

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.5: Los Inmejorables Metales de Relleno de Kobelco concuerdan con los Nuevos Desarrollos de las tuberías forzadas de Energía Hidráulica >
Técnica Destacada Vol.5
Los Inmejorables Metales de Relleno de Kobelco concuerdan con los Nuevos Desarrollos de las tuberías forzadas de Energía Hidráulica
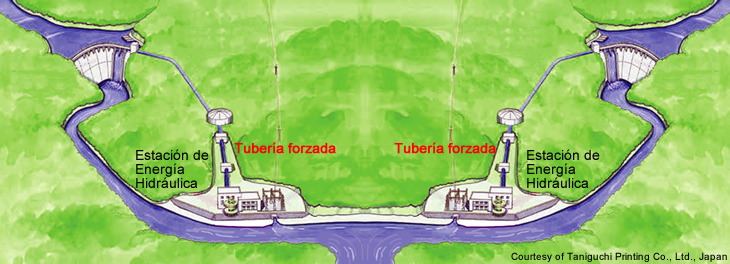
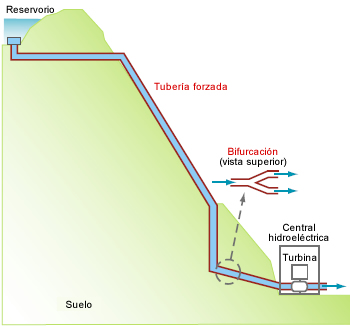
Fig. 1: Una vista cortada de la tubería forzada de la hidroeléctrica
Una tubería forzada, es una tubería de acero o conducto utilizado para llevar agua hacia una rueda o turbina. La tubería forzada recibe el agua desde la puerta de agua de un reservorio y la lleva hacia el generador de energía hidráulica, que se encuentra instalado en la central hidroeléctrica (Fig. 1). Las centrales hidroeléctricas han visto incrementos en su capacidad debido a la creciente demanda de electricidad. Por lo tanto, los aceros utilizados para las tuberías forzadas han sido obligados a tener una mayor resistencia a la tracción, además de paredes más gruesas con el fin de soportar presiones de agua superiores. Este artículo trata sobre aceros con alta resistencia a la tracción y metales de relleno utilizados para la soldadura de tuberías forzadas.
Tuberías forzadas más largas y resistentes
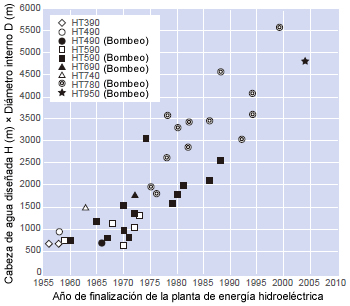
Fig. 2: Transición de la escala de tuberías forzadas en Japón
La escala de tuberías forzadas es generalmente determinada por el producto de la cabeza de agua y el diámetro interior ([H] x [D]) para los cuales la tubería forzada ha sido diseñada. Como se muestra en la Fig. 2, la escala de tuberías forzadas en Japón ha aumentado continuamente desde el año 1955, como consecuencia de la ampliación de las centrales hidroeléctricas de acumulación por bombeo. Por consiguiente, la resistencia a la tracción de los aceros utilizados en las tuberías forzadas ha sido incrementada para reducir los términos de construcción y los costes. Considerando que se utilizó aceros de clase 780 MPa (HT780) de alta resistencia a la tracción ampliamente en muchas tuberías forzadas en Japón en la década de 1970, para el año 2001, los aceros de clase 780 MPa (HT780) fueron adoptados en la construcción de la Central Eléctrica de Kannagawa de Tokyo Electric Power en Japón.
