

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.14: Un sistema de soldadura robótica equipada con el proceso REGARC™ para estructuras de arquitecturas de acero. >
Técnica Destacada Vol.14
Un sistema de soldadura robótica equipada con el proceso REGARC™ para estructuras de arquitecturas de acero.

1. Prefacio
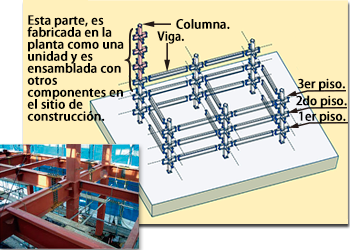
Figura 1: Marcos estructurales arquitectónicos usando tubos de acero para columnas.
Mejorar la resistencia a sismos en construcciones es esencial en países predispuestos a fuertes terremotos. En Japón, el diseño resistente a sismos en madera, acero o concreto reforzado ha evolucionado después de muchos terremotos de consideración y es una característica requerida en el diseño arquitectónico y fabricación de edificios. La tecnología de estructuras de acero para edificios ha tenido particularmente un importante desarrollo en los diseños resistentes a sismos. Más de un tercio de todos los edificios ( incluyendo pequeñas tiendas y fábricas, así como altos edificios) están hechos con una estructura de acero, la cual cuenta tanto como el 60% del total de un edificio. La construcción en madera se usa primariamente para casas aisladas.
Debido al deseo de contar con espacios más grandes en oficinas y fábricas, los pilares cuadrados de acero y tubos circulares de acero, los cuales no requieren tirantes diagonales, progresivamente han venido reemplazando a las columnas de sección de acero tipo H. Claro que los tubos cuadrados de acero o los tubos circulares se aplican en el 95% de los estructuras bajas y medianas. Estas columnas y vigas, son construidas en el fabricante de estructuras de acero, y transportadas y ensambladas en los sitios de construcción.
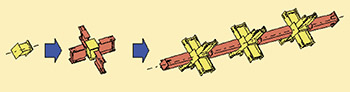
Figura 2: Proceso de fabricación de columnas de acero.
El proceso estándar de fabricación de columnas usado los estructuras arquitectónicas de acero en el fabricando como se muestra en la figura 2.
Una sección de una columna grande se fabrica soldando la parte central (izquierda), después soldando las vigas a la junta de la columna (centro) y finalmente, soldando la columna ensamblada (derecha).

Figura 3-1: Sistema de soldadura robótica para partes
centrales / rayo para juntas de columna.

Figura 3-2: Sistema de soldadura robótica de doble junta
sincronizada para ensamblaje de columnas para
ensamblaje de columnas
Figura 3: Sistemas de soldadura robótica para estructuras
de acero arquitectónico.
Debido a que la soldadura del diafragma a la junta de la sección hueca estructural requiere mucho trabajo de soldadura y rotación, es un trabajo para soldadura robótica. Soldando en posición plana, la soldadura robótica proporciona mejor rendimiento, menos defectos, y líneas de soldadura más tenues y estables que en la soldadura semi automática. Aceros Kobe desarrolló un sistema de soldadura robótico para estructuras arquitectónicas de acero, a finales de la década de los 80, la que goza de un alto grado de participación en el mercado, debido a su alta calidad y eficiencia.
Desde que la ley japonesa de construcción estándar se enmendó después del Gran Terremoto de Hanshin de 1995, los requerimientos para la soldadura de juntas de acero estructural de edificios se han vuelto más estrictos. Sin embargo, Aceros Kobe ha desarrollado nuevos sistemas y funciones que incrementan la productividad por medio de un sistema de soldadura robótica de doble junta, sincronizado por ensamblaje de columna que mantiene el límite de inyección de calor en cada junta de soldadura.
En cuanto al proceso de soldadura, un proceso de soldadura de arco de protección de gas CO2 ha sido favorecido por su alta eficiencia tanto como por su menor costo comparado con el de gas de Ar, aún cuando la alta generación de salpicadura ha sido conocida como un inconveniente. Por lo tanto, aceros Kobe ha desarrollado el proceso REGARC™ para ser usado en combinación con el nuevo SENSARC™ fuente de poder AB500 y cables sólidos FAMILIARC™ MG-50R(N) y FAMILIARC MG-56R (N).
Este proceso logra una alta deposición mientras que minimiza la salpicadura y emisión de humo aún con soldadura de arco recubierto de gas CO2 estándar. Este artículo introduce el proceso REGARC™ y un sistema de soldadura robótico para estructuras de acero arquitectónico equipados con proceso REGARC™.
2. Características del proceso REGARC™

