

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.13: Consumibles para soldadura de arco sumergido producido exclusivamente para el uso con corriente continua >
Técnica Destacada Vol.13
Consumibles para soldadura de arco sumergido producido exclusivamente para el uso con corriente continua
1. Prólogo

La Soldadura de Arco Sumergido (SAW) es uno de los principales procesos de soldadura de arco. Representa alrededor del 10% de toda la soldadura de arco. Comparando el consumo por países , China consume más del 50% de los consumibles de SAW y es seguido por Europa, América del Norte, Rusia y Japón. En cuanto a las industrias, SAW se utiliza principalmente en la fabricación de tubos de acero, estructuras de acero, puentes, barcos y fábricas de productos químicos, debido a las largas líneas rectas de soldadura que son comunes en estas estructuras.
En Japón, el nivel de consumo SAW por la industria, es casi el mismo que para el mundo, a excepción al usado para tubos de acero, que representa una proporción de consumo mucho más bajo de SAW.
| Tipo de Fundente |
Resiliencia a bajas temperaturas |
Resistencia a la absorción de humedad |
Contenido de hidrógeno difusible |
Porcentaje de consumo de fundente |
Eficiencia | Tipo de la energía eléctrica |
|---|---|---|---|---|---|---|
| Fusionado | Promedio | Mejor | Bajo | Promedio | Promedio | CA |
| Adherido | Bueno | Promedio | Menor | Bajo | Mejor | CA / CC |
| Aglomerado | Bueno | Bueno | Bajo | Bajo | Bueno | CC |
En la Tabla 1se muestran las características de los tres tipos de flujos SAW: fusionados, pegados y aglomerados. En el mercado japonés, flujos SAW adecuados para la corriente alterna (CA) han sido favorecidos por el costo relativamente más bajo de las fuentes de alimentación CA, en comparación con los de corriente continua (CC). Fundentes adheridos, diseñados tanto para CA como CC, también se desarrollaron en Japón. Sin embargo, mientras que estos fundentes se utilizan principalmente para la soldadura de inyección de calor, los fundentes aglomerados, se utilizan para soldadura general de alta velocidad con CC, los cuales encuentran demanda en los mercados de ultramar.
Para responder a las necesidades de los mercados globales, Kobe Steel ha continuado con el desarrollo de consumibles para SAW, diseñados para uso exclusivo con CC, y ahora se complace en anunciar la disponibilidad de fundente aglomerado. Nombrando su primer fundente para SAW de este tipo "AF", Kobe Steel ha lanzado oficialmente FAMILIARC™ AF-490E y FAMILIARC™ AF-490AS.
Este artículo presenta las ventajas y características del uso de AF-490E en combinación con US-29 cable SAW y AF-490AS con US-36.
FAMILIARC™ US-29 FAMILIARC™ AF-490E
| Clasificación | AWS A5.17 F7A2-EM12K; F6P4-EM12K |
|---|---|
| Características | Soldadura a tope y soldadura en ángulo horizontal de placa mediana y pesada. |
| Excelente tenacidad de muesca a baja temperatura hasta -20 ℃ |
|
| Polaridad | DCEP |
| Basicidad de Boniszewski |
1.4 |
| Aprobación del envío | ABS, DNV, LR, BV |
US-29/AF-490E es una combinación de cable sólido y fundente para la soldadura de aceros dulces, así como de aceros de alta resistencia a la tracción del orden de 490 MPa (clase HT490). AF-490E, un fundente aglomerado básico de aluminato, exhibe una excelente tenacidad de muesca de hasta -20 ºC, así como capacidad de soldadura en combinación con el cable SAW US-29. La Tabla 2 muestra los detalles de US-29 x AF-490E.
