

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.9: Uso del Sistema de Soldadura Robot ARCMAN™ para las Aplicaciones de Vagones de Ferrocarril y Puentes >
Técnica Destacada Vol.9
Uso del Sistema de Soldadura Robot ARCMAN™ para las Aplicaciones de Vagones de Ferrocarril y Puentes
Introduction
Cuando se utiliza en conexión con fuentes de alimentación de soldadura de arco de la serie SENSARC ™, los robots de soldadura por arco de la serie ARCMAN™ de Kobelco están bien adaptados para la soldadura de chapas pesadas y medianas. En el número anterior (Vol.15, No. 2), el artículo técnico destacado describe cómo se utilizan los sistemas de soldadura robot de Kobelco en el campo de la maquinaria de construcción. En este número nos centramos en dos aplicaciones más relacionadas a la soldadura de chapas pesadas y medianas: construcción de vagones de ferrocarril y puentes. En este artículo también se describe cómo el software de ayuda al usuario "AP-SUPPORT" incrementa la estabilidad y eficiencia de producción.
Características de un sistema de soldadura robot para la construcción de vagones de ferrocarril
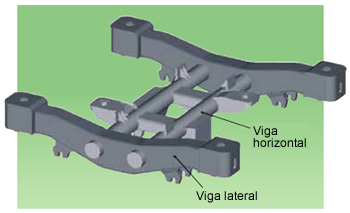
Fig. 1: Marco del chasis del vagón de ferrocarril
El vagón de ferrocarril se compone básicamente de un chasis y un cuerpo apoyado sobre éste. Bastantes sistemas de soldadura robot ARCMAN ™ han sido suministrados a los fabricantes de vagones de ferrocarril para la automatización de los procesos de soldadura de su chasis.
Los vagones de ferrocarril deben ser, por naturaleza, confiables y seguros en el transporte de personas o cosas. Los procesos de soldadura robótica utilizados en la construcción de ellos deben, por lo tanto, ser de alta calidad. Los principales componentes a soldar por los robots son la viga lateral, la viga horizontal, y el marco del chasis, en el que las dos vigas se conectan la una con la otra. La Fig. 1 muestra el bastidor del chasis.

Fig. 2: Componente del chasis con línea de soldadura
compleja
Los componentes del chasis tienen formas complejas tales como la línea de soldadura curvada con una ranura como se muestra en la Fig. 2. Tales formas complejas requieren de soldadura de penetración profunda y de múltiples pasadas, en la que los sistemas de soldadura robot de Kobelco sean particularmente adeptos. Diversas funciones de soldadura de detectores y de múltiples pasadas son sólo el "ticket" para la soldadura de chapas pesadas y medianas.
(1) Configuración del hardware del sistema de soldadura robotizada ARCMAN ™
x
Fig. 3: Sistema de soldadura robot con posicionador de 2 ejes
La Fig. 3 es un ejemplo del sistema de soldadura robot empleando un posicionador de dos ejes (rotación e inclinación), el cual permite que el robot conduzca sincrónicamente la soldadura en posición plana con el fin de asegurar la más alta calidad.
Cuando una pieza de trabajo de 2-3 metros de largo está montada para la soldadura en posición plana, tiene que ser inclinada como máximo alrededor de 70°. Como resultado, el centro de eje de inclinación debe estar posicionado alrededor de 1.5-2.0 metros por encima del suelo para evitar que la pieza de trabajo entre en contacto con el éste. (Véase la Fig. 4.)
Fig. 4: pieza de trabajo de 2-3 metros de largo; de 1.5 a 2
metros por encima del nivel del suelo.
Sin embargo, puede ser mucha carga peligrosa cuando se requiere que los operadores monten y desmonten piezas de trabajo en tales altas posiciones. Por lo tanto, Kobe Steel ha proporcionado el sistema de soldadura robotizada con un posicionador de diseño especial que tiene un eje adicional, de arriba-abajo.
(2) Software eficiente de enseñanza fuera de línea
El sistema de enseñanza de soldadura robot aplicado a la fabricación de vagones de ferrocarril será diferente para cada pieza de trabajo, ya que cada una tiene una forma única. El software de enseñanza fuera de línea, K-OTS32, es proporcionado con el fin de obtener una base de datos de enseñanza más eficiente para las diversas piezas de trabajo con formas complejas.
(3) Fácil corte por plasma por el sistema robot con software de enseñanza fuera de línea

