

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.7: Robots de soldadura ARCMAN™ y fuentes de energía SENSARC™ de Kobelco: rendimiento sin igual en muchas aplicaciones >
Técnica Destacada Vol.7
Robots de soldadura ARCMAN™ y fuentes de energía SENSARC™ de Kobelco: rendimiento sin igual en muchas aplicaciones

The Welding Business of Kobe Steel, Ltd., es el fabricante mundial que ofrece soluciones totales de soldadura, incluyendo insumos de soldadura por arco, robots de soldadura y fuentes de energía a través de sus actividades de investigación y desarrollo independientes.
Con el pasar de los años, Kobe Steel ha desarrollado sistemas robóticos integrales de soldadura por arco, comprendiendo no sólo el robot, sino también la fuente de alimentación y el equipo periférico tal como el posicionador y el deslizador. Además, los clientes disponen de procedimientos de soldadura diseñados para satisfacer sus necesidades particulares. Este es uno de los puntos fuertes de Kobe Steel. En esta edición, se presentará y discutirá sobre las características de los robots de soldadura de la serie ARCMAN™ así como también sobre las fuentes de alimentación de la serie SENSARC™.
Modelos originales de ARCMAN™
Los robots de soldadura de la serie ARCMAN™ son generalmente utilizados en placas de grosor medio y pesado utilizadas en campos como maquinaria de construcción, estructuras de acero de edificios, puentes, y material rodante. Cuatro modelos ARCMAN™ están disponibles, incluyendo el recientemente desarrollado ARCMAN™-GS.
1. ARCMAN™-SR
Este robot compacto y ligero reduce el peso del sistema entero y requiere menos espacio de instalación. Con un alto par de torsión de muñeca en comparación a la norma ARCMAN™-MP, puede ser equipado con sopletes más pesados, tales como sopletes refrigerados por agua o un tándem de sopletes.
2. ARCMAN™-MP
El modelo más vendido de Kobe Steel, ARCMAN™-MP, utiliza un soplete refrigerado por agua estándar y se utiliza sobre placas pesadas y medianas. El Software de aplicación de soldadura, así como los sensores para buscar ranuras de soldadura, pueden ser instalados. Además, puede ser equipado con un soplete largo para manejar los espacios confinados, y, debido a su alta capacidad de carga y par de torsión de muñeca, también un tándem de sopletes o un soplete de corte de plasma.
3. ARCMAN™-XLmkII
Con el brazo más importante del mundo, el rango de movimiento de este robot puede exceder de un máximo de 3 metros de alcance, permitiendo que el sistema robótico pueda ser configurado a lo largo de una simple estructura de eje sin la presencia de un deslizador. Otra ventaja del largo brazo de este modelo es la capacidad de acceder a la parte profunda de una pieza de trabajo hueca, tal como la cesta de una pala hidráulica.
El nuevo ARCMAN™-GS

Fig. 1: ARCMAN™-GS brilla en la soldadura de placas pesadas y medianas.
Bien adaptado para la soldadura de placas pesadas y medianas, el ARCMAN™-GS es el producto de la riqueza de la experiencia en robótica de soldadura de Kobe Steel, el cual fue lanzado en septiembre del 2011. Mientras que su brazo es equivalente en tamaño al del ARCMAN™-MP, cuenta con un diseño mejorado de un brazo con cableado interno como se muestra en la Fig. 1.
1. Antecedentes del desarrollo del ARCMAN™-GS
Los robots de la serie ARCMAN™ son altamente reputados, particularmente en el campo de la maquinaria de construcción, donde los sistemas robóticos utilizan cada vez más robots montados sobre deslizadores de cabeza en suspensión. Se pronostica que la suspensión de cabeza se difunda más ampliamente en el futuro ya que proporciona una mejor facilidad de acceso a piezas de trabajo a gran escala, así como seguridad superior y eficacia de la operación mientras que la maquinaria es retirada del suelo.