Además de los aceros HT780 y HT950 mencionados anteriormente, los aceros de alta resistencia a la tracción de clase 490 y 570 MPa (HT490 y HT570) se utilizan cuando la presión del agua se encuentra en la parte inferior o superior de una tubería forzada. Los requisitos de la Norma Industrial Japonesa (JIS) para las propiedades químicas y mecánicas de las chapas de acero HT490, HT570 y HT780 se muestran en la Tabla 1. Los aceros HT950 se encuentran especificados por el Comité de Códigos y Normas Electrotécnicas de Japón (JESC) en JESC H0001: Guía Técnica de Aplicaciones para Aceros de alta Resistencia a la Tracción de clase 950 MPa en tuberías forzadas, la cual es determinada por la Asociación de Puertas Hidráulicas y tuberías forzadas del Japón. Propiedades mecánicas y de composición química, y los requisitos para las chapas de acero HT950 se muestran en la Tabla 2.
| Clase | HT490 | HT570 | HT780 |
|---|---|---|---|
| JIS | G3106 | G3128 | |
| Grado | SM490B | SM570 | SHY685NS |
| Grosor. (mm) | t ≤ 200 | t ≤ 100 | t ≤ 100 |
| C% máx. | 0.18-0.20 según t |
0.18 | 0.14 |
| Si% máx. | 0.55 | 0.55 | 0.55 |
| Mn% máx. | 1.65 | 1.70 | 1.50 |
| P% máx. | 0.035 | 0.035 | 0.015 |
| S% máx. | 0.035 | 0.035 | 0.015 |
| Ni% | - | - | 0.30-1.50 |
| Otros % máx. |
- | - | Cu:0.50, Cr:0.80, Mo:0.60, V:0.05, B: 0.005 |
| Ceq*1 % máx. | - | 0.44-0.47 según t (QT) |
0.53-0.57 as per t*2 |
| YS, min. (MPa) |
275-325 según t |
420-460 según t |
665-685 según t |
| TS (MPa) | 490-610 | 570-720 | 780-930, 760-910 según t |
| IV, av. min. (J) | 27 a 0°C | 47 a –5°C | 47 (each 27) a –40°C |
| *1: Ceq = C + Mn/6 + Si/24 + Ni/40 + Cr/5 + Mo/4 + V/14 *2: El proveedor y el comprador deben estar de acuerdo con 75 < t ≤ 100 mm. |
|||
| Típico [Ref. 3] | Requisito | ||
|---|---|---|---|
| Grosor. (mm) |
50 | ≤ 50 | 50 < t ≤ 75 |
| C% | 0.10 | 0.14 máx. | 0.14 máx. |
| Si% | 0.25 | - | - |
| Mn% | 0.92 | - | - |
| P% | 0.003 | 0.010 máx. | 0.010 máx. |
| S% | 0.004 | 0.005 máx. | 0.005 máx. |
| Cu% | 0.17 | - | - |
| Cr% | 0.53 | - | - |
| Ni% | 1.39 | - | - |
| Mo% | 0.48 | - | - |
| V% | 0.040 | - | - |
| B% | 0.0011 | - | - |
| Ceq | 0.52 | 0.59 máx. | 0.62 máx. |
| Pcm *1 | 0.25 | 0.29 máx. | 0.33 máx. |
| YS (MPa) | 994 | 885 min. | 885 min. |
| TS (MPa) | 1,033 | 950-1130 | 950-1130 |
| IV (J) | 219 a –50°C | 47 min. a –55°C | 47 min. a –60°C |
| *1: Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B | |||
Metales de relleno para aceros HT490, HT570 y HT781
Los metales de relleno de alta resistencia a la tracción para SMAW, FCAW, GMAW, GTAW, y SAW están disponibles en Kobe Steel, como se muestra desde la Tabla 3 hasta la 5 con sus respectivos niveles de resistencia a la tracción: 490, 570 y 780 MPa.