Fig. 5: Sistema robot de corte por plasma
En la fabricación de vigas laterales, tanto la preparación de los bordes para la ranura de soldadura como el corte componente se llevan a cabo antes de la soldadura. En general, el material de acero doblado en forma de U se corta en la fábrica del usuario para hacer el componente de la viga lateral. Como se requieren cortes de tres dimensiones (3-D), un robot articulado de corte está listo para realizar la tarea. El sistema de enseñanza fuera de línea, K-OTS32, puede crear efectivamente la base de datos de enseñanza del lugar del movimiento complejo.
Además, debido a que la máquina de corte por plasma hecha por Hypertherm Inc. está conectada al robot ARCMAN ™ a través de una interfaz exclusiva, los parámetros de corte tales como la corriente y velocidad de corte pueden ser enseñados desde la consola de programación conectada al robot. Como resultado se incrementa el rendimiento operativo. La Fig. 5 muestra un ejemplo del sistema robot de corte por plasma.
Sistemas robot de corte por plasma de Kobe Steel están disponibles en dos configuraciones. Una está diseñada exclusivamente para el corte, mientras que la otra puede llevar a cabo tanto el corte como la soldadura. Este último sistema se monta tanto con sopletes de soldadura como de corte que se unen de forma automática para realizar su trabajo particular. De esta manera, el robot alcanza una tasa alta de funcionamiento así como un significativo ahorro de espacio.
Características de los sistemas robot de soldadura para la construcción de puentes de acero
El GT-5000, un robot de soldadura NC doble ortogonal para la construcción de puentes, fue lanzado en 1988, sin embargo, en estos días, se prefieren los robots de soldadura de la serie ARCMAN ™ ya que tienen características especiales para la fabricación de los componentes del panel del puente.
Una mejora está relacionada a la función docente. Dado que los componentes del panel del puente tienen diversos diseños, la enseñanza por lo general tiene que ser realizada cada vez que una nueva pieza de trabajo es utilizada, lo que puede significar el cierre de la línea de producción y la pérdida de productividad. En Japón, la enseñanza fuera de línea ahora puede llevarse a cabo sin detener la línea de producción mediante el uso de un programa de computadora que aplica los datos del CAD diseñados con un tamaño completo (véase la Fig. 6).
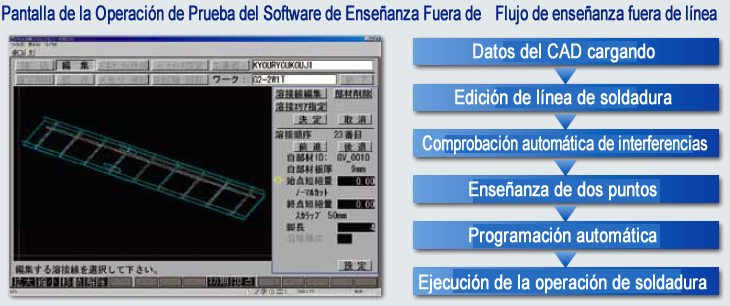
Fig. 6: Visualización de la enseñanza fuera de línea
(1) Sistemas principales

Fig. 7: Sistema de soldadura doble de tipo pórtico
① Sistema de soldadura robot doble
Un tipo común de sistema utiliza un par de robots de soldadura suspendidos de cabeza y se encuentran en lados opuestos de la pieza de trabajo que está montada sobre un deslizador con un eje de giro adicional. Uno frente al otro, los robots realizan soldadura en ángulo horizontal en ambos lados de la pieza de trabajo al mismo tiempo, aumentando así la eficiencia de la soldadura. Dos tipos de sistemas de soldadura dobles están disponibles: uno de tipo pórtico como se muestra en la Fig. 7, y uno tipo en voladizo, permitiendo que el usuario adecue el sistema a sus necesidades.

