

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.6: Hilos tubulares para aceros inoxidables de Kobelco: Satisfacen diversas necesidades del mercado con una amplia gama de productos >
Técnica Destacada Vol.6
Hilos tubulares para aceros inoxidables de Kobelco: Satisfacen diversas necesidades del mercado con una amplia gama de productos

1. La demanda mundial de aceros inoxidables e insumos de soldadura asociados
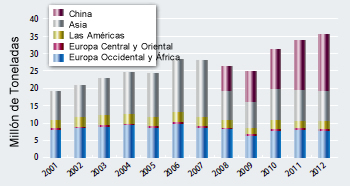
Fig. 1: Producción mundial de acero inoxidable
Nota: se incluye a China en Asia antes del 2007.
En los años transcurridos desde la crisis financiera del 2008, la producción mundial de acero inoxidable se recuperó sin problemas debido a los grandes aumentos en el consumo de China, alcanzando un nivel de 30 millones de toneladas en el 2011 (véase la Fig. 1). Se prevé que se amplíe a 40 millones de toneladas en el 2014 y a 45 millones de toneladas en el 2020 ya que se espera presenciar un aumento constante en la demanda global.
Cuando la demanda global es examinada por países, China ha sido responsable de la mayor cantidad desde el 2008 y alrededor del 40% en 2011, superando por mucho la demanda de Japón (algo más del 10%) y los EE.UU. (un poco menos que el 10%). Los pronósticos de la demanda futura sugieren un aumento en el consumo proveniente de los mercados emergentes como India y Turquía, además de China.
Con respecto a qué tipos de aceros inoxidables serán requeridos en el 2020, se espera que la demanda de aceros austeníticos, la cual comprende el 60% actual de la demanda global, descienda ligeramente a alrededor del 50%, mientras que la de los aceros dúplex y ferríticos aumente.
Por el contrario, mientras que los datos sobre la demanda mundial de insumos de soldadura para aceros inoxidables no están disponibles, se puede calcular a partir de los datos sobre aceros inoxidables. La información sobre los insumos de soldadura para aceros inoxidables en Japón, se encuentra disponible en la Asociación de Materiales de Soldadura de Japón, la cual informa que el consumo interno de insumos de soldadura para aceros inoxidables ha alcanzado alrededor de 7,500 toneladas en el 2011. Por consiguiente, la proporción de insumos de soldadura por aceros inoxidables (relación de unidad) se calcula a alrededor de 0.2%. Por lo tanto, utilizando la misma relación de unidad de 0.2%, se prevé que la demanda mundial de insumos de soldadura para aceros inoxidables sea un poco más de 60,000 toneladas en el 2011, aumentando a 80,000 toneladas en el 2014 y a 90,000 toneladas en el 2020.
2. Características de los hilos tubulares para aceros inoxidables de Kobelco

Fig. 2: Sección transversal
esquemática del FCW para
aceros inoxidables de
Kobe Steel
Los hilos tubulares (FCWs) proporcionan una alta tasa de deposición, así como una excelente capacidad de soldadura en general. La alta tasa de deposición ayuda a disminuir el tiempo total de soldadura, a mejorar la capacidad de soldadura, y a minimizar el tiempo empleado en el tratamiento de post-soldadura como en la eliminación de humos y salpicaduras pegados a las placas de acero. Especialmente cuando se utilizan con aceros inoxidables austeníticos, los FCWs proporcionan porciones soldadas con un aspecto hermoso y una alta resistencia a la corrosión: factores importantes en las estructuras de aceros inoxidable austeníticos.
La Fig. 2 muestra una sección transversal esquemática del FCW para aceros inoxidables austeníticos de Kobe Steel. La envoltura exterior se señala para ser adelgazada lo más posible con el fin de permitir una densidad de corriente alta, que a su vez, aumenta la eficiencia mediante el incremento de la cantidad del metal soldado por unidad de tiempo, incluso si se aplica la misma corriente de soldadura.
