

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.2: Insumos de Soldadura de Kobelco para los tanques de almacenamiento de GNL hechos de Acero con un 9% de Ni. >
Técnica Destacada Vol.2

![Fig. 1: Importaciones de GNL en todo el mundo [1]](../../images/education-center/technical_hightlight/vol02_01.jpg)
Fig. 1: Importaciones de GNL en todo el mundo [1]
El GNL es Gas Natural Licuado, en el cual el ingrediente principal, metano, se licua a la temperatura extremadamente baja de menos 161.5 °C. El gas natural licuado ocupa 1/600 parte del volumen del gas natural en estado gaseoso, lo que hace posible el transporte de la masa y el almacenamiento mediante naves y tanques de GNL. Además, como el gas natural emite un 20-40% menos CO2 que otros combustibles fósiles como el petróleo y el carbón, se le considera ampliamente como una forma de energía limpia. En consecuencia, se prevé que el consumo de GNL aumente de manera constante como se puede observar en la Fig. 1, la cual muestra el reciente crecimiento de las importaciones de GNL en todo el mundo.
El acero con un 9% de Ni se utiliza comúnmente para los tanques de GNL sobre tierra.
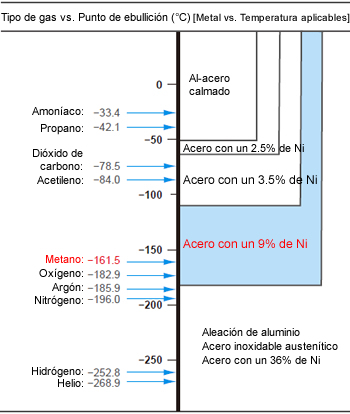
Fig. 2: Los puntos de ebullición de varios gases licuados y
metales aplicables para tanques de almacenamiento.
Hay dos tipos de tanques de GNL; uno para las naves de GNL transoceánicas y otro para el almacenamiento en tierra firme. En cuanto a los tanques de almacenamiento de GNL, pueden ser construidos ya sea por encima o por debajo del suelo. Los tanques sobre tierra suelen adoptar la forma de una estructura de armazón dual de forma cilíndrica con un fondo plano, mientras que los tanques subterráneos son del tipo membrana. Debido a que el tanque interno está expuesto directamente al GNL a menos 161,5 °C, debe tener un alto nivel de resiliencia. Los tanques interiores de los tanques de almacenamiento sobre tierra, por tanto, se fabrican generalmente de acero con un 9% de Ni o de una aleación de aluminio, mientras que los de los tanques subterráneos se fabrican de 304 y/ó 304L de aceros inoxidables austeníticos. La elección del material depende del punto de ebullición del gas correspondiente (consulte la Fig. 2) a causa de que la licuefacción del gas requiere una temperatura baja tan particular.
El resto de este artículo presentará a los tanques de GNL sobre tierra con tanques internos de acero con un 9% de Ni y discutirá sobre los insumos de soldadura y los procedimientos relacionados.
![Fig. 3: Vista de la sección transversal de un tanque de almacenamiento PCLNG [2].](../../images/education-center/technical_hightlight/vol02_03.jpg)
Fig. 3: Vista de la sección transversal de un tanque de
almacenamiento PCLNG [2].
La Fig. 3 muestra un tanque de almacenamiento de GNL cilíndrico sobre tierra de fondo plano, conocido como un PCLNG. Esta estructura, adoptada ampliamente en países de ultramar, tiene una pared circundante hecha de hormigón pretensado (PC), una carcasa exterior y techo de acero al carbono de servicio a baja temperatura, un tanque interior de acero con un 9% de Ni, y una cubierta interior de aluminio que está suspendida desde el techo de cúpula hecho de acero al carbono en la carcasa cilíndrica de 9% de Ni.
Reglamentos y normas para los tanques de GNL.
Una amplia gama de reglamentos y normas definen el diseño, construcción, inspección y mantenimiento de los tanques de GNL hechos de acero con un 9% de Ni. Algunas de los correspondientes ASME, API, BS EN, y JIS se proporcionan a continuación.
(1) ASME Sec. VIII, Div. 1: Diseño y fabricación de recipientes a presión; Div. 2: Reglas alternativas.
(2) Norma API 620: Diseño y construcción de grandes tanques soldados de almacenamiento de baja presión; Apéndice Q: tanques de almacenamiento de baja presión para gases de hidrocarburos licuados a una temperatura no inferior a -270 °F (-168 °C).