En la soldadura de máquinas de construcción, el soplete de soldadura debe ser capaz de penetrar profundamente dentro de la pieza de trabajo hueca. Además, la operación de enseñanza del robot debe estar libre de interferencias producidas entre el soplete y la pieza de trabajo, también entre el cable del soplete y la pieza de trabajo. Por estas razones, los cables del soplete deben ser ensartados en el interior del brazo. Debido a que el ARCMAN™-GS tiene suficiente rango de movimiento para un sistema de cabeza con suspensión y cuenta con el brazo de cable integrado adecuado para la enseñanza fuera de línea, es un excelente robot para una aplicación tan exigente.
2. Características del ARCMAN™-GS
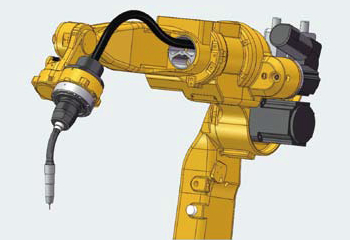
Fig. 2: ARCMAN™-GS con la parte superior del brazo con cable integrado.
(1) Los modelos de cable o soplete integrado están disponibles con el fin de coincidir con los requisitos del sistema.
Dos variaciones están disponibles para el ARCMAN™-GS: una con cables integrados con la parte superior del brazo, como se muestra en la Fig. 2, y la otra en la cual el soplete está integrado con el eje de la muñeca, como se muestra en la Fig. 3.
Para el tipo de la parte superior del brazo con cable integrado, un alimentador de alambre se monta en el lado posterior de la parte superior del brazo; los cables del soplete se extienden desde el alimentador de alambre a través del orificio del cable que recorre a lo largo de la parte superior del brazo. El cuerpo del soplete es soportado en el eje de la muñeca.
Para el tipo de eje de la muñeca del soplete integrado, el alimentador de alambre no está montado en el robot, pero está instalado periféricamente. Los cables del soplete se extienden desde el alimentador de alambre en una percha de cable con el fin de conectarse con el cuerpo del soplete, el cual se apoya en el eje de la muñeca.
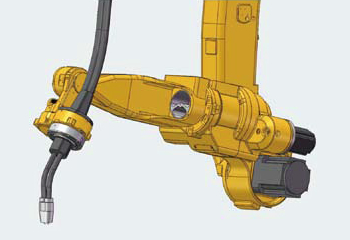
Fig. 3: ARCMAN™-GS con la muñeca del soplete integrado.
La Fig. 4 muestra lo que puede ocurrir cuando el cable del soplete no está integrado con la parte superior del brazo: el cable colgando peligrosamente cerca del borde interior de la pieza de trabajo puede causar interferencias entre el cable del soplete y la pieza de trabajo, y con el tiempo, afectar a la durabilidad del cable del soplete.
En este caso, el cableado interno podría evitar la interferencia entre el cable del soplete y la pieza de trabajo, permitiendo que la operación de enseñanza sea llevada a cabo fácilmente. También el modelo de cable integrado permite que la enseñanza fuera de línea para sea llevada a cabo en un ordenador personal, ya que no se puede producir ningún movimiento cable impredecible.

Fig. 4: Ejemplo de soldadura robotizada donde la interferencia entre el cable del soplete y la pieza de trabajo está a punto de ocurrir.
Si el cableado interno no es deseado, el modelo del brazo de la muñeca del soplete integrado puede ser seleccionado. Con este modelo, el cuerpo del soplete se encuentra alineado en el centro del sexto eje, lo que permite la coordinación precisa del soplete con el movimiento del robot, minimizando la interferencia incluso si el soplete se ubica en la parte estrecha y profunda de la pieza de trabajo.
En el modelo del soplete-integrado, la muñeca se encuentra en voladizo con el fin de que no se enrede el cable del soplete con la muñeca, y el motor del eje de la muñeca se encuentra en el marco de la muñeca de modo que el borde de la muñeca no sobresalga. Esto minimiza el enredo del cable así como la interferencia entre el cable y la pieza de trabajo durante la soldadura.