Figura 4: Fuente de poder nueva: SENSARC™ AB500
Este proceso utiliza la especialmente diseñada fuente de poder SENSARC AB500 (ver figura 4), tanto como el cable solido MG-50R(N) o MG-56R(N) para las soldaduras de estructuras arquitectónicas de acero. Tabla 1 muestra las químicas de los metales depositados típicos de MG-50R(N) y MG-56R(N).
| Nombre del producto. | Clasificación JIS. *1 |
Química típica de metales depositados (masa%). |
|||||
|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Ti+Zr | ||
| MG-50R(N) | Z3312 YGM11 | 0.09 | 0.57 | 1.00 | 0.010 | 0.013 | 0.03 |
| MG-56R(N) | Z3312 YGM18 | 0.06 | 0.48 | 1.33 | 0.009 | 0.007 | 0.03 |
| Nota: *1 JIS: estándar japonés industrial. | |||||||
2-1. Baja salpicadura

Figura 5-1: Formas de la gota.
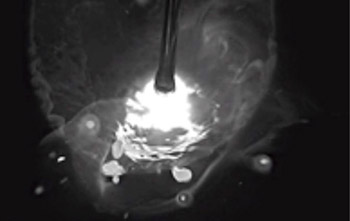
Figura 5-2: La gota y algo del metal derretido explotan.
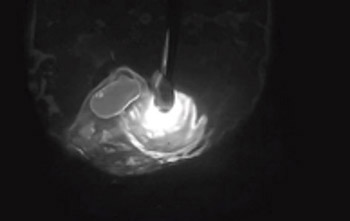
Figura 5-3: La gota se deshace.
Figura 5: Transferencia de gota globular por medio del
proceso convencional.
En soldadura de arco de protección con gas de CO2, el modo de transferencia de metal es generalmente transferencia globular, en la que las gotas grandes se transfieren irregularmente mientras que la corriente de soldadura se incrementa. Después de trabajar en el control de transferencia de gota por medio de la forma de onda de corriente pulsada, aceros Kobe desarrollo el proceso REGARC™ el cual reduce la salpicadura produciendo y despegando las gotas de una manera regular.
¿ Cuál es la diferencia en la transferencia de gota entre el proceso convencional y el proceso REGARC™ ? En el proceso convencional, se forma una gota (figura 5-1) y después hace corto circuito por el charco de metal derretido justo antes de despegarlo, después de lo cual la gota tanto como algo del metal derretido explotan justo después de que el arco es re-encendido (figura 5-2), o cuando una gota crece, esta es despegada mientras que es empujada hacia arriba por la fuerza del arco y desecha mientras rota (Figura 5-3).
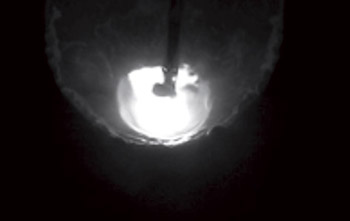
Figura 6-1: La gota es pequeña y estrujada.
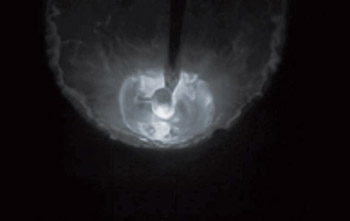
Figura 6-2: La gota se desprende suavemente.
Figura 6: Transferencia de gota por el proceso REGARC™
Por contraste, en el proceso REGARC™, la gota es estrujada por el pico de pulso de corriente, tan pronto se forma (figura 6-1) y después se desprende por la corriente baja durante una duración de base (figura 6-2).
La gota desprendida se absorbe dentro del pozo de metal derretido suavemente. Con el control temporizado de la corriente pico del pulso óptimo en el momento que una gota se forma o desprende, el tamaño de la gota permanece pequeña y uniforme y la transferencia es suave.
2-2. Alta tasa de deposición y baja inyección de calor.
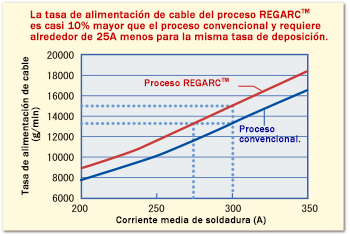
Figura 7: Relación entre la corriente de soldadura media
y la tasa de alimentación de cable.