(3) BS EN 14620-1(2006): Diseño y fabricación de tanques de acero con fondo plano, cilíndrico y vertical, para el almacenamiento de gases licuados refrigerados con temperaturas de funcionamiento de entre 0 °C y -165 °C.
(4) JIS B8265(2010): Construcción del recipiente a presión ― Principios Generales; JIS B8267(2008): Construcción del recipiente a presión.
Los reglamentos y las normas más comúnmente aplicados en todo el mundo son ASME Sec. VIII y API 620. La Tabla 1 proporciona una comparación de las tensiones admisibles en los tanques de GNL sobre tierra de acero con un 9% de Ni. Dependiendo de la norma utilizada, la tensión admisible varía y el espesor de la placa de la carcasa difiere en consecuencia. Como se observa en la Tabla 1, ASME y JIS calculan la tensión admisible en relación a la resistencia de la junta de soldadura a tope, mientras que la API utiliza la resistencia del metal de soldadura.
| Código o norma | Fórmula para calcura la tensión admisible |
Resistencia estándar (MPa) |
Tensión admisible (MPa) |
|
|---|---|---|---|---|
| API 620 Appendix Q |
Valor más pequeño entre 1/3 σBM*1 y 2/3 σYM*2 |
σBM*1 ≥ 660 σYM*2 ≥ 360 |
220 | |
| ASME Sec. VIII |
Div. 1 | 1/3.5 σB*3 | σB*3 ≥ 660 | 190 |
| Div. 2 | 1/2.4 σB*3 | σB*3 ≥ 660 | 280 | |
| JIS | B 8265 | 1/4 σB*3 | σB*3 ≥ 660 | 190 |
| B 8267 | 1/3.5 σB*3 | 190 | ||
| *1: Resistencia a la tracción de un metal soldado. *2: Resistencia de prueba de un metal soldado. *3: Resistencia a la tracción de una junta a tope soldada. |
||||
Cuando se calcula el nivel de la tensión admisible de un acero con un 9% de Ni según la API 620 Apéndice Q, el valor más bajo de la fuerza entre la placa (por ejemplo, templado y enfriado ASTM A553 Tipo I: σB ≥ 690 MPa; σY ≥ 585 MPa) y el metal de soldadura (por ejemplo, JIS Z 3225 D9Ni-1: σB ≥ 660 MPa; σY ≥ 360 MPa), la resistencia del metal de soldadura a saber, es adoptada como la norma de la resistencia en general. Además, el apéndice Q permite utilizar la resistencia a la tracción de 690 MPa y la resistencia de prueba de 400 MPa como los valores máximos permitidos para la determinación de la tensión admisible, a pesar de que deben ser puestos a prueba y comprobados. Por lo tanto, la API permite adoptar el diseño de mayor resistencia, lo cual hace que la reducción del espesor de la placa sea posible.
En 1960, una prueba destructiva que implicó un recipiente a presión de gran tamaño hecho de acero con un 9% de Ni, la cual se llevó a cabo en los EE.UU., probó que el acero con un 9% de Ni podría ser utilizado de forma segura sin el tratamiento térmico posterior a la soldadura que se realiza para aliviar la tensión. Desde entonces, los tanques de gran capacidad de acero con un 9% de Ni se han construido extensamente.
Con el tiempo, ya que las capacidades de los tanques han ido aumentando cada vez más, el espesor de la placa aplicada también ha ido en aumento. Mientras que los tanques con una capacidad de 80.000 litros kilo (kl) tendrían una cáscara interior de acero con un 9% de Ni con un espesor máximo de la placa de 30 mm, los tanques de 140.000 kl requieren que la placa sea de 40 mm de espesor. En la actualidad, el diseño de los tanques de 200.000 kl está bajo investigación; estos requerirían placas con un espesor de 50 mm, alcanzando la capacidad máxima del tanque.