(2) El posicionamiento de codo inverso permite una envoltura operativa la cual es la más larga de su clase
En un sistema robótico de cabeza en suspensión, el robot debe ser capaz de acceder a la mayor cantidad de la pieza de trabajo como sea posible desde arriba. Por lo tanto, la envoltura de operación del robot debe ser larga y capaz de cubrir el área de atrás así como el frente del robot.
Con el ARCMAN™-GS, la posición del codo inverso permite que la parte superior del brazo se doble detrás del robot, como se muestra en la Fig. 5, ampliando el rango de movimiento. Esta función avanzada del ARCMAN™-GS sólo es posible debido a que el brazo es tan largo como el del ARCMAN™-MP.
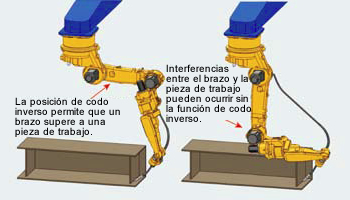
Fig. 5: La posición de codo inverso (izquierda) puede impedir
la interferencia del brazo de la pieza de trabajo con el
sistema robótico con suspensión.
Como se ilustra en la Fig. 5, el posicionamiento de codo inverso con el ARCMAN™-GS permite el fácil acceso a las líneas de soldar que se encuentran detrás de obstáculos sin interferencia entre el brazo y la pieza de trabajo. En contraste, los robots convencionales requieren movimientos de deslizamiento complejos con el fin de lograr resultados similares y evitar interferencias. Debido a que el ARCMAN™-GS es capaz de llegar a lugares inaccesibles sin deslizamiento, el deslizador que sí utiliza es corto, lo que reduce la complejidad y el peso de todo el sistema.

Fig. 6: El ARCMAN™-GS de multifunción con un intercambiador de herramienta automático.
(3) Intercambio automático entre el tándem de sopletes y el soplete único
Kobe Steel ha suministrado un buen número de robots de la serie ARCMAN™ para soldadura de tándem por arco, y el ARCMAN™-GS es particularmente efectivo en esto. Con el tándem de sopletes ubicado en el centro del eje de la muñeca, el brazo de cable integrado puede extenderse a espacios reducidos a los cuales robots convencionales encontrarían imposible soldar en tándem.
Además, el tándem de sopletes y el soplete único pueden ser intercambiados de forma automática con la instalación del intercambiador de herramienta automático, diseñado exclusivamente para el ARCMAN™-GS. Con este sistema, pueden ser seleccionadas ya sea soldadura en tándem o por arco, dependiendo de la forma de la pieza de trabajo y de la configuración de la junta de soldadura. La Fig. 6 muestra un robot con una intercambiador de herramienta automático.
La Fig. 7 muestra las estructuras y dimensiones de los robots de la serie ARCMAN™, mientras que en la Tabla 1, las especificaciones para los manipuladores de la serie ARCMAN™.