| Tipo o aplicación del acero |
Características y notas claves para la aplicación |
Nombre del producto |
Clasificación AWS |
Química principal |
Posición Aplicada *1 |
|---|---|---|---|---|---|
| 304 | General | DW-308 | E308T0-1/-4 | 20Cr-10Ni | F, HF |
| DW-308P | E308T1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | ||
| 304H | Libre de bismuto ; Operación de alta temperatura |
DW-308H | E308HT1-1/-4 | 19Cr-10Ni-0.06C | F, HF, VU |
| 304, 304L | Bajo en carbono (00:04% máx.) ; General | DW-308L | E308LT0-1/-4 | 20Cr-10Ni | F, HF |
| DW-308LP | E308LT1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | ||
| Chapa de gran espesor 304, 304L | DW-T308L | E308LT0-1/-4 | 20Cr-10Ni | F, HF | |
| Bajo Cr (VI) en el humo | DW-308L-XR | E308LT0-1/-4 | 20Cr-10Ni | F, HF | |
| Bajo Cr (VI) en el humo | DW-308LP-XR | E308LT1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | |
| Temperatura criogénica (≥ 27J/-196℃) | DW-308LTP | E308LT1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | |
| DW-308LT | E308LT0-1/-4 | 20Cr-10Ni | F, HF | ||
| Libre de bismuto; Tratamiento de solución | DW-308LH | E308LT1-1/-4 | 19Cr-10Ni | F, HF, VU | |
| Vara TIG para soldadura de pase de raíz sin purga de gas en la espalda | TG-X308L | R308LT1-5 | 20Cr-10Ni | F, HF, VU, OH | |
| 316, 316L | General | DW-316L | E316LT0-1/-4 | 19Cr-12Ni-2.3Mo | F, HF |
| DW-316LP | E316LT1-1/-4 | 18Cr-12Ni-2.8Mo | F, HF, VU, OH | ||
| Chapa de gran espesor | DW-T316L | E316LT0-1/-4 | 19Cr-12Ni-2.3Mo | F, HF | |
| Bajo Cr (VI) en el humo | DW-316L-XR | E316LT0-1/-4 | 18Cr-12Ni-2.3Mo | F, HF | |
| Bajo Cr (VI) en el humo | DW-316LP-XR | E316LT1-1/-4 | 18Cr-12Ni-2.3Mo | F, HF, VU, OH | |
| Libre de bismuto; Tratamiento de solución | DW-316LH | E316LT1-1/-4 | 19Cr-12Ni-2.3Mo | F, HF, VU | |
| Libre de bismuto ; Operación de alta temperatura | DW-316H | E316T1-1/-4 | 19Cr-12Ni-2.3Mo-0.06C | F, HF, VU | |
| Temperatura criogénica (≥ 27J/-196℃) (316L) | DW-316LT | E316LT1-1/-4 | 18Cr-13Ni-2.3Mo | F, HF, VU, OH | |
| Vara TIG para soldadura de pase de raíz sin purga de gas en la espalda | TG-X316L | R316LT1-5 | 19Cr-12Ni-2.3Mo | F, HF, VU, OH | |
| Soldadura de metales disímiles y de superposición | General | DW-309L | E309LT0-1/-4 | 24Cr-13Ni | F, HF |
| DW-309LP | E309LT1-1/-4 | 24Cr-13Ni | F, HF, VU, OH | ||
| Chapa de gran espesor | DW-T309L | E309LT0-1/-4 | 24Cr-13Ni | F, HF | |
| Bajo Cr (VI) en el humo | DW-309L-XR | E309LT0-1/-4 | 24Cr-13Ni | F, HF | |
| Libre de bismuto; Soldadura de superposición en un acero de baja aleación |
DW-309LH | E309LT1-1/-4 | 24Cr-13Ni | F, HF, VU | |
| TIG rod for root pass welding without back purging gas | TG-X309L | R309LT1-5 | 24Cr-13Ni | F, HF, VU, OH | |
| General | DW-309MoL | E309LMoT0-1/-4 | 23Cr-13Ni-2.3Mo | F, HF | |
| DW-309MoLP | E309LMoT1-1/-4 | 23Cr-13Ni-2.3Mo | F, HF, VU, OH | ||
| General (310S) | DW-310 | E310T0-1/-4 | 26Cr-21Ni-0.18C | F, HF | |
| Alto contenido de ferrita | DW-312 | E312T0-1/-4 | 29Cr-10Ni-0.12C | F, HF | |
| 321, 347 | General | DW-347 | E347T0-1/-4 | 19Cr-11Ni-0.6Nb | F, HF |
| Libre de bismuto ; Operación de alta temperatura | DW-347H | E347T1-1/-4 | 19Cr-10Ni-0.6Nb-0.06C | F, HF, VU | |