Especificaciones y características de un acero con un 9% de Ni
| Norma | ASTM | JIS G 3127 | |||
|---|---|---|---|---|---|
| A353 | A553 Type I |
SL9N 520 | SL9N 590 | ||
| Máx. grosor de la placa. (mm) |
50 | 50 | 50 | 100 | |
| Tratamiento térmico | NNT | QT | NNT | QT | |
| C (%) | ≤ 0.13 | ≤ 0.12 | |||
| Si (%) | 0.15-0.40 | ≤ 0.30 | |||
| Mn (%) | ≤ 0.90 | ≤ 0.90 | |||
| P (%) | ≤ 0.035 | ≤ 0.025 | |||
| S (%) | ≤ 0.035 | ≤ 0.025 | |||
| Ni (%) | 8.50-9.50 | 8.50-9.50 | |||
| 0.2%PS (MPa) | ≥ 515 | ≥ 585 | ≥ 520 | ≥ 590 | |
| TS (MPa) | 690-825 | 690-830 | |||
| El (%), t: Grosor.(mm) | ≥ 20.0 | ≥ 21 (6 ≤ t ≤ 16) *1 ≥ 25 (t > 16) *1 ≥ 21 (t > 20) *2 |
|||
| IV (J) a −196°C | ≥ 34 | ≥ 34 | ≥ 41 | ||
| LE*3 (mm) a −196°C | ≥ 0.38 | - | |||
| *1: Con una muestra de tipo placa de acuerdo con JIS Z 2201 N°5 (GL: 50 mm). *2: Con una muestra redonda según JIS Z 2201 N°4 (GL: 50 mm). *3: Expansión Lateral. |
|||||
El acero con un 9% de Ni es ferrítico, y posee excelentes propiedades mecánicas a las temperaturas criogénicas, así como buenas características de corte, doblado (flexión) y soldadura. La Tabla 2 muestra las especificaciones del ASTM y JIS para el acero con un 9% de Ni.
Los aceros que se utilizan en la construcción de tanques de GNL son principalmente ASTM A353 y A553 Tipo I; y JIS G3127 SL9N520 y SL9N590. A353 y G3127 SL9N520 se expresan como material de normalización doble y revenido (NNT), mientras que A553 Tipo I y G3127 SL9N590, figuran como material templado y revenido (QT). En comparación con NNT, el material QT tiene la mayor resistencia a prueba de 0,2%, así como mayor resistencia al impacto en la placa más gruesa. Debido a estos factores, el material de QT se utiliza principalmente para las piezas de trabajo pesado, tales como el armazón y la parte inferior.
Hay dos precauciones importantes a considerar al manipular acero con un 9% de Ni antes de que se proporcione a la soldadura.
(1) Cuando la deformación de procesamiento del acero con un 9% de Ni en el proceso de trabajo en frío excede el 3%, la propiedad de impacto disminuye en gran cantidad en proporción a la velocidad de deformación, y en este caso, el tratamiento térmico posterior es recomendado como se especifica en la API 620 Apéndice Q.
(2) El acero con un 9% de Ni tiene la desventaja de ser fácilmente magnetizado. La atención es necesaria para evitar que se convierta magnético durante la fabricación, transporte y procesamiento tal como corte y plegado. Durante el transporte, es especialmente aconsejable evitar el uso de grúas magnéticas para la elevación y para mantener la placa de acero con un 9% de Ni lejos de los cables de alta tensión.
El magnetismo residual en el acero con un 9% de Ni causará un golpe del arco magnético, desarrollando un arco inestable durante la soldadura. Algunos fabricantes prefieren especificar su propio límite de 50 Gauss o menos a la hora de aceptar un acero con un 9% de Ni de los proveedores de placas. Otra solución para el golpe del arco magnético es aplicar soldadura AC para el SMAW, lo cual ya es ampliamente aceptado por los fabricantes.
Especificaciones y características de los consumibles de soldadura
| Proceso | Norma AWS | Especificaciones para |
|---|---|---|
| SMAW | A5.11/A5.11M:2005 | Electrodos de soldadura de níquel y de aleaciones de níquel para soldadura por arco de metales blindados |
| FCAW | A5.34/A5.34M:2007 | Electrodos de aleciones de níquel para soldadura por arco con núcleo de fundente |
| GMAW GTAW SAW |
A5.14/A5.14M:2005 | Electrodos y barras de soldadura al descubierto de niquel y aleaciones de niquel. |
| Proceso | Norma JIS | Especificaciones para |
| SMAW | Z 3225:1999 | Electrodos revestidos para aceros con un 9% de níquel |
| GTAW | Z 3332:1999 | Barras de relleno e hilos sólidos de soldadura TIG para aceros con un 9% de níquel. |
| SAW | Z 3333:1999 | Hilos sólidos de soldadura por arco sumergidos y fundentes para aceros con un 9% de Ni |
Los insumos de soldadura que se utilizan generalmente para soldar aceros con un 9% de Ni son de aleación de Ni alta, tales como el tipo Inconel (aleación de Ni-Cr) y el tipo Hastelloy (aleación de Ni-Mo), a pesar de que sus composiciones químicas son bastante diferentes de las del acero con un 9 % de Ni. Aunque la resistencia de alta aleación de Ni es más baja que la del acero con un 9% de Ni, no causa fracturas frágiles, incluso a temperaturas criogénicas debido a su microestructura austenítica completa.