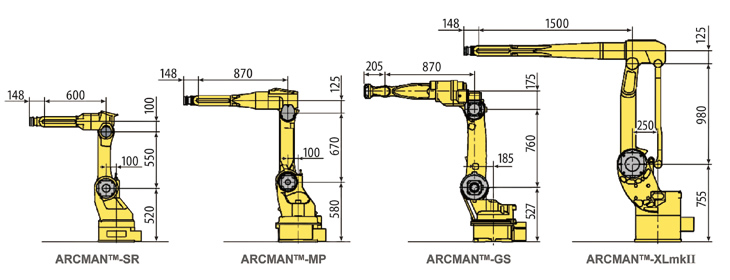
Fig. 7: Una línea de la serie de robots de soldadura por arco ARCMAN™. (diagramas con dimensiones)
Una fuente de poder de soldadura dedicada a robots: SENSARC™ AB500
| Artículos | Especificaciones | |
|---|---|---|
| Controlador correspondiente | Tipo de controlador de CA | |
| Rango máximo de movimiento de cada eje |
S1 | ±170 grados |
| S2 | -100/+155 grados | |
| S3 | -210/+80 grados | |
| S4 | ±180 grados | |
| S5 | ±127 grados | |
| S6 | ±360 grados | |
| Velocidad máxima para cada eje |
S1 | 2.09 rad/s, 120 grados/s |
| S2 | 2.71 rad/s, 155 grados/s | |
| S3 | 2.71 rad/s, 155 grados/s | |
| S4 | 6.98 rad/s, 400 grados/s | |
| S5 | 6.11 rad/s, 350 grados/s | |
| S6 | 10.47 rad/s, 600 grados/s | |
| Carga útil | Al final de la muñeca: 15kgs En la posición de montaje del alimentador de alambre: 20 kg |
|
| Momento admisible de la muñeca para cada eje |
S4 | 38.9 Nm |
| S5 | 38.9 Nm | |
| S6 | 7.35 Nm | |
| Momento admisible de inercia de la muñeca para cada eje |
S4 | 1.05 kg•m2 |
| S5 | 1.05 kg•m2 | |
| S6 | 0.038 kg•m2 | |
| Posición de instalación | En el piso con suspensión de cabeza |
|
| Peso del manipulador | 286 kgs | |
| Color de la pintura | Amarillo opaco | |
La serie SENSARC™ de Kobe Steel es una alineación de las fuentes de alimentación de soldadura para la soldadura de CO2/MAG que cumplen con una variedad de aplicaciones. El SENSARC™ AB500, por ejemplo, es una fuente de alimentación sofisticada exclusiva para sistemas de soldadura robóticos de ARCMAN™ para la soldadura de placas pesadas y medianas (véase la Fig. 8). Está clasificada como el modelo de más alta calidad de la serie SENSARC™, ofreciendo un rendimiento de soldadura de multifunción.
1. Innovaciones en capacidades clave
El SENSARC™ AB500 ofrece una capacidad aritmética 8 veces más rápida y un control de frecuencia 2.5 veces mayor en comparación con las fuentes de energía convencionales, estableciendo así un innovador control de forma de onda de salida mediante una regla de control avanzado.
El alimentador de alambre combinado está equipado con cuatro rollos de conducción con el fin de garantizar una fuerza de alimentación de alambre 1.5 veces más fuerte, lo que aumenta la velocidad máxima de alimentación de alambre a 30 m/min, 20% mayor que los convencionales. Además, la estabilidad de la alimentación de alambre ha sido mejorada mediante el empleo de un codificador que detecta la rotación del motor, un método de conducción de cuatro rodillos, control digital de alta precisión, y un motor de respuesta rápida.
Estas capacidades avanzadas, así como un inicio de arco estable y suave, y fácil alimentación de alambre a través de sensores táctiles de alambre, acortan el tiempo de inactividad, lo cual mejora el rendimiento de soldadura por robots ARCMAN™. La Tabla 2 muestra las especificaciones para el SENSARC™ AB500.
| Artículos | Especificaciones |
|---|---|
| Voltaje nominal de entrada | AC200V/AC220V |
| Número de fase | 3 fases |
| Frecuencia nominal | 50Hz/60Hz |
| Energía de entrada nominal | 28.1kVA, 26.6kw |
| Corriente nominal | 81A/74A |
| Corriente nominal de salida | 500A |
| Tensión de carga nominal | 45V |
| Corriente de salida | 30-500A |
| Tensión de salida | 12-45V |
| Máxima tensión en vacío | 86V/95V |
| Ciclo de trabajo | 450A-100% 400A-100% (Soldadura pulsada) |
| Dimensión externa (WxHxD) | 370x685x665 (mm) (No se incluyen cabeza de terminal de entrada, perno de argolla y perno hexagonal) |
| Peso | 69kgs |

Fig. 8: SENSARC™ AB500: una fuente de energía de
multifunción para robots de soldadura ARCMAN™.