| Libre de bismuto; Bajo en carbono | DW-347LH | E347T1-1/-4 | 19Cr-10Ni-0.6Nb | F, HF, VU | |
| Vara TIG para soldadura de pase de raíz sin purga de gas en la espalda | TG-X347 | R347T1-5 | 19Cr-10Ni-0.6Nb | F, HF, VU, OH | |
| 317L | General | DW-317L | E317LT0-1/-4 | 19Cr-13Ni-3.3Mo | F, HF, VU |
| DW-317LP | E317LT1-1/-4 | 19Cr-13Ni-3.3Mo | F, HF, VU, OH | ||
| Libre de bismuto; Tratamiento de solución | DW-317LH | E317LT1-1/-4 | 19Cr-14Ni-3.4Mo | F, HF, VU | |
| Acero inoxidable Dúplex |
Dúplex magro (ASTM S32101, S32304) | DW-2307 | E2307T1-1/-4 | 25Cr-8Ni-0.13N | F, HF, VU |
| Estándar dúplex (ASTM S31803, S32205) |
DW-2209 | E2209T1-1/-4 | 23Cr-9Ni-3.3Mo-0.14N | F, HF, VU | |
| Vara TIG para soldadura de pase de raíz sin purga de gas en la espalda | TG-X2209 | --- | 23Cr-9Ni-3.3Mo-0.14N | F, HF, VU, OH | |
| Súper dúplex (ASTM S32750, S32760) | DW-2594 | E2594T1-1/-4 | 26Cr-10Ni-3.8Mo-0.24N | F, HF, VU | |
| Acero inoxidable martensítico para turbinas hidráulicas |
Todo tipo de posición | DW-410NiMo | E410NiMoT1-4 | 12Cr-4Ni-0.6Mo | F, HF, VU, OH |
| Metal de tipo FCW | MX-A410NiMo | EC410NiMo | 12Cr-4Ni-0.6Mo | F, HF | |
| 405, 409 | Ferrítico 13Cr-Nb | DW-410Cb | E409NbT0-1 | 13Cr-0.6Nb-0.06C | F, HF |
| Capa intermedia para soldadura de superposición con 13Cr |
DW-430CbS | E430NbT0-1 | 17Cr-0.9Nb | F, HF | |
| Para el sistema de escape de los automóviles | Metal ferrítico con 17Cr-Nb de tipo FCW | MX-A430M | --- | 17Cr-0.7Nb | F, HF |
| Aleación de Ni | Aleación de 625 y 825; Soldadura de superposición; Junta disímil | DW-N625 | ENiCrMo3T1-4 | Ni-21Cr-8.5Mo-3.5Nb | F, HF, VU |
| Soldadura de revestimiento y grosor de una tubería de revestimiento (5G, 6G) | DW-N625P | ENiCrMo3T1-4 | Ni-21Cr-8.5Mo-3.3Nb | Tubería 5G, 6G | |
| Aleación de 600 y 800; Junta disímil |
DW-N82 | ENiCr3T0-4 | Ni-21Cr-3.0Mn-2.5Nb | F, HF | |
| Aleación C276 | DW-NC276 | ENiCrMo4T1-4 | Ni-16Mo-15Cr-3.3W | F, HF, VU | |
| Nota: *1: Posición aplicada: F: plana ; HF: filete horizontal ; VU: vertical ascendente ; OH: sobrecarga ; | |||||
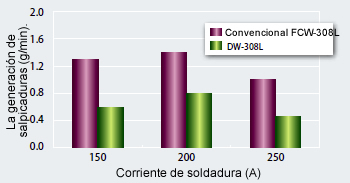
Fig. 3: Comparación de la generación de salpicaduras
Los FCWs para aceros inoxidables de Kobelco también son muy reputados en su uso para un arco estable con ambos 100% de CO2 y gases de blindaje mixtos de Ar-CO2, conduciendo a una generación de salpicaduras muy pequeña como se muestra en la Fig. 3. Esta característica no sólo se obtiene mediante el diseño apropiado del flujo (y excelente control de calidad en las plantas de fabricación de Kobelco en Japón y Países Bajos), sino también por el tratamiento especial de la superficie de alambre que permite la capacidad de alimentación estable del alambre. Otra característica de los FCWs para aceros inoxidables como PREMIARCTM DW-308L, PREMIARCTM DW-316L (para la posición plana y soldadura en ángulo), es la forma en la que están diseñados con el fin de controlar la formación de escoria: ésta puede ser fácilmente despegada en el momento adecuado después de la soldadura, lo cual previene la formación de color en la superficie del cordón (véase la Fig. 4).