La primera aplicación del acero con un 9% de Ni en Japón se realizó en el año 1966 para un tanque de oxígeno licuado, en la cual los electrodos de tipo Inconel fueron utilizados. Desde entonces, con las continuas mejoras en la automatización de la soldadura, la resistencia al agrietamiento, y la fuerza del metal de soldadura, los insumos de soldadura de tipo Hastelloy (aleación Ni-Mo) cada vez son más y más utilizados. El molibdeno (Mo) en los insumos de soldadura de tipo Hastelloy se ha encontrado eficaz al evitar el agrietamiento en caliente.
El AWS especifica cuáles son los insumos de soldadura para los aceros con un 9% de Ni en A5.11, A5.14 y A5.34, como parte de las especificaciones de los insumos de soldadura de níquel y de aleaciones de níquel. Por el contrario, el JIS establece los reglamentos específicos de los insumos de soldadura para ser utilizados con aceros con un 9% de Ni en Z 3225, Z 3332 y Z 3333 como se muestra en la Tabla 3. Sólo en lo que respecta al FCAW, el JIS no especifica directamente cuáles son los insumos que se utilizarán con los aceros con un 9% de Ni.
Electrodos revestidos para aceros con un 9% de Ni
Tanto las especificaciones AWS como JIS de electrodos revestidos para soldadura de acero con un 9% de Ni se muestran en la Tabla 4; mientras que los electrodos revestidos recomendados por Kobe Steel, en la Tabla 5.
| Classifi- cation. |
AWS A5.11 | JIS Z 3225 | |||
|---|---|---|---|---|---|
| ENiCrFe-9 | ENiCrMo-6 | ENiMo-8 | D9Ni-1 | D9Ni-2 | |
| C (%) | ≤ 0.15 | ≤ 0.10 | ≤ 0.10 | ≤ 0.15 | ≤ 0.10 |
| Si (%) | ≤ 0.75 | ≤ 1.0 | ≤ 0.75 | ≤ 0.75 | ≤ 0.75 |
| Mn (%) | 1.0-4.5 | 2.0-4.0 | ≤ 1.5 | 1.0-4.0 | ≤ 3.0 |
| Ni (%) | ≥ 55.0 | ≥ 55.0 | ≥ 60.0 | ≥ 55.0 | ≥ 60.0 |
| Cr (%) | 12.0-17.0 | 12.0-17.0 | 0.5-3.5 | 10.0-17.0 | - |
| Mo (%) | 2.5-5.5 | 5.0-9.0 | 17.0-20.0 | ≤ 9.0 | 15.0-22.0 |
| W (%) | ≤ 1.5 | 1.0-2.0 | 2.0-4.0 | - | 1.5-5.0 |
| Nb+Ta (%) |
0.5-3.0 | 0.5-2.0 | - | 0.3-3.0 | - |
| Fe (%) | ≤ 12.0 | ≤ 0.10 | ≤ 0.10 | ≤ 0.15 | ≤ 12.0 |
| 0.2%PS (MPa) |
- | - | - | ≥ 360 | |
| TS (MPa) |
≥ 650 | ≥ 620 | ≥ 650 | ≥ 660 | |
| El (%) | ≥ 25 | ≥ 35 | ≥ 25 | ≥ 25 | |
| 0IV (J) a -196°C |
- | - | - | Av ≥ 34 Cada ≥ 27 |
|
| Designación Comercial |
NI-C70S | NI-C70H | NI-C1S |
|---|---|---|---|
| AWS A5.11 | ENiCrFe-9 | ENiCrMo-6 | ENiMo-8 |
| JIS Z 3225 | D9Ni-1 | - | D9Ni-2 |
| Característica | Tipo Inconel | Tipo Inconel | Tipo Hastelloy |
| Polaridad | AC | AC | AC |
| Aproximación a la clase de nave |
NK*1 | - | NK*1 |
| C (%) | 0.09 | 0.08 | 0.03 |
| Si (%) | 0.26 | 0.42 | 0.49 |
| Mn (%) | 2.26 | 2.85 | 0.28 |
| Ni (%) | 67.6 | 68.1 | 68.6 |
| Cr (%) | 13.9 | 12.9 | 1.9 |
| Mo (%) | 3.7 | 7.1 | 18.6 |
| W (%) | 0.6 | 1.2 | 2.9 |
| Nb+Ta (%) | 1.7 | 0.9 | - |
| Fe (%) | 9.8 | 5.5 | 6.8 |
| 0.2%PS (MPa) | 430 | 460 | 440 |
| TS (MPa) | 705 | 725 | 730 |
| El (%) | 41 | 42 | 48 |
| IV (J) a -196°C | 62 | 77 | 83 |
| *1: Posiciones NK para Nippon Kaiji Kyokai. | |||
El PREMIARCTM NI-C70H es un electrodo revestido de nuevo desarrollo que muestra una resistencia de prueba de 0.2% mucho mayor que otros electrodos revestidos convencionales para los aceros con un 9% de Ni.