2. Una variedad de modos de soldadura óptimos para la soldadura de placas pesadas y medianas
| Gas protector |
Método de soldadura |
Tipo de cable | Diámetro del alambre (mm) |
|---|---|---|---|
| CO2 | Individual, sin pulso |
Hilo sólido para aceros dulces |
1.2 |
| Hilo tubular para aceros dulces |
1.2, 1.4 | ||
| Hilo tubular para aceros inoxidables |
1.2 | ||
| Individual, REGARC™*1 |
Hilo sólido para aceros dulces |
1.2 | |
| Ar+CO2 | Individual, Pulso | Hilo sólido para aceros dulces |
1.2, 1.4, 1.6 |
| Individual, Pulso | Hilo sólido para aceros dulces |
1.2, 1.4 | |
| Tándem, Pulso | Hilo sólido para aceros dulces |
1.2 | |
| *1: REGARC™ es un proceso único de control de impulsos de corriente de forma de onda. |
|||
El SENSARC™ AB500 está equipado con, además de las innovaciones mencionadas anteriormente, varios modos de soldadura nuevos, incluyendo el proceso de soldadura por arco desarrollado por Kobe steel con control de pulso de forma de onda de corriente única. Estos modos son elaboradamente adaptados a la soldadura de placas pesadas y medianas, por lo que el rendimiento de soldadura puede ser mejorado incluso en algunos de los modos más convencionales como se muestra en la Tabla 3.
3. Aplicaciones de soldadura en tándem con pulso MAG
En 2001, Kobe Steel comenzó a comercializar un sistema robótico que proporciona tanto altas velocidades de soldadura como soldaduras sensatas mediante el uso de soldadura por arco en tándem de dos electrodos con altas tasas de deposición.
A través de la investigación y el desarrollo persistente en el método de soldadura por arco en tándem, se ha desarrollado un control de salida de corriente de soldadura innovador y aplicado a la presente fuente de alimentación. Con esta técnica, dos arcos pulsados en tándem se controlan de tal manera que el pico del pulso y corrientes de base esten sincronizados entre los dos arcos, aumentando de este modo la estabilidad del arco y reduciendo las salpicaduras.
Con SENSARC™ AB500, la longitud del arco del electrodo colgante se optimiza mediante el control de modulación de amplitud sincronizada, el cual es un nuevo desarrollo, que aumenta o disminuye el pico del pulso y la corriente de base como se muestra en la Fig. 9.
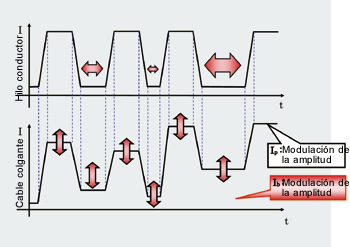
Fig. 9: Diagrama conceptual de control de modulación
sincronizada de amplitud.
Con este mecanismo, el SENSARC™ AB500 permite una obtener un rango más amplio de parámetros de soldadura debido a que las longitudes de arco de ambos electrodos conductores y colgantes están controlados de forma adecuada, previniendo los efectos de perturbación y manteniendo longitudes de arco constantes. Además, a diferencia de las fuentes de energía convencionales, un cambio en el parámetro de soldadura del electrodo conductor no afecta al electrodo colgante, por lo que los parámetros de soldadura pueden ser ajustados fácilmente.
Para obtener un arco estable y una buena soldadura en soldadura por arco en un solo grupo en tándem, el control sobre la protuberancia de metal fundido generado entre los dos electrodos en el baño de fusión es esencial.
Con fuentes de energía convencionales, cuando un electrodo se encuentra con una perturbación, el arco fluctúa, provocando cambios en la longitud del arco que afecta la fuerza del arco, y esto puede causar que la protuberancia de metal fundido se vuelva inestable. Y la protuberancia desestabilizada del metal fundido afecta a la fuerza del arco del otro electrodo, causando con ello un arco inestable.
Por el contrario, el SENSARC™ AB500 puede mantener arcos estables y cancelar disturbios con el control característico de carga avanzada de alta calidad.

Fig. 10: Soldadura por arco en un solo grupo en tándem con (arriba)/sin (abajo) control característico de carga avanzada de alta calidad.