Fig. 4 : Capacidad de eliminación de escoria y apariencia del cordón justo después de la soldadura (DW-308L)
Cuando se forman colores iridiscentes en las soldaduras que requieren apariencias estéticas y de limpieza, tratamiento de decapado, y tratamiento con ácido para eliminar el color de la superficie del metal de soldadura, se piden contramedidas. Al evitar la formación de colores iridiscentes, el tiempo empleado en el tratamiento con ácido es reducido, aumentando la productividad.
4. FCWs para aceros inoxidables actualizados de Kobelco
Los FCWs para aceros inoxidables de Kobelco tecnológicamente avanzados son productos únicos desarrollados exclusivamente por Kobe Steel; nuestros usuarios en todo el mundo los prefieren y confían en ellos. La Tabla 1 (en la página 4) enumera la amplia gama de FCWs disponibles para aceros inoxidables.
3-1. FCWs para aceros inoxidables bajos en Cr (VI) : "Serie XR"
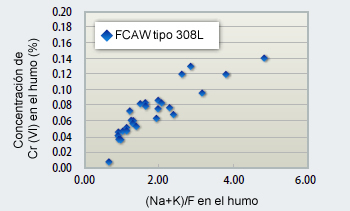
Fig. 5: Relación entre componentes de flujo y Cr (VI) en el humo de soldadura
Los FCWs pueden generar una mayor cantidad de humos que aquellos producidos por otros procesos de soldadura convencionales, incrementando los riesgos de seguridad. El humo de soldadura es un óxido que se forma cuando el vapor metálico generado por el arco se enfría y se solidifica en el aire. En el caso de la soldadura de acero inoxidable, el humo contiene de 5 a 20% de óxido de Cr, una porción de la cual existe el nocivo Cr6+, anotado como Cr (VI).
La toxicidad del Cr (VI) ha sido recientemente re-evaluada de acuerdo con movimientos hacia una regulación más estricta en el lugar de trabajo. Por ejemplo, en 2010 la Administración Americana de Salud y Seguridad en el Trabajo (OSHA) redujo la cantidad de aire de Cr (VI) permitida en el lugar de trabajo en un 90%. No hace falta decir que el método más eficaz de reducción de Cr (VI) asociado con la soldadura de aceros inoxidables es la instalación de sistemas de ventilación más poderosos con el fin de eliminar los humos. Por otro lado, si los humos de soldadura contenían menos Cr (VI) con el cual empezar, se requerirá menos esfuerzo al botarlos a través de una mejor ventilación como una ventilación local.
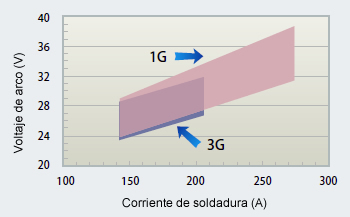
Fig. 6 : Rango recomendado de los parámetros de soldadura del DW-308LP-XR
El reducir el Cr (VI) en el humo de soldadura en sí también es eficaz. Kobe Steel ha desarrollado una nueva serie de FCW, "Serie XR" para soldadura en ángulo en posición plana u horizontal así como también para soldadura en toda posición que drásticamente reduce el contenido de Cr (VI) en el humo de la soldadura. La muy versátil serie XR de FCWS tiene como objetivo tres tipos de aceros inoxidables, principalmente 308L, 316L y 309L.
Como se muestra en la Fig. 5, controlando el contenido de Na y K, añadido a los estabilizadores de arco de flujo, se puede reducir el contenido de Cr (VI) en el humo de soldadura. A fin de mantener estable soldabilidad, sin embargo, el contenido de otros aditivos, tales como fluoruros así como Na y K, puede tener que ser ajustado.