Hilos tubulares para aceros con un 9% de Ni
| Designación Comercial |
DW-N70S | DW-N709SP |
|---|---|---|
| AWS A5.34 | - | (ENiMo13-T)*1 |
| Feature | Aplicable a la soldadura vertical descendente |
▪ Tipo Hastelloy para soldadura en todas las posiciones. ▪ Excelentes valores de CTOD y resistencia al agrietamiento en caliente. |
| Gas de protección | 80%Ar-20%CO2 | 80%Ar-20%CO2 |
| C (%) | 0.05 | 0.02 |
| Si (%) | 0.20 | 0.21 |
| Mn (%) | 5.91 | 2.75 |
| Ni (%) | 62.6 | 62.1 |
| Cr (%) | 16.8 | 6.9 |
| Mo (%) | 10.2 | 17.6 |
| W (%) | - | 2.4 |
| Nb+Ta (%) | 2.0 | - |
| Fe (%) | 1.8 | 7.7 |
| 0.2%PS (MPa) | 425 | 450 |
| TS (MPa) | 715 | 710 |
| El (%) | 46 | 46 |
| IV (J) a −196°C | 106 | 90 |
| LE (mm) a −196°C | - | 1.40 |
| *1: La clasificación del ENiMo 13-T no se ha publicado aún pero pronto se dará a conocer por AWS. |
||
Una nueva especificación AWS A5.34 fue establecida y hecha pública en el año 2007, como se muestra en la Tabla 3. Especifica las composiciones químicas y las pruebas de tensión en la misma manera que en A5.11 y A5.14.
La aplicación de hilos tubulares (FCWs) para los tanques de GNL hechas a base de acero con un 9% de Ni había sido limitada debido a que un estricto control de las condiciones de soldadura en un rango minúsculo era requerido para evitar el agrietamiento en caliente, y la soldadura en todas las posiciones era difícil. Sin embargo, como se muestra en la Tabla 6, Kobe Steel ha desarrollado dos tipos de FCWs para la correcta soldadura con aceros de un 9% de Ni que puedan resolver estos problemas, y recientemente se han puesto en funcionamiento. El PREMIARCTM DW-N70Sestá diseñado para soldar por mano y un nuevo FCW, el PREMIARCTM DWN709SP, para la soldadura en todas las posiciones como se muestra en la Tabla 6.
El DW-N709SP se introduce aquí como el A5.34 (ENiMo13-T), debido a que aún no existe tal clasificación en A5.34. De acuerdo con las últimas informaciones, el A5.34 revisado, el cual cubrirá al ENiMo13-T, será emitido por AWS pronto. Para obtener información técnica más detallada sobre el DW-N709SP, por favor consulte la sección "Kobelco Welding Today, vol. 13 N° 1, 2010".
Una junta a tope soldada en acero con un 9% de Ni por el DW-N709SP dio resultados muy satisfactorios en las pruebas de tensión, impacto, CTOD, y flexión como se muestra en la Tabla 7. La visión general de la junta de soldadura y el aspecto de las muestras de la prueba de flexión se muestran en la Fig. 4. Además, la Fig. 5 muestra el resultado de la prueba de agrietamiento llevada a cabo por FISCO en un metal de soldadura del DW-N709SP. La zona libre de agrietamientos ha llegado a ser mucho más amplia, incluso a velocidades de soldadura más rápidas, cuando la susceptibilidad contra el agrietamiento en caliente se vuelve bastante crítica.
