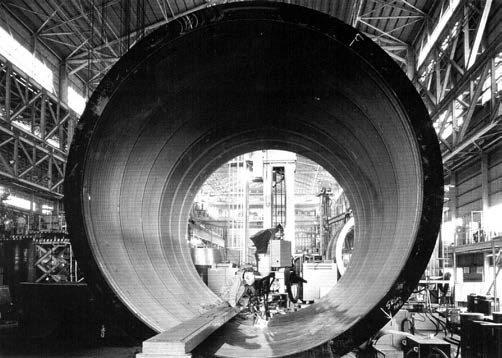
Fig. 3: Superposición de Banda en la parte interior de una carcasa
Mientras la Superposición de banda adopta corriente directa para ambos modos, el soplado magnético puede causar cordones irregulares y debilitarlos dependiendo de la posición de los cables de alimentación de la cabeza de soldadura. La puesta a tierra tiene que estar debidamente situada en dos o más posiciones. Una cabeza de control electromagnético, como se muestra en la Fig. 4, es otra contramedida para prevenir este tipo de defectos.
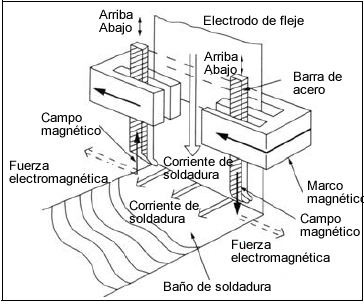
Fig. 4: Cabeza de control electromagnético de soldadura para Superposición de Banda
Con el fin de obtener resultados de soldadura de manera satisfactoria, se debe prestar atención a los siguientes puntos:
(1) El espesor de la capa: de 4 a 5 milímetros
(2) La vuelta de soldadura: Alrededor de 7 milímetros
(3) Posición de soldadura: Plana o 0.5-1.0 grados de inclinación hacia arriba
(4) Altura de la carga de fundente: 15-30 mm
(5) Extensión del electrodo: 35-40 mm
| Tamaño del fleje (0.4T x W mm) |
Corriente (A) |
Voltaje (V) |
Velocidad (cm/min) |
Altura de carga de fundente (mm) |
|---|---|---|---|---|
| 25 | 400 | 25 | 14 | 15-25 |
| 50 | 800 | 25 | 14 | 15-25 |
| 75 | 1200 | 25 | 14 | 15-30 |
| 150 | 2400 | 25 | 14 | 15-30 |
CENTRO EDUCACIONAL