Fig. 8: Sistema de soldadura robot simple y de compacto
② Sistema de soldadura robot simple
En comparación con los sistemas robot dobles, los sistemas de soldadura robot simple ocupan mucho menos espacio. Pueden llevar a cabo la soldadura de vigas principales con un ancho de hasta 3 m. El ARCMAN ™-XL mk II es un robot extremadamente largo, sin embargo, cuando se monta en un compacto, carro compacto de tipo piso con un eje en lugar de un carro convencional suspendido de cabeza, el tamaño del sistema se reduce y el coste también es inferior. (Véase la Fig. 8.)
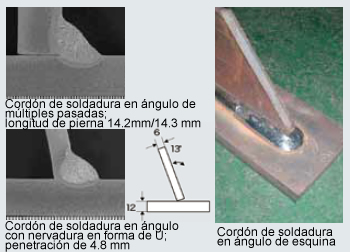
Fig. 9: Soldadura en ángulo de múltiples pasadas y soldadura en ángulo de esquina
(2) Funciones de piezas de trabajo y soldadura adecuadas
Muchos miembros diferentes del panel de puente tales como las vigas de placa, vigas de caja, vigas en forma de U a través de las nervaduras, y los diafragmas están bien adaptados para la soldadura robótica. Dichos miembros del panel del puente por lo general requieren soldadura de esquina y soldadura de pierna larga de múltiples pasadas en combinación con hilos tubulares.
(3) Tiempo de operación sin monitoreo extendido
①Función de memoria
Estos sistemas de soldadura utilizan memorias de computadoras que pueden ser programadas para las piezas de trabajo de soldadura múltiples, una tras otra. La soldadura continua de hasta 20 piezas es posible.
② Función de salto
Cuando se producen averías de corta duración (en el que un operador puede resolver rápidamente un problema y reiniciar la producción) durante el funcionamiento automático, el robot realiza automáticamente una serie de acciones. Se detiene la soldadura, se desplaza la boquilla a su dispositivo de limpieza, se limpia la boquilla, se vuelve a la posición en la que la soldadura se había detenido, y luego se reinicia la soldadura. Esta función es especialmente útil para la soldadura sin monitoreo durante los turnos de noche.

Fig. 10: Dispositivo de cambio
de boquilla automático
③ Dispositivos de limpieza y de cambio de boquillas automáticos
Las salpicaduras que se pegan a una boquilla durante la soldadura pueden provocar averías de corta duración o defectos de soldadura debido a la falta de blindaje. En tales casos, la boquilla puede ser sustituida con una limpia por el dispositivo de cambio automático de boquilla como se muestra en la Fig. 10. El dispositivo de limpieza de boquilla automático luego limpia la boquilla sucia hasta el orificio situado en el interior.
④ Otras funciones de la operación de apoyo continuo
Además de las funciones mencionadas, el ordenador que controla los robots de soldadura de la serie ARCMAN ™ está programado para evitar el "wire-stick" (cuando las puntas de los alambres fundidos se adhieren al cordón de soldadura), la situación de boquilla-a-pieza-de-trabajo y el reintento de arco. Estas funciones estándar permiten a los robots ser empleados en la operación continua con seguridad y efectividad.
AP-SUPPORT: Software de ayuda al usuario
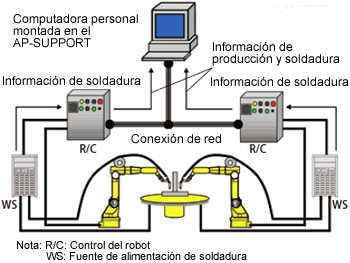
Fig. 11: Red de AP-SUPPORT
Para que un sistema de soldadura robot mantenga una producción estable, es necesario ser capaz de controlar el sistema y resolver rápidamente cualquier problema que pueda ocurrir.
El AP-SUPPORT es un programa que mantiene la estabilidad de producción permitiendo a los usuarios visualizar el sistema de soldadura robotizada. Fue puesto en marcha en octubre del 2010. Permite a los usuarios controlar las operaciones diarias del sistema de soldadura robotizada ARCMAN ™ y mejorar la productividad. Específicamente, el AP-SUPPORT procesa de forma precisa los datos de control de producción tales como la tasa de generación de arco así como los datos generados a partir de cualquier problema que se presente.
La Fig. 11 muestra la red AP-SUPPORT. Una gran cantidad de información de soldadura y de producción se transfiere de los controladores de robots y de las fuentes de poder de soldadura a través de la red hacia el ordenador personal.
Con el programa AP-SUPPORT, los usuarios pueden analizar los datos de control de producción como la tasa de generación de arco y los datos relacionados a las averías de corta duración y defectos de soldadura, con ello, se mejora la productividad de manera más eficiente.
Para entender mejor cómo el programa apoya la producción y soldadura, vale la pena mirar el monitor de producción y el monitor de arco con más detalle.
(1) Monitor de producción
El monitor de producción ayuda a controlar la producción y disminuir los efectos de las averías de corta duración.
Una de las funciones principales del monitor de producción es la de producir un informe de la información relacionada a la producción obtenida a partir del controlador del robot. Los datos de producción obtenidos a partir del controlador del robot son analizados, y el informe proporciona detalles esenciales para el control de producción (véase la Fig. 12), así como información que permita a los usuarios mejorar el rendimiento al afrontar futuras averías de corta duración (véase el cuadro 1). La Fig. 12 muestra un gráfico de barras que detalla el tiempo de arco diario, tiempo sin arco, y tiempo de descuento debido a errores u otras razones que se experimentan todos los días, además de un gráfico de líneas que muestra el número de averías de corta duración. Este cuadro puede ayudar a los usuarios a entender si la tasa de generación de arco se mantiene o no, y cómo el tiempo de descuento aumenta o disminuye con el tiempo. La Tabla 1 también muestra los datos de enseñanza (Número de programa y Número de paso) que indican la ubicación de las averías de corta duración y proporcionan mensajes de error. A partir de este resultado, los usuarios pueden reconocer fácilmente qué parte de los datos de enseñanza requiere modificación.
Otras funciones del monitor de producción incluyen la presentación del estado actual del robot, así como la historia de los datos de enseñanza cambiados.
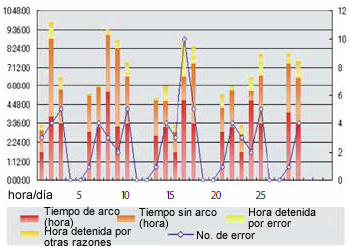
Fig. 12: Salida de la información relacionada con la producción
| No. de veces |
Programa principal |
No. de programa |
No. de paso |
No. de pasada |
No. | Mensaje de error |
|---|---|---|---|---|---|---|
| 22 | 12 | 204 | 13 | 1 | 367 | Ocurrió un arco anormal(durante la soldadura) 2 |
| 15 | 13 | 302 | 13 | 3 | 693 | Ocurrió un arco anormal(Reintento de arco) |
| 13 | 22 | 252 | 13 | 1 | 367 | Abnormal arc occurred(during welding) 2 |
| 22 | 22 | 255 | 16 | 1 | 367 | Ocurrió un arco anormal(durante la soldadura) 1 |
| 9 | 13 | 304 | 13 | 2 | 693 | Ocurrió un arco anormal(Reintento de arco) |
| 8 | 11 | 127 | 12 | 0 | 452 | El movimiento de una cierta distancia no es suficiente para mantenerse a distancia de una pared (Touch-off) |
Para un análisis más detallado, el monitor también puede informar sobre el número de acciones de detección, el número de veces de detección es corregido, o el tiempo de espera debido a la configuración del temporizador. Por ejemplo, si el informe de salida indica que la cantidad de correcciones de detección para las piezas de trabajo es bastante pequeña, se puede inferir que la pieza de trabajo es precisa y que las operaciones de detección pueden ser omitidas, conduciendo a un menor tiempo de cadencia.
En última instancia, la función del informe de salida del monitor de producción ayuda a que los usuarios mejoren la productividad y la automatización mediante el uso de la información obtenida y analizada por los operadores en el pasado.
(2) Monitor de Arco