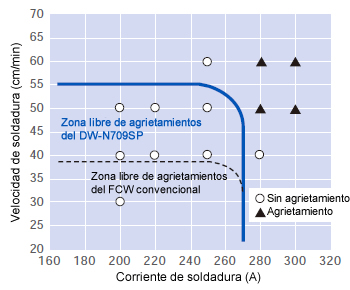
Fig. 5: Resultados de la prueba de agrietamiento FISCO de
los metales soldados de PREMIARCTM DWN709SP
mmostrando una resistencia superior al agrientamiento en
caliente que el FCW convencional.
| Propiedades | Medidas |
|---|---|
| Resistencia a la tracción a temperatura ambiente*1 |
738 MPa (Fractura en el metal de soldadura) |
| Resistencia al impacto en −196°C | 88, 91, 89 (Av. 88) (J) |
| CTOD en −196°C (δM) | 0.39, 0.39, 0.38 (Av. 0.38) |
| Flexión longitudinal, 180° | Bien |
| *1: El metal base es ASTM A553 Tipo I, con 28mm de grosor, y de ranura de doble V. |
|
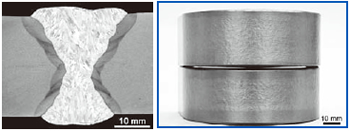
Fig. 4: PREMIARCTM DW-N709SP exhibe una fusión
completa en la posición 3G de la junta a tope, además de
una excelente ductibilidad en la prueba de flexión.
Alambre de soldadura Tig para aceros con un 9% de Ni
| Propiedades *1 | Clasificaciones | Designación comercial |
|
|---|---|---|---|
| AWS A5.14 ERNiMo-8 |
JIS Z 3332 YGT9Ni-2 |
TG-S709S | |
| Características | - | - | ▪ Cable y barra de tipo Hastelloy ▪ Adecuado para GTAW automático |
| Aproximación a la clase de nave |
- | - | NK |
| C (%) | ≤ 0.10 | ≤ 0.10 | 0.02 |
| Si (%) | ≤ 0.75 | ≤ 0.75 | 0.03 |
| Mn (%) | ≤ 1.5 | ≤ 3.0 | 0.03 |
| Ni (%) | ≥ 60.0 | ≥ 60.0 | 70.4 |
| Cr (%) | 0.5-3.5 | - | 2.0 |
| Mo (%) | 17.0-20.0 | 15.0-22.0 | 19.0 |
| W (%) | 2.0-4.0 | 1.5-5.0 | 3.0 |
| Fe (%) | ≤ 10.0 | ≤ 12.0 | 5.5 |
| 0.2%PS (MPa) | - | ≥ 360 | 460 |
| TS (MPa) | - | ≥ 660 | 730 |
| El (%) | - | ≥ 25 | 47 |
| IV (J) a −196°C | - | Av ≥ 34, Cada ≥ 27 |
160 |
| *1: Las composiciones químicas son para los cables. Las propiedades mecánicas son para los metales depositados. |
|||
Desde que el proceso MC-TIL de Kobe Steel para soldadura TIG automática fue desarrollado en 1973, ha sido ampliamente aplicado por los fabricantes de tanques, particularmente en Japón. En el extranjero, se ha adoptado en más de 10 unidades de tanques de GNL de acero con un 9% de Ni y en alrededor de 60 unidades en el mercado interno japonés.
Esta eficiente soldadura TIG automática implica la aplicación de una alta corriente de soldadura y la deformación intencionada de la dirección del arco mediante fuerza magnética, y es capaz de mantener la solidez del metal de soldadura, la ventaja principal de el GTAW. Es dos veces más eficiente que el SMAW y cuatro veces más que el GTAW manual. Además, el proceso reduce la tasa de defectos a casi cero y mejora el tiempo de culminación, el costo total y la calidad de la soldadura.
Las especificaciones AWS y JIS de cables TIG para aceros con un 9% de Ni y las propiedades del alambre de relleno correspondiente de PREMIARCTM TG-S709S se muestran en la Tabla 8.