2-1. Propiedades de todo el metal de soldadura

Figura 1: Aspecto de las líneas de soldadura
Las composiciones químicas y propiedades mecánicas del metal de soldadura todo se muestran en las Tablas 3 y 4, respectivamente, y la apariencia del cordón, en la Figura 1. Incluso sin la adición de los elementos especiales, se puede conseguir estable tenacidad de muesca, incluso a temperaturas tan bajas como -20 ºC.
| C | Si | Mn | P | S | |
|---|---|---|---|---|---|
| US-29 / AF-490E | 0.05 | 0.41 | 1.60 | 0.016 | 0.005 |
| Nota: Condiciones de soldadura: 550A-30V-42cpm; Ext = 30mm | |||||
| 0.2%OS (MPa) | TS (MPa) | El (%) | IV at -40℃ (J) | IV at -20℃ (J) | ||
|---|---|---|---|---|---|---|
| US-29/ AF-490E |
AW*1 | 464 | 562 | 30 | - | Avg 119 (125, 113, 118) |
| PWHT (620℃ x 1hr) | 380 | 494 | 35 | Avg 129 (142, 124, 122) | Avg 150 (154, 153, 143) | |
| Especificación AWS (AW*1 solamente) | 350 min | 490 min | 22 min | - | 35 min | |
| Nota: Condiciones de soldadura: 550A-30V-42cpm; Ext=30mm *1: Condición como "soldada" |
||||||
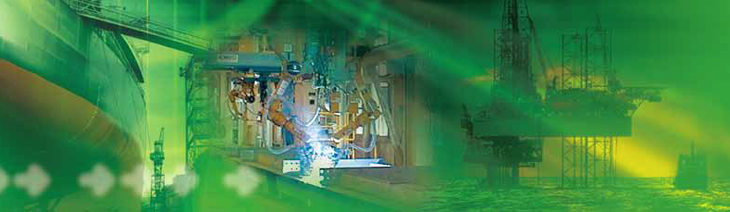
2-2. Soldadura de junta de tope de dos pases
La soldadura de junta de tope se llevó a cabo usando placas JIS G3106 SM400B con un espesor máximo de 16 mm. La disposición de electrodos se muestra en la Figura 2. Las condiciones de soldadura se muestran en la Tabla 5.
Las Figuras 3 y 4 muestran la macroestructura y la apariencia de las líneas de soldadura, respectivamente, y en la Tabla 6, las propiedades mecánicas de la soldadura de junta de tope.
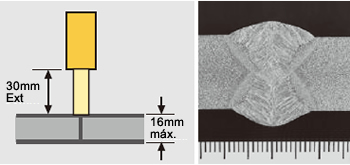
Figura 2: Disposición del Electrodo
Figura 3: Macroestructura
| Secuencia de soldadura |
Diámetro del cable (mm) |
Condiciones de soldadura |
Temperaturas de recalentamiento y de interpasse |
|---|---|---|---|
| 1era. | 4.0 | 750A-32V-60cpm 30mm Ext |
Temperatura ambiente |
| 2da. | 700A-32V-55cpm 30mm Ext |
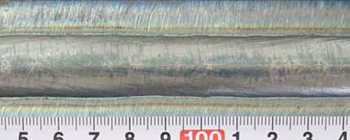
Figura 4: Aspecto de las líneas de soldadura
| 0.2%OS (MPa) |
TS (MPa) |
El (%) |
IV at -20℃ (J) |
IV at 0℃ (J) |
|---|---|---|---|---|
| 419 | 532 | 34 | Avg 116 (131, 121, 96) |
Avg 147 (148, 146, 146) |
2-3. Soldadura de ángulo horizontal
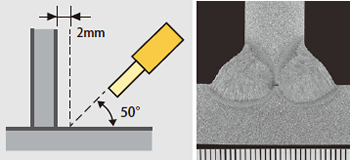
Figura 5: Disposición de los electrodos
Figure 6: macrostructure
La disposición de electrodo usado en la soldadura de filete horizontal se muestra en la Figura 5, además de la macroestructura y la apariencia de la línea de soldadura, en la Figura 6 y 7.
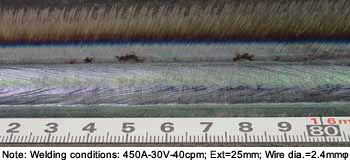
Figura 7: Aspecto de las líneas de soldadura
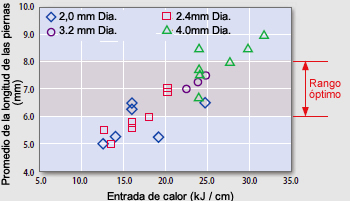
Figura 8: Relación entre la soldadura de inyección de calor y la longitud de las piernas
La relación entre la soldadura de inyección de calor y la longitud de la "pierna" se muestra en la Figura 8, en todos los diámetros de electrodos disponibles. En pruebas de laboratorio, se obtuvieron longitud de las piernas de 4 a 9 mm; Sin embargo, se recomienda al usuario tener como objetivo longitudes de pierna de 6-8 mm, en consideración de la precisión de ranura, así como la estabilidad de la soldadura cuando se trata de trabajos reales.