Figura 7: Muestra la relación entre la corriente de soldadura y la tasa de alimentación de cable (tasa de derretimiento de cable) en el proceso de soldadura de arco de protección con gas CO2 y el proceso REGARC™.
La tasa de alimentación de cable del proceso REGARC™ es 10% mayor que el del proceso convencional porque la corriente de pulso de soldadura del proceso REGARC™, es mayor que aquella del proceso convencional, resultando mayor en Julios de calor. La tasa de deposición (y eficiencia en general) del proceso REGARC™ es mayor para cualquier monto de corriente de soldadura (valor medio) usado.
Esto significa que el proceso REGARC™ puede lograr la misma tasa de deposición con 10% menos de la corriente de media de soldadura requerida del proceso convencional. La tasa de deposición a 300A en el proceso convencional es equivalente a aquella a los 275A en el proceso REGARC™. Esto permite una reducción en la entrada de calor, aumentando las propiedades metálicas de las soldaduras tanto como minimiza la distorsión de la soldadura o deformándola.
2.3 Penetración buena y profunda
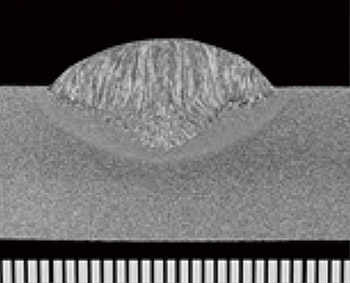
Figura 8-1: Forma de la penetración hecha por el proceso convencional.
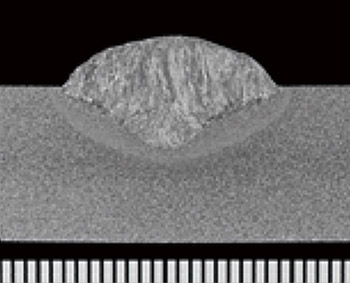
Figura 8-2:Forma de la penetración hecha por el proceso REGARC™.
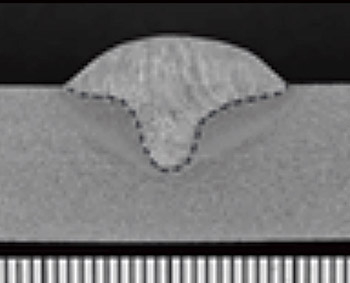
Figura 8-3: Forma de la penetración hacha por gas de mezcla de Ar-CO2 (referencia).
Figura 8: Diferencia en la forma de penetración entre
los procesos REGARC™ y convencional.
Figura 8 muestra la diferencia en la forma de penetración entre los procesos REGARC™ y convencional, mientras que obtiene la misma tasa de deposición.
Aún cuando la corriente media de soldadura del proceso REGARC™, es menor que aquella del proceso convencional, se obtiene una penetración similar (figuras 8-1, 8-2) a causa de la corriente de pico más alto del proceso REGARC™. Por lo tanto, puede verse que la soldadura sana puede ser hecha a pesar de un menor ingreso de calor.
Para referencia, Figura 8-3 muestra la forma de la penetración derivada de la soldadura MAG usando gas de mezcla de Ar-CO2, la cual es conocida como un método de soldadura de bajo salpicadura. La penetración tiene la forma de un dedo, la cual sería pobre en resistencia a la porosidad, en contraste, la penetración por el proceso REGARC™ es amplia, profunda y con forma de tazón la cual es resistente a la porosidad y rajadura al calor.
2.4 Baja emisión de humo.
La diferencia en la tasa de emisión de humos por unidad de peso del cable de soldadura por los procesos REGARC™ y convencional se muestra en la figura 9.
Es claro que el proceso REGARC™ genera casi la mitad de la cantidad de humo comparado con el proceso convencional.
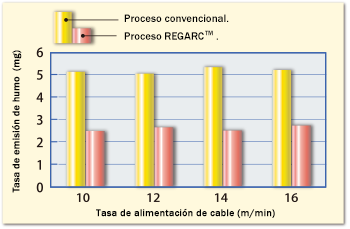
Figura 9: Diferencia en la tasa de emisión de humo entre
los procesos REGARC™ y convencional.
3. Robotic welding system for architectural steel frames equipped with REGARC™ process

Figura 10-1: Proceso convencional.