Cables SAW y fundentes para aceros con un 9% de Ni
| Classification | AWS A5.14 | JIS Z 3333 | |
|---|---|---|---|
| ERNiMo-8 | FS9Ni-F/YS9Ni | FS9Ni-H/YS9Ni | |
| Aplicable a | cable | Metal Soldado | Metal Soldado |
| C (%) | ≤ 0.10 | ≤ 0.10 | ≤ 0.10 |
| Si (%) | ≤ 0.75 | ≤ 1.5 | ≤ 1.5 |
| Mn (%) | ≤ 1.5 | ≤ 3.5 | ≤ 3.5 |
| Ni (%) | ≥ 60.0 | ≥ 60.0 | ≥ 60.0 |
| Cr (%) | 0.5-3.5 | - | - |
| Mo (%) | 17.0-20.0 | 10.0-25.0 | 10.0-25.0 |
| W (%) | 2.0-4.0 | - | - |
| Fe (%) | ≤ 10.0 | ≤ 20.0 | ≤ 20.0 |
| 0.2%PS (MPa) | - | ≥ 365 | ≥ 365 |
| TS (Mpa) | - | ≥ 660 | ≥ 660 |
| El (%) | - | ≥ 25 | ≥ 25 |
| IV (J) a −196°C | - | Av. ≥ 34 Cada ≥ 27 |
Av. ≥ 34 Cada ≥ 27 |
En sus especificaciones SAW, la AWS regula sólo los cables en A5.14, mientras que JIS especifica la combinación de alambre y fundente; como se muestra en la Tabla 3 y la Tabla 9. El cable SAW de Kobe Steel y las combinaciones de fundentes se muestran en la Tabla 10.
| Designación comercial. (Fundente/ alambre) |
Clasificación | Características | Pol. | Aproximación a la clase de nave |
Composición química (%) | Propiedades mecánicas | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AWS A5.14 |
JIS Z 3333 |
C | Si | Mn | Ni | Cr | Mo | W | Fe | 0.2%PS (MPa) |
TS (MPa) |
El (%) |
IV (J) a −196°C |
||||
| PF-N3/ US-709S |
ER NiMo-8 (wire) |
FS9Ni- F/YS9Nil |
▪ Insumos de tipo Hastelloy ▪ Adecuado para la posición de soldadura 1G |
AC, DCEP |
- | 0.03 | 0.12 | 1.70 | 64.1 | 1.6 | 16.6 | 2.5 | 14.7 | 400 | 690 | 44 | 80 |
| PF-N4/ US-709S |
ER NiMo-8 (wire) |
FS9Ni- F/YS9Nil |
▪ Insumos de tipo Hastelloy ▪ Adecuado para la posición de soldadura 2G |
DCEP | NK | 0.03 | 0.74 | 0.58 | 64.0 | 1.7 | 17.2 | 2.7 | 14.9 | 410 | 680 | 43 | 70 |
Procedimientos y control de soldadura
El factor clave para la construcción económica y cualitativa de un tanque es reducir al mínimo la cantidad de trabajo en el lugar de fabricación. Esto puede lograrse a través de la adopción del diseño modular, en el cual cada módulo es fabricado en una planta y enviado al lugar donde después se llevarán a cabo los trabajos de conexión. Incluso la cúpula de un tanque de GNL se fabrica en una planta y es conectada a la carcasa en el lugar, utilizando el proceso de levantamiento por aire.
Las juntas de soldadura que se llevan a cabo usualmente en los componentes del acero con un 9% de Ni, se muestran en la Fig. 6. La Tabla 11 muestra los procedimientos de soldadura utilizados en las juntas individuales.
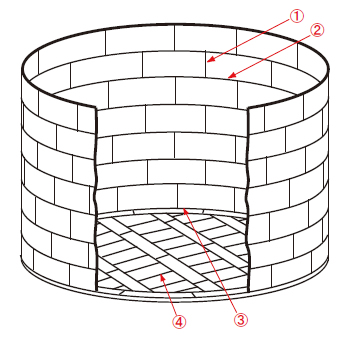
Fig. 6: Vista de la sección transversal de las juntas de
soldadura típicas en el armazón y fondo de un tanque de
acero con un 9% de Ni en el lugar de fabricación.
(Consulte la Tabla 11 para ver los procedimientos de
soldadura individuales)
| N°de junta | ① | ② | ③ | ④ |
|---|---|---|---|---|
| Componente | Armazón lateral |
Armazón lateral |
Armazón de abajo a lado |
Fondo |
| Tipo de junta | Doble V | Doble V | Bisel doble | Recubrimiento |
| Posición de Soldadura*1 |
3G | 2G | 2G | 2F |
| Proceso de Soldadura*2 |
SMAW FCAW Auto-TIG |
SAW Auto-TIG |
SAW Auto-TIG |
SMAW FCAW Auto-TIG |
| *1: 3G (Ranura vertical); 2G (Ranura horizontal); 2F (Filete horizontal). *2: El equipo de soldadura de Kobelco auto-TIG se encuentra disponible sólo en Japón. |
||||
[Note: Inconel es una marca registrada de Special Metals Corp.
Hastelloy es una marca registrada de Haynes International.]
