

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- El ABC de la soldadura por arco >
- Soldadura de Acero con un 13% de Mn >
El ABC de la soldadura por arco
Soldadura de Acero con un 13% de Mn
Pregunta:
Se utilizó la soldadura por arco manual para soldar por capas una trituradora de mandíbulas con un metal de relleno de HF-11 del tipo con un 13% de Mn. En consecuencia, la soldadura se desprendió del metal base. ¿Qué hizo que esto sucediera, y qué procedimiento de soldadura lo hubiera prevenido?
Respuesta:
Las trituradoras de mandíbulas están hechas generalmente de 1,2% de acero austenítico con un 13%-C fundido. Como este acero ofrece resistencia y ductilidad con una alta capacidad de endurecimiento, resiste el desgaste especialmente en servicio acompañado de cargas de impacto. Por otra parte, cuando este acero se calienta a temperaturas por encima de los 300°C durante períodos prolongados, los carburos se precipitan en los bordes de los granos, reduciendo la tenacidad y la ductilidad y por consecuente provocando agrietamientos. La alta capacidad de endurecimiento de este acero asegura que la capa de la superficie se encuentre endurecida después de operación. La Fig. 1 muestra cómo el acero con un 13% de Mn fundido utilizado en el manto de una trituradora giratoria puede llegar a ser endurecida después de operación. Evidentemente la capa en 1.5-2 mm a partir de la superficie exhibe notablemente mayor dureza que la interior.
![Figure 1: Hardness distribution of the 13%Mn cast steel mantle of a gyratory crusher after operation [Ref. 1].](../../images/education-center/photo/2007-03_1.jpg)
Fig. 1: Distribución de la dureza del acero con un 13% de Mn fundido de una trituradora giratoria después de operación [Ref. 1]
Las trituradoras de mandíbulas pueden ser reconstruidas y soldadas con capas exitosamente mediante soldadura por arco; sin embargo, teniendo en cuenta las propiedades del acero con un 13% de Mn fundido, se recomienda encarecidamente ligarse al siguiente procedimiento de soldadura.
(1) Retire la capa endurecida por el trabajo del metal base para prevenir agrietamientos en la interfaz entre el metal de soldadura y el metal base.
(2) Evite el sobrecalentamiento del metal de base – y por lo tanto prevenga la fragilidad causada por la precipitación de carburos – mediante el enfriamiento de la soldadura más rápidamente, de la siguiente manera:
・No utilice el precalentamiento.
・Evite la soldadura continua y, de ser posible, aplique agua para enfriar la pieza de trabajo.
・La temperatura entre pasadas debe ser de 150°C como máximo.
・Mantenga las entradas de calor lo más bajas posible, limitando el amperaje y depositando cordones trenzados.
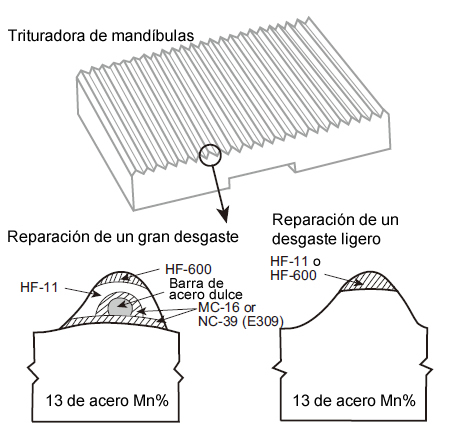
(3) Seleccione los metales de relleno adecuados en función de la cantidad de desgaste que ha de ser reconstruido o soldado con capas como se muestra en la siguiente Fig. El HF-11 es un electrodo revestido austenítico con un 13% de Mn para soldar con capas. El HF-600 es un electrodo revestido de tipo martensita con una dureza nominal de Hv: 600. El MC-16 es un electrodo revestido austenítico con un 16% de Mn – 16% de Cr.
(4) No utilice la post-soldadura con el fin de evitar la precipitación de carburos y la fragilidad.
» Referencias «
[1] S.Yamamoto. Soldadura por Arco de Aceros Específicos y Hierro fundido, Shinko Welding Service Co., Ltd.
CENTRO EDUCACIONAL