| Proceso | SMAW | FCAW | GMAW | SAW | ||
|---|---|---|---|---|---|---|
| Desig- nación comercial |
LB-52 | LB-52A | DW-100 | MG-S50 | MF-38/ US-36 |
PF- H55AS/ US-36J |
| AWS | A5.1 E7016 |
A5.1 E7016 |
A5.20 E71T- 1C |
A5.18 ER70S- G |
A5.17 F7A6- EH14 |
A5.17 F7A8- EH14 |
| Polaridad | AC*1, DCEP |
AC*1, DCEP |
DCEP | DCEP | AC | DCEP |
| C% | 0.08 | 0.08 | 0.05 | 0.08 | 0.09 | 0.07 |
| Si% | 0.60 | 0.57 | 0.45 | 0.62 | 0.23 | 0.23 |
| Mn% | 0.94 | 1.12 | 1.35 | 1.12 | 1.62 | 1.42 |
| P% | 0.011 | 0.012 | 0.013 | 0.010 | 0.014 | 0.009 |
| S% | 0.006 | 0.005 | 0.009 | 0.008 | 0.007 | 0.004 |
| Ti% | - | - | - | - | - | 0.021 |
| B% | - | - | - | - | - | 0.004 |
| YS (MPa) | 500 | 500 | 510 | 450 | 470 | 485 |
| TS (MPa) | 570 | 580 | 570 | 570 | 570 | 555 |
| El (%) | 32 | 31 | 30 | 28 | 30 | 33 |
| IV, av. (J) | 210 a 0°C |
230 a 0°C |
110 a 0°C |
180 a –20°C |
125 a 0°C |
180 a –45°C |
| *1: Las propiedades químicas y mecánicas dadas aquí son para AC. | ||||||
| Proceso | SMAW | GMAW | Auto GTAW |
SAW | ||
|---|---|---|---|---|---|---|
| Desig- nación comercial |
LB-62UL | MG-S63B | TG-S60A | MF-38/ US-49 |
PF- H80AK/ US-56B |
|
| AWS | A5.5 E9016-G |
A5.28 ER90S-G |
A5.28 ER80S-G |
A5.23 F8A4- EG-A4 |
A5.23 F9A6- EG-G |
|
| Polaridad | AC, DCEP*1 |
DCEP | DCEP | AC | AC, DCEP*1 |
|
| C% | 0.05 | 0.08 | 0.06 | 0.07 | 0.06 | |
| Si% | 0.59 | 0.50 | 0.04 | 0.27 | 0.36 | |
| Mn% | 1.20 | 1.09 | 1.23 | 1.35 | 1.36 | |
| P% | 0.009 | 0.007 | 0.007 | 0.015 | 0.010 | |
| S% | 0.005 | 0.008 | 0.009 | 0.010 | 0.006 | |
| Ni% | 0.59 | - | 0.92 | - | 0.81 | |
| Cr% | - | 0.42 | - | - | - | |
| Mo% | 0.26 | 0.29 | 0.62 | 0.42 | 0.45 | |
| YS (MPa) | 551 | 601 | 590 | 530 | 611 | |
| TS (MPa) | 645 | 662 | 670 | 630 | 668 | |
| El (%) | 28 | 28 | 27 | 25 | 25 | |
| IV, av. (J) | 188 a –20°C |
161 a –20°C |
270 a –60°C |
97 a –5°C |
123 a –40°C |
|
| *1: Las propiedades mecánicas y de químicas dadas aquí son para el DCEP. |
||||||
| Proceso | SMAW | GMAW | Auto GTAW |
SAW | ||
|---|---|---|---|---|---|---|
| Desig- nación comercial |
LB-80UL | LB-80L | MG-S80 | TG- S80AM |
PF- H80AK/ US-80LT |
PF- H80AS/ US-80LT |
| AWS | A5.5 E11016- G |
A5.5 E11018- G H4 |
A5.28 E110S- G |
A5.28 E110S -G |
A5.23 F12A10- EG-G |
A5.23 F11A10- EG-G |
| Polaridad | AC | DCEP | DCEP | DCEP | AC | DCEP |
| C% | 0.08 | 0.04 | 0.06 | 0.08 | 0.08 | 0.07 |
| Si% | 0.52 | 0.60 | 0.40 | 0.09 | 0.28 | 0.44 |
| Mn% | 1.50 | 1.39 | 1.15 | 1.12 | 1.65 | 1.60 |
| P% | 0.009 | 0.009 | 0.010 | 0.006 | 0.009 | 0.011 |
| S% | 0.006 | 0.006 | 0.001 | 0.003 | 0.004 | 0.004 |
| Ni% | 1.90 | 2.88 | 2.67 | 2.85 | 2.45 | 2.43 |
| Cr% | 0.28 | - | 0.19 | 0.36 | 0.07 | 0.08 |