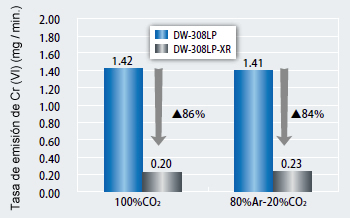
Fig. 7: tasa de emisión de Cr (VI) del DW-308LP-XR
Uno de los nuevos FCWs de la series XR es el PREMIARCTM DW-308LP-XR de toda posición. Está diseñado para aplicar tanto CO2 al 100% y gases de blindaje mixtos de Ar-CO2. La Fig. 6 muestra el rango recomendado de los parámetros de soldadura; en la Fig. 7, la tasa de emisión de Cr (VI) (tal como se mide por la norma ISO 15011-1 e ISO 16740), respectivamente. Se muestra que la serie XR emite Cr (VI) a la proporción de sólo 1/6 con respecto al DW-308LP convencional. Para obtener más información sobre el PREMIARCTM DW-308L-XR y el PREMIARCTM DW-316-XR, consulte la columna Product Spotlight de KOBELCO WELDING TODAY, vol. 14, No. 3 emitida el 2011.

Fig. 8: Apariencia del cordón y macroestructura de la junta a tope, soldadura en posición 3G con el DW-308LP-XR
Una junta a tope se soldó en la posición vertical hacia arriba (3G) con el DW-308LP-XR bajo las condiciones que figuran en la Tabla 2. La Fig. 8 muestra el aspecto del cordón y su macroestructura, respectivamente.
| Forma y secuencia de pasadas de la ranura |
Ubicación | Corriente de soldadura (A) |
Voltaje de arco (V) |
Temperatura entre pasada (ºC) |
|---|---|---|---|---|
| Espesor de la placa: 15 mm Forma de la ranura: Soltero V Ángulo de la ranura: 60 ℃ Espalda: 3 pases Parte final: 1 pase |
Espalda | 160 | 28 | <300 |
| Final | 160 | 28 | <300 |
3-2. FCWs para aceros inoxidables dúplex

Fig. 9: Elementos de separación corrugada en un quimiquero
Fig. 10: Puente de Stonecutters en Hong Kong
Los aceros inoxidables dúplex tienen una microestructura de dos fases que es 50% ferrítica y 50% austenítica. Las ventajas incluyen alta resistencia, excelente resistencia a la corrosión por picaduras, a la corrosión intersticial, así como a la corrosión por tensofisuración (SCC).
Tres aceros inoxidables dúplex diferentes están disponibles en el mercado: (1) aceros inoxidables dúplex estándar, normalmente ASTM S31803, S32205 y JIS SUS329J3L; (2) aceros inoxidables dúplex magros, que, aunque inferiores a otros aceros inoxidables dúplex, son casi equivalentes a 304L y 316L en resistencia a la corrosión y menores en costo debido al contenido reducido de Ni y Mo; y (3) los aceros inoxidables súper dúplex, los cuales contienen cantidades más altas de Cr, Mo y N con el fin de soportar entornos más altamente corrosivos. Gracias a su excelente resistencia a la corrosión por picaduras, se aplican ampliamente en las plantas de desalinización, perforación y refinación de petróleo y gas natural, sistemas de desulfuración de gases de combustión, y particiones corrugadas en los quimiqueros (Fig. 9). Los aceros inoxidables dúplex se extienden incluso a las estructuras más generales como el Puente Stonecutters en Hong Kong (Fig. 10) y el techo del nuevo aeropuerto internacional de Doha, en Qatar.
Los FCWs para aceros inoxidables dúplex incluyen el nuevo desarrollo PREMIARCTM DW-2209 para aceros inoxidables dúplex estándar, el PREMIARCTM DW-2307 para aceros inoxidables dúplex magros, y el PREMIARCTM DW-2594 para aceros inoxidables súper dúplex. La Tabla 3 muestra las composiciones químicas de todos los metales de soldadura y la Tabla 4, las propiedades mecánicas del DW-2307 y el DW-2594 respectivamente.