Fig. 13: Salida del monitoreo de arco
La función de monitoreo de arco ayuda a los usuarios a resolver problemas de soldadura tales como la falta de longitud de las piernas, arcos inestables, y desviaciones de la línea de soldadura. Tal información relacionada con la soldadura como la corriente de soldadura, el voltaje del arco, la velocidad de soldadura, la cantidad de listados de detección corregidos, y la cantidad ajustada de detección de arco se obtienen a partir del controlador de robot y se muestran en los gráficos en la pantalla del monitor de arco como se muestra en la Fig. 13.
Los sistemas de soldadura robotizada conectados a la última fuente de energía SENSARC ™ AB500 pueden obtener información sobre la alimentación de alambre (por ejemplo, la carga de alimentación de alambre) que puede causar defectos de soldadura. Otra función puede juzgar la idoneidad de la corriente de soldadura establecida contra la corriente de soldadura real. La pantalla del monitor de arco muestra no sólo los datos de soldadura en tiempo real, sino también datos de soldadura en el pasado. Permite a los usuarios investigar de mejor manera las causas de los defectos de soldadura actuales, también permite trazar la historia de soldadura.
Posdata
Los lectores de Kobelco Welding Today deben haber notado que las columnas de Novedades Técnicas en el 2012 se han caracterizado por sistemas de soldadura robot de KOBELCO tres veces seguidas. Esperamos que los lectores ya comprendan a la perfección las excelentes características y beneficios de nuestros sistemas de soldadura robot.
Los planes de KOBELCO continúan promoviendo que las líneas de productos, funciones, y aplicaciones del software de nuestros sistemas de soldadura, permitan a nuestros clientes lograr una producción más eficiente y estable. Como uno de los más importantes fabricantes de insumos de soldadura en el mundo, Kobe Steel se enorgullece en presentar soluciones completas que combinan fortalezas procedentes de las áreas de insumos de soldadura, sistemas de soldadura robot y de las fuentes de poder de soldadura. KOBELCO seguirá ofreciendo a nuestros clientes los sistemas de soldadura robot ARCMAN ™ al hacer uso de estas ventajas y puntos fuertes.
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