Figura 10-2: Proceso REGARC™.
Figura 10: Diferencia entre la salpicadura durante la soldadura de columna
entre los procesos: REGARC™ y convencional.
Un sistema de soldadura robótico para estructuras arquitectónicas de acero equipados con el proceso REGARC™ que tiene las ventajas sobre el proceso convencional siguientes:
1. Productividad incrementada acortando el tiempo del ciclo.
2. Mejorada calidad de soldadura.
3. Menor trabajo post soldadura, tales como rasqueteo o esmerilado.
4. Mejor ahorro de energía.
La figura 10, claramente muestra mucho menos salpicadura durante la soldadura de un diafragma a una junta de sección estructural hueca bajo el proceso REGARC, que en el proceso convencional.
En la Figura 11 se compara los dos procesos en relación a la cantidad de salpicadura que se pega a la boquilla durante el soldado de un diafragma a una junta de sección estructural hueca con ranura de cara no perpendicular simple. El proceso REGARC™ puede reducir la cantidad de salpicadura a un cuarto del proceso convencional, incluso en la soldadura de ranura por dentro.
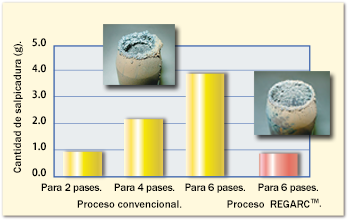
Figura 11: La cantidad de salpicadura que se pega a la
boquilla durante la soldadura de una columna (con una
ranura de cara no perpendicular simple) en los procesos
REGARC™ y convencional.
Cuando la salpicadura se pega dentro de una boquilla, la protección se puede ver reducida, resultando en pobres propiedades mecánicas tanto como defectos de soldadura tales como porosidad del metal de soldadura. Por esta razón, la soldadura robótica incorpora una limpieza de boquilla automática e intercambio para poder maximizar el tiempo de operación.
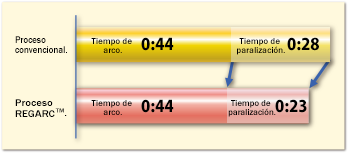
Figura 12: Comparación de tiempo de ciclo entre
los procesos REGARC™ y convencional.
La soldadura robótica equipada con proceso REGARC™ reduce la frecuencia de la limpieza e intercambio de boquilla a una mitad, así que el tiempo de paralización se minimiza. Esto lleva a un incremento en el tiempo de arco y ciclos más cortos.

Figura 13-1: Proceso convencional.

Figura 13-2 Proceso REGARC™.
Figura 13: Comparación del monto de salpicadura sobre
placas entre procesos REGARC™ y convencionales.
En la Figura 12 se compara los resultados obtenidos de soldar una columna de acero tubular cuadrado con una longitud de lado de 400mm y un grosor de placa de 22mm con procesos REGARC™ y convencional. El proceso REGARC™ redujo el tiempo del ciclo en 10% por que hay menos salpicadura, menos trabajo de rasqueteo y esmerilado post soldadura.
En la figura 13 se compara la apariencia de la línea de soldadura en ambos procesos: el REGARC™ y convencional.
Demasiada salpicadura es visible sobre la superficie de la placa del diafragma, tanto como en los lados de la columna en la pieza soldada por el proceso convencional, mientras muy poca salpicadura puede ser visto en la superficie de la línea de soldadura hecha por un proceso REGARC™.2.
Como se menciono antes, el proceso REGARC™ puede ahorrar energía porque logra una mayor tasa de deposición con una corriente media de soldadura menor como se compara con el proceso convencional. Se puede consumir tanto como 5% menos energía.
4. Post data.
Muy estimado por los consumidores, el sistema robótico de soldadura equipado con procesos REGARC™, está listo para la siguiente generación de sistemas robótico de soldadura para estructuras arquitectónicas de acero en Japón y otras partes del mundo.
Desarrollaremos continuamente y propondremos soluciones de soldadura actualizadas, nos centramos en ambos, los productos de soldadura y sistemas robóticos de soldadura.
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