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | N | PRE | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| DW-2307 | 0.03 | 0.5 | 1.3 | 0.02 | 0.003 | 0.06 | 7.9 | 24.6 | 0.03 | 0.15 | 27.1 |
| AWS A5.22 E2307TX-Y |
≤0.04 | ≤1.0 | 0.5-2.5 | ≤0.04 | ≤0.03 | ≤0.75 | 6.5-10.0 | 22.5-25.5 | ≤0.8 | 0.10-0.20 | - |
| DW-2594 | 0.03 | 0.5 | 1.2 | 0.02 | 0.004 | 0.03 | 9.6 | 25.8 | 3.8 | 0.24 | 42.2 |
| AWS A5.22 E2594TX-Y |
≤0.04 | ≤1.0 | 0.5-2.5 | ≤0.04 | ≤0.03 | ≤0.75 | 8.0-11.0 | 23.0-27.0 | 2.5-4.0 | 0.08-0.30 | - |
| Nota : PRE : Equivalente a la Resistencia a la Picadura=Cr+3.3Mo+16N | |||||||||||
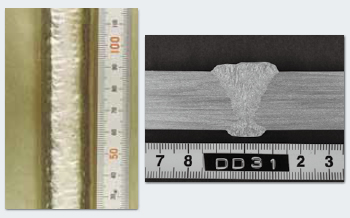
Fig. 11: Aspecto del cordón y la macroestructura de una junta a tope por DW-2594 en la posición 3G.
(80%Ar-20%CO2 de blindaje, 160A-26V)
| Propiedades de tensión | Resiliencia a 20℃(J) |
|||
|---|---|---|---|---|
| 0.2%PS (MPa) |
TS (MPa) |
El (%) |
||
| DW-2307 | 571 | 750 | 29 | 58 |
| AWS A5.22 E2307TX-Y |
- | ≥690 | ≥20 | - |
| DW-2594 | 712 | 900 | 25 | 60 |
| AWS A5.22 E2594TX-Y |
- | ≥690 | ≥20 | - |
Una de las características de ambos aceros inoxidables dúplex y sus insumos de soldadura asociados es el alto contenido de N, lo que puede causar sopladuras en los metales de soldadura, o pozos y agujeros de gusano en las superficies del metal de soldadura cuando el alto contenido de N disuelto en un metal fundido no permanece dentro de la solidificación del metal de soldadura en estado sólido. En los FCWs para aceros inoxidables dúplex de Kobelco, los componentes de flujo se optimizan con el fin de resistir a las cavidades de gas a pesar del alto contenido de N. La Fig. 11 muestra el aspecto del cordón y la macroestructura de una junta a tope por DW-2594 en la posición 3G. Ningún defecto como un agujero de gusano o pozo es visible.
3-3. Vara TIG de núcleo fundente de "serie TGX"

Fig. 12: Cordón posterior de soldadura de tuberías de cordón posterior por alambre TGX
Fig. 13: Cordón posterior (izquierda) y superficie del cordón (a la derecha)
En la soldadura del pase de raíz de tubos de acero inoxidable por Vara TIG, un escudo posterior de gas Ar puro suele ser necesario para evitar la oxidación en la parte posterior del cordón, lo que podría hacerla falsa. Hay dos métodos de blindaje de espalda común: blindaje de toda la tubería y blindaje de la zona local de soldadura. Sin embargo, con cualquiera de los métodos, la cantidad de tiempo y el gas Ar requerido para el blindaje es enorme y costosa.
En otro ejemplo de la tecnología de diseño del FCW líder de Kobe Steel, la serie TGX de varas de relleno de FCW para soldadura de pase de raíz de TIG elimina la necesidad de protección de espalda costosa. Otro punto a destacar es la forma en que permiten a los operadores trabajar de forma segura en el interior de las tuberías sin el peligro de la falta de oxígeno.
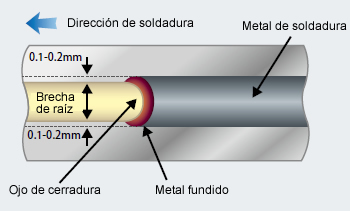
Fig. 14: Cómo mantener el ojo de la cerradura adecuadamente
El flujo en el interior de la vara de relleno TGX produce una cantidad apropiada de escoria que cubre completamente tanto la parte posterior como los lados de la superficie del cordón, protegiéndolos de la exposición al aire y previniendo la oxidación incluso sin un escudo posterior. La escoria que cubre ambos lados del cordón se elimina fácilmente con un ligero golpe y deja un hermoso cordón como se muestra en las Fig. 12 y 13.
Debido a que los FCWs de la serie TGX no tienen costuras, se manejan casi de la misma manera que las varas sólidas TIG.