| Mo | 0.43 | 0.70 | 0.51 | 0.68 | 0.74 | 0.73 |
| YS (MPa) |
710 | 770 | 764 | 760 | 836 | 773 |
| TS (MPa) |
820 | 830 | 827 | 880 | 908 | 871 |
| El (%) | 25 | 24 | 22 | 23 | 20 | 21 |
| IV, av. (J) |
99 a –20°C |
100 a –60°C |
109 a –20°C |
240 a –60°C |
103 a –60°C |
79 a –60°C |
Metales de relleno resistentes y duros para aceros HT951
| Grosor del metal base. (mm) | t ≤ 100 | 100 < t ≤ 200 |
|---|---|---|
| Resistencia a la tracción de la junta (MPa) |
950 min. | 930 min. |
| Temperatura de transición, vTrs (°C) |
–10 o inferior | –15 o inferior |
| Energía absorbida, min. vE (J) | 48 a –10°C | 47 a –15°C |
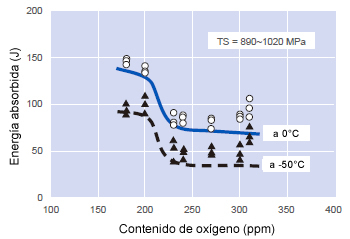
Fig. 3: Efecto del contenido de oxígeno en el metal de soldadura de SMAW de HT950 sobre la energía absorbida del impacto Charpy.
| Metal de relleno y sproceso |
Electrodo revestido para SMAW |
Hilo sólido para GMAW*2 |
Hilo sólido para GTAW automático |
Fundente y alambre para SAW |
||
|---|---|---|---|---|---|---|
| C% | 0.05 | 0.06 | 0.06 | 0.09 | ||
| Si% | 0.39 | 0.34 | 0.30 | 0.53 | ||
| Mn% | 1.35 | 1.34 | 1.43 | 1.79 | ||
| P% | 0.004 | 0.005 | 0.004 | 0.011 | ||
| S% | 0.003 | 0.003 | 0.006 | 0.002 | ||
| Ni% | 3.37 | 2.60 | 3.18 | 2.60 | ||
| Cr% | 0.58 | 0.46 | 0.81 | 0.07 | ||
| Mo% | 0.46 | 0.75 | 0.96 | 0.75 | ||
| O% | 0.016 | 0.016 | 0.001 | 0.019 | ||
| TS(MPa) | 965 | 960 | 1019 | 1002 | 959 | 962 |
| IV, av. (J) a –20°C |
137 | 138 | 111 | 224 | 120 | 152 |
| vTrs (°C) | < –60 | < –60 | < –60 | < –60 | < –60 | < –60 |
| CTOD, δm*3 (mm) a 0°C |
0.26 0.27 |
0.22 0.23 |
0.17 0.18 |
0.66 0.64 |
0.26 0.25 |
0.27 0.26 |
| Posición de soldadura |
Llano | Verti- cal |
Llano | Llano | Llano | Llano |
| Entrada de calor (kJ/mm) |
2.5 | 3.5 | 1.3 | 5.0 | 3.3 | 4.5 |
| *1: Las resistencias a la tracción son las de las soldaduras de junta a tope para el SMAW y SAW; mientras que las otras propiedades son las de los metales de soldadura. *2: Gas de protección con un 95%Ar-5%CO2 fue utilizado. *3: Probado según WES 1108-1995, con una muestra de B=W=50 mm. |
||||||
Las tuberías forzadas de acero HT950 se construyen de acuerdo con la Guía Técnica JESC H0001, la cual requiere lo siguiente para prevenir la fractura de las tuberías forzadas en funcionamiento a la temperatura de servicio mínima de 0°C: (1) un metal base para detener la propagación de una grieta quebradiza; y (2) soldaduras (zona afectada por el calor del metal de soldadura y metal base) que no iniciarán una fractura por fragilidad. Dado que es intrínsecamente difícil para una soldadura, asegurar un nivel equivalente a la dureza del metal base, la Guía Técnica tiene como objetivo primordial el detener las grietas quebradizas desde el mismo metal base.
