

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- El ABC de la soldadura por arco >
- Qué es el hidrógeno difusible? >
El ABC de la soldadura por arco
Qué es el hidrógeno difusible?

Qué es el hidrógeno difusible?
En soldadura, el hidrógeno se genera a partir de la disociación del vapor de agua o hidrocarburos en el arco de soldadura. Los metales como el acero y el aluminio, en o cerca de sus temperaturas de fusión, difunden hidrógeno en cantidades muy altas. Por lo tanto, el metal de soldadura fundido puede recoger hidrógeno rápidamente proveniente del gas caliente en el arco. Una vez en el metal de soldadura, los átomos de hidrógeno pueden difundirse con rapidez hacia la zona afectada por calor (HAZ) del metal base, como hidrógeno difusible ([H]D), debido a que su diámetro es mucho más pequeño que el tamaño de la retícula de los metales.
Los metales rechazan el [H]D durante el enfriamiento y la fase de transformación, después de los cuales se concentra en las dislocaciones microestructurales y vacíos en la matriz. La fuerza motriz destinada a formar el hidrógeno molecular o biatómico en los vacíos es tan grande que la presión puede aumentar. Esto induce estreses de tensiones localizadas que se suman a los estreses de tensiones residuales.
Cómo medir el [H]D
El contenido de [H]D del metal de soldadura ha sido medido por variados métodos: Desplazamiento de glicerol según JIS Z 3118, desplazamiento de mercurio según ISO 3690 y AWS A4.3, y cromatografía de gases según JIS Z 3118, ISO 3690, y AWS A4.3. Sin embargo, el método de desplazamiento de glicerol tiene el problema de la baja precisión en la medición de cantidades bajas de [H]D (2 ml/100g o menos), mientras que el método de desplazamiento de mercurio tiene el problema de la contaminación ambiental. Por el contrario, la cromatografía de gases no cuenta con ninguno de estos problemas. Esta es la razón por la cual hoy en día, la cromatografía de gases se utiliza comúnmente para la medición del contenido de [H]D en los metales de soldadura producidos por los procesos SMAW, GMAW, FCAW y SAW.
Con el método de cromatografía de gases especificado por la norma JIS, una pequeña pieza de acero, por ejemplo 10T×15W×30L para el SMAW, se suelda con un único cordón utilizando el electrodo revestido a probar. Poco después de la soldadura, la muestra de soldadura se enfría en agua con hielo y se limpia con un cepillo de alambre. Luego, la muestra de soldadura se coloca en un recipiente que recoge el hidrógeno, seguido por la purga de argón con el fin de eliminar el aire que el recipiente pueda contener. El recipiente que recoge el hidrógeno se mantiene durante 72 horas en el recipiente de temperatura constante (45°C) para recolectar el [H]D. Para medir la cantidad de [H]D, el recipiente que recoge el hidrógeno debe estar conectado al aparato de medición como se muestra en la Fig. 1.
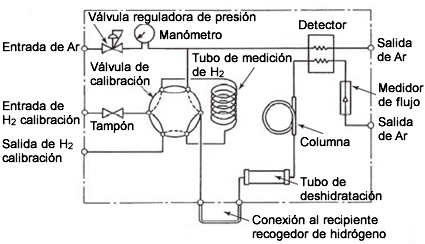
Fig. 1: Componentes instrumentales del método de cromatografía de gases para determinar el contenido de [H]D en las muestras de soldadura.
Efectos sobre la soldabilidad
El [H]D puede ser una causa del agrietamiento por hidrógeno (también conocido como debajo-del-cordón, frío, o agrietamiento retardado). El agrietamiento por hidrógeno puede ocurrir cuando se suelda aceros de carbono y de baja aleación. El potencial de agrietamiento por hidrógeno en el metal de soldadura y el HAZ depende de su composición, contenido de [H]D y nivel de estrés. Generalmente ocurre a una temperatura por debajo de los 150°C inmediatamente después del enfriamiento o tras un período de varias horas contando con la presencia combinada de una microestructura susceptible, altas cantidades de [H]D, y estrés de alta tensión.
Cómo reducir el [H]D
La humedad y otros compuestos hidrogenados pueden disociarse en el arco de soldadura e introducir [H]D en el metal de soldadura. Las posibles fuentes incluyen la humedad en el revestimiento del electrodo, el flujo de soldadura, el gas de protección, o contaminantes en el metal base o de relleno. El alambre de relleno o una varilla en sí, puede ser una fuente de contaminación derivada de los lubricantes utilizados durante la operación de trefilería.
Con el fin de reducir el contenido de [H]D y minimizar sus efectos adversos cuando se suelde, los siguientes puntos son recomendados:
(1) Utilice insumos de soldadura con bajo contenido de hidrógeno, más preferiblemente, insumos de soldadura con extra-bajo y ultra bajo contenido de hidrógeno. También se recomiendan insumos de soldadura con baja absorción de humedad que puedan resistir la absorción durante largos periodos de tiempo bajo condiciones de alta humedad atmosférica.
(2) Almacene y vuelva a secar los insumos de soldadura de acuerdo con las recomendaciones de los fabricantes.
(3) Limpie la ranura de soldadura y el área alrededor de ella con cuidado y correctamente, para retirar tales fuentes de hidrógeno como el óxido, aceite, pintura, agua de lluvia y rocío.
» Referencias «
[1] JIS Z 3118-1992 y Z 3212-2000
[2] Welding Handbook, Vol. 4, 8° Edición, P4-5, 1998, AWS.
CENTRO EDUCACIONAL