Con el fin de asegurar un buen cordón posterior con vara de relleno TGX, es esencial formar un ojo de cerradura durante la soldadura, de modo que una cantidad suficiente de escoria fundida fluya al lado posterior de la ranura y cubra la parte trasera del cordón (Fig. 14).
La Tabla 5 muestra las formas de ranura recomendadas, basada en el espesor de la pared y la brecha de la raíz.
| Forma de ranura | Individual V (70 ℃) hombro de 1.0mm |
||
|---|---|---|---|
| Espesor de la pared (mm) | 4 | 6 | 10 |
| Brecha de raíz (mm) | 2.0 | 2.5 | 3.0 |
La velocidad de alimentación de la vara de relleno TGX difiere ligeramente de la vara convencional de relleno TIG. Tiene que ser alimentada a un alto ritmo y poco a poco, prestando atención a no alimentar demasiado a la vez.
Dado que la serie TGX se puso en marcha a mediados de 1980, ha sido reputada como uno de los productos de referencia de Kobelco debido a su fiabilidad y por lo que han logrado. Para cumplir con las nuevas necesidades del mercado, la serie se ha ampliado con PREMIARCTM TG-X2209 para aceros inoxidables dúplex, así como con PREMIARCTM TG-X308L, TG-X316L, TG-X309L y TG-X347.
3-4. Serie DW-T, conveniente para la hoja de acero inoxidable fina
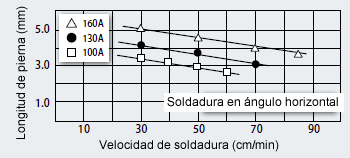
Fig. 15: Relación entre la velocidad de soldadura y la longitud de las piernas por la serie DW-T
Debido a que la relación de espesor entre las láminas delgadas aplicadas a estructuras de acero inoxidable es mucho mayor que a estructuras de acero al carbono, la soldadura de baja corriente es más importante en los aceros inoxidables que en los aceros al carbono. En el pasado 0.9 mm de diámetro. Se utilizan principalmente los FCWs o hilos sólidos. Sin embargo 1.2 mm de diámetro. Los FCWs siempre han sido anhelados debido a su costo razonable y mejor disponibilidad. La serie DW-T ha sido desarrollada bajo estas circunstancias y es altamente evaluada en el mercado ahora.
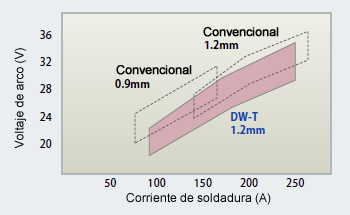
Fig. 16: Rango óptimo de parámetros de soldadura de la serie DW-T
La serie DW-T, 1.2 mm de diámetro, ofrece lo siguiente:
(1) Opciones para la pequeña longitud de pierna, como se muestra en la Fig. 15, así como soldadura de baja corriente como se muestra en la Fig. 16. Incluso la soldadura de 100A es posible.
(2) La soldadura con hojas delgadas de 1.0 ó 2.0 mm de espesor es posible mientras que era difícil con 1.2 mm de diámetro convencional. Alambres.
(3) Excelente reinicio de arco, eliminando la necesidad de un corte en el borde del alambre en el reinicio del arco durante la soldadura por puntos.
4. Posdata
Como uno de los procesos de soldadura más eficientes, se prevé que los FCWs se difundan aún más en campos cada vez más pertinentes, por consiguiente, los nuevos tipos de FCWs tendrán que ser desarrollados para satisfacer las necesidades futuras.
Los FCWs para aceros inoxidables de Kobe Steel son algunos de los insumos de soldadura más confiables en el mundo y han sido altamente evaluados y apoyados por los mercados también. Las tecnologías de diseño y fabricación cultivadas hasta ahora se han utilizado para desarrollar no sólo FCWs para aceros inoxidables, sino también para las aleaciones de níquel como se muestra en la Tabla 1.
El proceso de soldadura de FCWS para aceros inoxidables desarrollado hace poco explota gases de blindaje de Ar puro. La cantidad extremadamente baja de salpicaduras y de bajo contenido de carbono presente en este proceso de nuevo desarrollo se presentará en el próximo número de KOBELCO WELDING TODAY.
Referencias:
【1】 International Stainless Steel Forum (ISSF), Página de Inicio
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