Las propiedades mecánicas requeridas por la Guía Técnica para las soldaduras se muestran en la Tabla 6. La resistencia a la tracción dada en la tabla, es la mínima resistencia a la tracción de una muestra para pruebas de tipo placa transversal retirada a través de una soldadura de junta a tope (según la norma JIS Z 3121-1993), pero no de una muestra de metal totalmente soldado. Por lo tanto, el metal de soldadura puede ser menor en resistencia a la tracción que el metal base. Conocida como un junta de soldadura disímil, está diseñada para minimizar la susceptibilidad al agrietamiento en frío de la soldadura, mientras conserva la dureza de la junta lo suficiente como para retener la tensión de la tracción que puede aumentar durante el funcionamiento.
Cuando la resistencia a la tracción aumenta, la resistencia al impacto de los metales de soldadura de alta resistencia a la tracción tiende a disminuirse. Para abordar esta cuestión, Kobe Steel ha desarrollado metales de relleno resistentes para aceros HT950 mediante la reducción de oxígeno en el metal de soldadura (Fig. 3) para refinar la microestructura y mejorar la resistencia al agrietamiento dúctil, mediante la adición de níquel en el metal de soldadura para endurecer la matriz de la microestructura, y mediante el ajuste de la composición química del metal de soldadura para crear una estructura de ferrita fina acicular.
Mientras la resistencia a la tracción del metal de soldadura se incrementa, el metal de soldadura también se vuelve más susceptible al hidrógeno difusible, lo cual puede causar agrietamiento en frío. Para mejorar la resistencia al agrietamiento, Kobe Steel ha ideado cómo reducir la fuente de hidrógeno en los metales de relleno que mantienen una buena facilidad de uso de soldadura. Para la cubierta del electrodo de SMAW y el fundente de SAW, el proceso de producción se innovó y la composición de las materias primas fue elaborada con el fin de disminuir el contenido de agua y la presión parcial de hidrógeno en la atmósfera del arco. Mientras que para los cables de GMAW y GTAW, el lubricante ha sido mejorado.
Estos avances han permitido, a Kobe Steel, desarrollar metales de relleno de aportación excepcional para las tuberías forzadas de acero HT950. La Tabla 7 muestra las propiedades mecánicas y químicas de los metales de relleno de Kobelco. Con estos metales de relleno de HT950, el procedimiento de soldadura puede ser comparable al de metales de relleno de HT780 convencionales. Con las propiedades inigualables mostradas en la tabla, estos metales de relleno han sido aplicados exitosamente en la construcción de tuberías forzadas de dos centrales hidroeléctricas en Japón.
Los procedimientos de soldadura de alta tecnología son requeridos en la construcción de tuberías forzadas
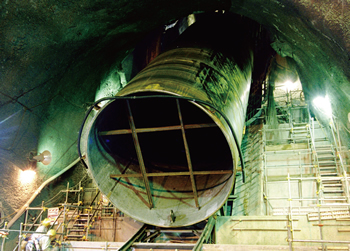
Fig. 4: Un tubo único se une a otro, uno por uno, en el túnel inclinado para construir la tubería forzada (Cortesía de Mitsubishi Heavy Industries, Ltd., Japón).
En muchos casos, una tubería forzada de energía hidráulica, se fabrica primero en un taller que se construye temporalmente cerca del sitio de construcción de las tuberías forzadas. En el taller, dos o tres secciones laminadas de acero son soldadas con costura principalmente por el SAW para la fabricación de un solo tubo con una longitud de unos 3 metros. A continuación, tres o cuatro tubos individuales son juntados a tope principalmente por el SAW con el fin de producir un tubo único con una longitud de unos 9-12 metros. Los tubos únicos son entregados al sitio — en muchos casos dentro del túnel inclinado — en donde la tubería forzada va a ser instalada. Luego los tubos únicos se unen mediante SMAW, GMAW automático, o GTAW automático, para construir la tubería forzada. La Fig. 4 muestra un tubo único siendo entregado dentro del túnel inclinado. La Fig. 5 muestra la configuración del proceso GMAW automático unilateral dentro del tubo único para la soldadura a tope de dos tubos únicos.