| Contenido de hidrógeno difusible (ml/100g) |
Clasificación de la aprobación del envío |
|||||
|---|---|---|---|---|---|---|
| N=1 | N=2 | N=3 | N=4 | Promedio | ||
| US-29/ AF-490E |
2.5 | 2.6 | 2.7 | 2.7 | 2.6 | H5 |
| Nota: (1) Las condiciones de soldadura: 550A-30V-42cpm; Ext = 30mm (2) Método de ensayo: Cromatografía de gases (según AWS A4.3) |
||||||
2-4. Contenido de hidrógeno difusible del metal de soldadura
EL contenido de hidrógeno difusible, medido por cromatografía de gases según AWS A4.3 se muestra en la tabla 7. Puede observar el nivel extremadamente bajo de 2,5 ml/100 g y casi ninguna fluctuación.
3. FAMILIARC™ US-36 3 FAMILIARC™ AF-490AS
| Clasificación | AWS A5.17 F7A6-EH14; F7P6-EH14 |
|---|---|
| Características | Soldadura a tope de placa mediana y pesada. |
| Solamente soldadura de Multi-pasadas | |
| Excelente tenacidad de muesca en bajas temperaturas hasta -40 ℃ |
|
| Polaridad | DCEP |
| Basicidad de Boniszewski |
2.6 |
| Aprobación del envío |
ABS, DNV, LR, BV |
US-36/AF-490AS es una combinación de cable sólido y fundente para la soldadura de aceros dulces, así como de aceros de la clase HT490. AF-490AS, un fundente aglomerado básico de fluoruro, muestra excelente y estable tenacidad de muesca de hasta -40 ºC, así como una fácil utilización en combinación con el cable SAW US-36. Detalles relacionados con US-36 x AF-490E se muestran en la Tabla 8.
3-1. Propiedades de todo el metal de soldadura
Las composiciones químicas y propiedades mecánicas de todo el metal de soldadura se muestran en las Tablas 9 y 10 respectivamente. Resultados de la prueba de impacto en la condición de la soldadura, así como después del tratamiento térmico posterior a la soldadura (PWHT), se muestran en las figuras 9 y 10 en curvas de transición, respectivamente.
Diseñado para una óptima basicidad del fundente, AF-490AS puede obtener estable y excelente tenacidad de muesca a temperaturas tan bajas como -40 ºC a pesar de que no se han agregado elementos especiales. La apariencia de la línea de soldadura se muestra en la Figura 11.
| C | Si | Mn | P | S | |
|---|---|---|---|---|---|
| US-36 / AF-490AS | 0.07 | 0.39 | 1.62 | 0.014 | 0.004 |
| Nota: Las condiciones de soldadura: 550A-30V-42cpm; Ext = 30mm | |||||
| 0.2%OS (MPa) |
TS (MPa) |
El (%) |
||
|---|---|---|---|---|
| US-36/ AF-490AS |
Como soldadas | 516 | 598 | 32 |
| PWHT (620℃ x 1hora) | 547 | 565 | 32 | |
| Especificación AWS. (Como soldada y PWHT) |
375 min | 490-660 | 22 min | |
| Nota: Las condiciones de soldadura: 550A-30V-42cpm; Ext=30mm | ||||
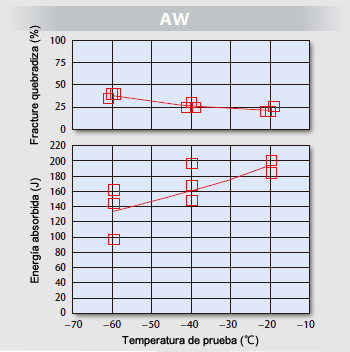
Figura 9: Curva de transición de tenacidad de muesca en
condiciones como "soldada"
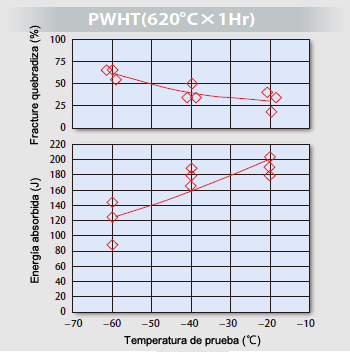
Figura 10: Curva de Transición de tenacidad a muesca después PWHT

Figura 11: Aspecto de las líneas de soldadura
3-2. Soldadura multi-pase de ambos lados de la junta de tope
La soldadura de junta de tope se llevó a cabo usando placas de grado EH36 con un espesor de 20 mm. La figura 12 muestra la configuración de ranura y secuencia de pasadas. La Tabla 11 muestra las condiciones de soldadura, la Tabla 12, las químicas y en la Tabla 13, las propiedades mecánicas de la junta de tope obtenidos tanto a través de la soldadura lateral.