La Fig. 7 muestra ejemplos de configuraciones de ranura para SMAW, GTAW, SAW y FCAW en posiciones de soldadura designadas en la figura. La Fig. 8 muestra la soldadura de filete horizontal (2F) en el techo de un tanque de GNL con un hilo tubular DW-N709SP. La Fig. 9 muestra la soldadura de una junta tope superior (4G) a lo largo de la placa de fondo de un tanque de GNL con un equipo automático de soldadura TIG utilizando un alambre TIG de TG-S709S. Estas fotos fueron tomadas en una obra en construcción en Japón, donde los más grandes tanques de GNL sobre tierra utilizaban una estructura de cúpula cilíndrica de fondo plano con doble coraza (Fig. 10). La cúpula también está hecha de acero con un 9% de Ni.
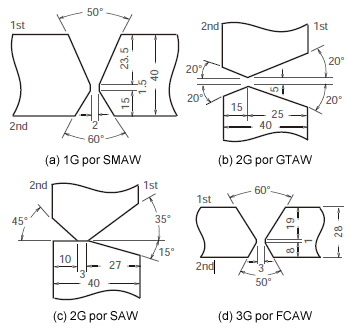
Fig. 7: Configuraciones típicas de ranura para SMAW,
GTAW, SAW y FCAW utilizadas para juntar los
componentes del acero con un 9% de Ni en la fabricación
de un tanque de GNL.

Fig 8: La soldadura de filete horizontal (2F) en el techo de
un tanque de GNL se lleva a cabo con el hilo tubular de
PREMIARCTM DW-N709SP.
![Fig. 10: Vista de la sección transversal del fondo plano con doble coraza del tanque de cúpula cilíndrica [3].](../../images/education-center/technical_hightlight/vol02_10.jpg)
Fig. 10: Vista de la sección transversal del fondo plano con
doble coraza del tanque de cúpula cilíndrica [3].
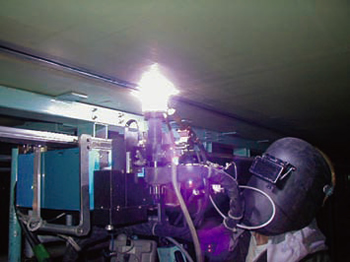
Fig. 9: La soldadura a tope superior (4G), a lo largo de la
placa de fondo de un tanque de GNL, se lleva a cabo con un
equipo automático de soldadura TIG utilizando el cable TIG
de PREMIARCTM TG-S709S.
Consejos para obtener mejores resultados de soldadura en acero con un 9% de Ni
Los insumos de alta aleación de Ni son, en general, sensibles al agrietamiento en caliente; típicamente en los tanques de GNL, se requiere de una soldadura muy disímil. Las siguientes precauciones especiales para evitar el agrietamiento en caliente y la dilución del metal base deben ser tomadas en consideración.
Las grietas de cráteres deben ser eliminadas: Los insumos de soldadura de Kobe Steel para acero con un 9% de Ni, han demostrado ser los adecuados a través de las pruebas llevadas a cabo por FISCO para medir la susceptibilidad al agrietamiento en caliente. Sin embargo, debido a que las grietas de cráteres (un tipo de grieta en caliente) son frecuentes y difíciles de evitar, se recomienda intensamente esmerilar el cráter cada vez que el arco se detenga.
La dilución del metal base afecta a las propiedades mecánicas del metal de soldadura: Cuando el metal base se diluye en el metal de soldadura por arco, la química del metal de soldadura puede cambiar. Estos cambios pueden ser más significativos en la soldadura disímil, disminuyendo la resistencia a la tracción del metal de soldadura. Se aconseja que compruebe las condiciones de soldadura y que asegure que la resistencia a la tracción y la resistencia de prueba de 0,2% cumpla con los requisitos de la prueba de procedimiento por adelantado.
[1] JOGMEC (Japan Oil, Gas and Metals National Corporation), Mercado y Demanda del GNL, 2010.
[2] Revisión de Ingeniería de Ishikawajima-Harima, Vol. 50, No. 1 (2010).
[3] Industrias pesadas de Ishikawajima-Harima, Tanque de GNL ― Su Estructura, Materiales y Técnicas de Soldadura, Hierro & Acero, (1978) No. 1.
[4] Kobe Steel, Reporte Técnico de Soldadura, (1996) No. 314
[5] Kobe Steel, Manual de Procedimientos de Soldadura, Soldadura de Tanques de GLP y GNL
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