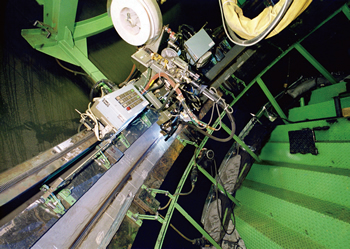
Fig. 5: Configuración del proceso GMAW automático
unilateral en la junta a tope de dos tubos únicos dentro el
túnel inclinado (Cortesía de Mitsubishi Heavy Industries,
Ltd., Japón).
Como se muestra en la Fig. 1, cuando una sola tubería forzada alimenta varios generadores de energía hidroeléctrica con agua a presión, las ramas de la tubería forzada separan el agua. Cuando la tubería forzada separa el agua en dos líneas, se refiere a la ramificación de la tubería forzada más comúnmente como bifurcación. La Fig. 6 ilustra cómo la bifurcación se lleva a cabo típicamente en una planta de fabricación. En general, una tubería forzada se encuentra bifurcada en su parte más baja donde la presión del agua es la más alta. Para soportar la carga del agua a alta presión, la bifurcación será una estructura de trabajo pesado compuesta por tubos de acero HT780 o HT950, con soportes gruesos y de gran espesor.
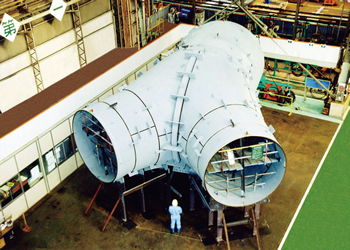
Fig. 6: Una bifurcación de tubería forzada bajo la producción en una planta de fabricación (Cortesía de Mitsubishi Heavy Industries, Ltd., Japón).
En el túnel subterráneo, los tubos únicos se colocan en aire ambiente de alrededor de 15°C y de humedad casi saturada. Durante la soldadura, las juntas tienen que mantenerse a las temperaturas de precalentamiento y entre pasadas requeridas (por ejemplo, 100-125°C o más, para tubos de acero HT780 de 50 o más de grosor) para evitar el agrietamiento en frío en la soldadura. Por lo tanto, la operación de soldadura tiene que llevarse a cabo en un ambiente de alta humedad y temperatura.
La soldadura manual bajo estas condiciones de temperatura y humedad altas, es dura para los soldadores. El diámetro del túnel también debe ser lo suficientemente amplio como para asegurar un espacio de trabajo suficientemente grande. Para hacer frente a los problemas económicos y de seguridad de las personas, el proceso de soldadura ha sido automatizado mediante el empleo de los procesos GMAW y GTAW automáticos unilaterales.
Debido a que la alta humedad (una fuente de agua, y por lo tanto de hidrógeno) puede promover el agrietamiento en frío y el agrietamiento retrasado en la soldadura, el controlar la temperatura de precalentamiento y entre pasadas, de post-calentamiento, y mantener el metal de relleno seco, son acciones esenciales para prevenir estos efectos. Además, la entrada de calor debe ser controlada para poder asegurar una resistencia a la tracción y resiliencia de la soldadura suficientes. Los requisitos exactos para estos parámetros de control de procedimiento dependen del tipo de acero, el espesor de la placa, y el tipo de metal de relleno.
Referencias:
[1] Diario Trimestral de la Sociedad de Soldadura de Japón, Vol. 21 (2003) No 1.
[2] Diario de la Sociedad de Soldadura de Japón, Vol. 78 (2009) No 6.
[3] Informes de Ingeniería de la Construcción Naval de Hitachi, Vol. 58 (1998) No. 4.
[4] Kobe Steel, Guía Técnica de Soldadura, (1997) No. 331.
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