En la Fig. 10, la imagen de arriba muestra una protuberancia estable de metal fundido generada entre los dos electrodos a través del control característico de carga avanzada de alta calidad, creando así arcos estables bajos en salpicaduras. En contraste, cuando no se utiliza el control característico de carga avanzada de alta calidad, como se muestra en la imagen inferior, la protuberancia fluctúa en forma, causando arcos inestables con muchas salpicaduras.
Con el SENSARC™ AB500, el control característico de carga avanzada de alta calidad reduce la generación de salpicaduras hasta en un 70%, así como el tamaño de las partículas de las salpicaduras, en comparación con una fuente de alimentación convencional como se muestra en la Fig. 11.
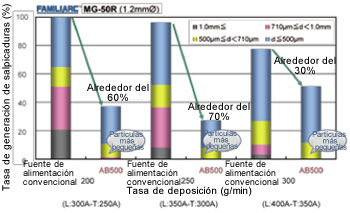
Fig. 11: Generación de salpicaduras en la soldadura por
arco en tándem de SENSARC™ AB500 y de las fuentes
de energía convencionales.
4. Rendimiento avanzado en otras aplicaciones
En la soldadura de pulso MAG con alambre sólido para aceros dulces, la estabilidad del arco y la generación de salpicaduras se puede mejorar (Fig. 12) con algunas nuevas tecnologías. Por ejemplo, el control característico de carga inmediata, así como el control de cancelación de disturbios de alta calidad pueden eliminar la fluctuación instantánea asociada a la fluctuación en el punto de transporte de corriente y el punto de generación de arco en un alambre de soldadura, lo que reduce la fluctuación excesiva de fuerza del arco.
Con estas tecnologías avanzadas, el SENSARC™ AB500 puede reducir la tasa de generación de salpicaduras hasta en un 45%, además del tamaño de las salpicaduras, incluso en una alta corriente de 300 A o más, según se utiliza comúnmente en la soldadura de placas pesadas y medianas.
En la soldadura por CO2/MAG en el rango de corriente de soldadura medio, donde las partículas de salpicaduras más largas tienden a ser generadas, la tecnología avanzada para la supresión de la vibración de gota fundida puede reducir el índice de formación de salpicaduras en hasta un 25% en comparación con una fuente de alimentación convencional como se muestra en la Fig. 13. Con esta tecnología, el crecimiento de gotitas y vibraciones en exceso es restringido mediante el cambio de las características de operación de acuerdo a la cantidad de crecimiento de las gotitas. Como resultado, se evita que las gotitas se dispersen y reduce la tasa de generación de salpicaduras.
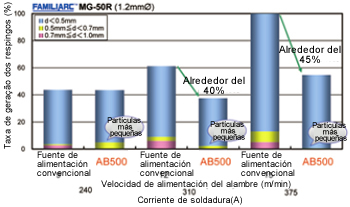
Fig. 12: Comparación de la generación de salpicaduras entre
el SENSARC™ AB500 y la fuente de energía convencional
por soldadura de pulso MAG.
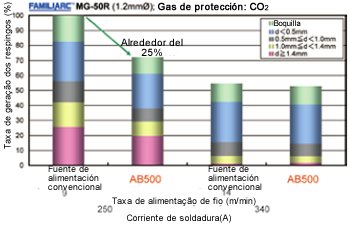
Fig. 13: Comparación de la generación de salpicaduras entre el SENSARC™ AB500 y la fuente de alimentación convencional por soldadura de CO2.
En el próximo número en adelante, se discutirán ejemplos de aplicaciones probadas en el campo de la soldadura de placas pesadas y medianas con robots de soldadura de la serie ARCMAN™ y las fuentes de poder de soldadura de la serie SENSARC™.
Referencias:
[1] Kobe Steel, Reporte Técnico de Soldadura, Vol. 50, 2010-6
[2] Kobe Steel, Reporte Técnico de Soldadura, Vol. 51, 2011-9
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