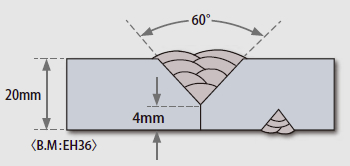
Figura 12: Configuración de la ranura y la secuencia del pase
| Lado | Diámetro del alambre (mm) |
Pase | Parámetros de soldadura |
Extensión (mm) |
|---|---|---|---|---|
| Parte delantera |
4.0 | 1 | 450A-30V-42cpm | 30 |
| 2-6 | 550A-30V-42cpm | |||
| Parte trasera |
1 | 450A-30V-42cpm | ||
| 2-4 | 550A-30V-42cpm | |||
| Nota: Precalentamiento y temperatura de interpasse entre: 100-150 ºC | ||||
| TS(MPa) | IV at -40C(J) | Prueba de curvado *2 |
| 559 *1 | Media 84 (81, 87, 83) | Parte delantera: Bueno Parte trasera: Bueno |
| Nota: * 1: Posición de la fractura = Metal base * 2: Prueba de curvado: De acuerdo con la Regla de Clasificación de Envío |
||
| C | Si | Mn | P | S |
|---|---|---|---|---|
| 0.09 | 0.39 | 1.55 | 0.014 | 0.004 |
| Contenido de hidrógeno difusible (ml/100g) |
Clasificación de la aprobación del envío |
|||||
|---|---|---|---|---|---|---|
| N=1 | N=2 | N=3 | N=4 | Avg | ||
| US-36/ AF-490AS |
2.2 | 2.3 | 2.1 | 2.3 | 2.2 | H5 |
| Nota: (1) Las condiciones de soldadura: 550A-30V-42cpm; Ext=30mm (2) Método de ensayo: Cromatografía de gases (según AWS A4.3) |
||||||
3-3. Contenido de hidrógeno difusible del metal de soldadura
El contenido de hidrógeno difusible, medido por cromatografía de gases según AWS A4.3 se muestra en la Tabla 14. Es notable el nivel extremadamente bajo de 2,0 ml/100 g y poca fluctuación.
4. Especificaciones de empaque
| Diámetro (mm) | Tipo | Peso (kg) |
|---|---|---|
| 1.6 | Carrete | 10, 20 |
| 2.0 | ||
| 2.4 | ||
| 2.4 | Bobina | 25 |
| 3.2 | ||
| 4.0 | 25, 75 | |
| 4.8 |
Las especificaciones de empaque de los cables SAW US-29 y US-36 y los fundentes SAW AF-490E y AF-490AS se muestran en las Tablas 15 y 16, respectivamente.
| Tamaño de la malla | Tipo | Peso (kg) |
|---|---|---|
| 12 x 65 | Bolsa (laminado de aluminio) | 20 |
5. Condiciones resecado
| Temperatura de resecado | Tiempo de resecado | |
|---|---|---|
| AF-490E | 300-350℃ | 1-2 horas (s) |
| AF-490AS |
Las condiciones de resecado para AF-490E y AF-490AS se muestran en la Tabla 17.
6. Epílogo
En este artículo describe los dos fundentes aglomerados recientemente desarrollados por Kobe Steel: AF-490E y AF-490AS. Se utilizan en combinación con US-29 o US-36, cuentan con propiedades estables de metal de soldadura y muy bajo contenido de hidrógeno difusible. Se espera que se aplicarán en estructuras costeras, así como en la construcción naval, los cuales requieren de juntas soldadas firmes y fiables.
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




