

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.15: Suministro y demanda de GNL, además de implicaciones para acero TMCP con 7% de Ni y consumibles de soldadura >
Técnica Destacada Vol.15
Suministro y demanda de GNL, además de implicaciones para acero TMCP con 7% de Ni y consumibles de soldadura

1. Prefacio
![Worldwide trends in LNG exports [1] Note: MTPA: Million tons per annum](../../images/education-center/technical_hightlight/vol15_fig01.png)
Figura 1: Las tendencias mundiales en las exportaciones de gas natural licuado [1]
Nota: APTM: Millones de toneladas por año
Tres años y medio después de describir los consumibles de soldadura de Kobelco para los tanques de almacenamiento de gas natural licuado (GNL) hechos de acero con 9% de Ni en el boletín Kobelco Welding Today (Kobelco Soldadura Hoy), Vol.14, No.2, (KWT14-2) (2011), el mercado mundial de GNL ha cambiado significativamente.
No sólo ha cambiado la situación del suministro y la demanda, sino que también lo han hecho las propiedades del acero utilizado para los tanques de almacenamiento. El acero TMCP (Thermo Mechanical Control Process – Proceso Termo-mecánico de Control) con 7% de Ni ha sido introducido con éxito en Japón con el fin de reducir el contenido de Ni, que es caro y susceptible a las fluctuaciones en el mercado. La especificación de acero TMCP con 7% de Ni ya está regulada por el Estándar Industrial Japonés (JIS), así como las especificaciones no japonesas, tales como la ASTM.
En este artículo se presenta brevemente los consumibles de soldadura que son adecuados para aceros TMCP con 7% de Ni y ofrece algunos datos técnicos actualizados a la fecha.
2. Reciente suministro y demanda de GNL
![Figure 2: Worldwide LNG exports in 2013 [2]](../../images/education-center/technical_hightlight/vol15_fig02.png)
Figura 2: Exportaciones de GNL a nivel mundial en el 2014 [2]
La Figura 1 muestra que las exportaciones de GNL aumentaron considerablemente en 2010. Las exportaciones totales de GNL a nivel mundial en 2013 alcanzaron 237 millones de toneladas por año (MTPA) como se muestra en la Figura 2, lo que refleja un aumento de la demanda mundial, principalmente en Asia y particularmente en China.
La exportación de GNL a partir de unidades de almacenamiento (UFA) (Figura 1) flotante es también una tendencia reciente de suministro. En la mayoría de los casos, las UFA y las unidades de almacenamiento y regasificación flotantes (FSRU) se convierten de los buques de GNL, lo que reduce costes y tiempo asociados con la construcción y, por lo tanto, mantiene al día con la oferta y la demanda de GNL actual.
Situación en Asia
![Figure 3: Worldwide gas-liquefaction capacity [3]](../../images/education-center/technical_hightlight/vol15_fig03.png)
Figura 3: Capacidad de licuefacción de gas a nivel mundial [3]
Debido al gran aumento en el consumo de gas natural, la capacidad de licuefacción también ha aumentado y se espera su crecimiento, particularmente en Asia y el Pacífico, como se muestra en la Figura 3.
De acuerdo con ello, se incrementará la necesidad de astilleros de almacenamiento de GNL y sistemas de transporte tales como buques de transporte de GNL (interoceánicos y domésticos).
La Figura 4 muestra el plan de consumo de energía primaria de China, basado en el plan quinquenal XII (2011-2015). Se pronostica que las importaciones de GNL de China aumentarían un 50% cada año, desde 14,7 millones de toneladas en 2012 a un máximo de 100 millones de toneladas por año. Naturalmente, se requerirá un gran número de terminales de GNL y buques de transporte de GNL (interoceánicos y domésticos) en su debido momento.
![Figure 4: Forecast of primary energy consumption in China [4] Note: *1: Million tons of oil equivalent.](../../images/education-center/technical_hightlight/vol15_fig04.png)
Figura 4: Pronóstico del consumo de energía primaria en China [4]
Nota: *1: Millones de toneladas equivalentes de petróleo
Los tanques de GNL se clasifican en general en tres tipos: Membrana, Moss y tanques A, B o C del tipo OMI (Organización Marítima Internacional). Mientras los tanques de membrana y Moss se aplican a los buques interoceánicos de GNL, el tercer tipo es el de menor tamaño, es utilizado por los transportistas nacionales, como se muestra en la Tabla 1. La Figura 5 muestra un buque doméstico típico de GNL y la Figura 6, algunos tanques de tipo C de OMI.
| Tipo de tanque de GNL | |
|---|---|
| Buque interoceánico GNL | Membrana y Moss |
| Buque de GNL doméstico | OMI ‒ tipo A, B, C |
La Figura 7 muestra un tanque de tri-lóbulo desarrollado recientemente, que estará equipado en un barco de gas de etileno licuado (LEG) para el transporte de LEG en un futuro próximo.
![Figure 5: Typical domestic LNG carrier [6]](../../images/education-center/technical_hightlight/vol15_fig05.jpg)
Figura 5: Típico buque doméstico de GNL [6]
![Figure 7: Tri-lobe tank [6]](../../images/education-center/technical_hightlight/vol15_fig07.jpg)
Figura 7: Tanque Tri-lóbulo [6]
![Figure 6: IMO-type C tanks [6]](../../images/education-center/technical_hightlight/vol15_fig06.jpg)
Figura 6: Tanques tipo C de OMI. [6]
Desarrollo y especificaciones de acero TMCP con 7% de Ni
Para realizar operaciones seguras en condiciones criogénicas, los tanques de almacenamiento de GNL se hacen generalmente con placas de acero con 9% de Ni. Recientemente, sin embargo, se ha desarrollado acero TMCP con 7% de Ni, lo que reduce el contenido de Ni costoso en casi un 20%.
Los aceros TMCP con 7% de Ni se estandarizaron como SL7N590 en JIS G3127, "Placas de acero de níquel para recipientes a presión para los servicios de baja temperatura", en marzo de 2013, cuando la aplicación de este producto comenzó en Japón. Casi al mismo tiempo en los EE.UU., ASTM estandarizada aceros TMCP con 7% de Ni como Clase Gr. 9 G y Clase 10 en A841, "Especificación estándar para placas de acero para recipientes a presión, Producido por Proceso Termo-mecánico de Control (TMCP)."
Las especificaciones JIS y ASTM de TMCP con 7% de Ni y aceros con 9% de Ni que se usan HOY, se muestran en la Tabla 2 como referencia.
| Especificación | ASTM | JIS G 3127 | |||
|---|---|---|---|---|---|
| A553 Type I | A841 Grade G | SL9N 590 | SL7N 590 | ||
| Cl.9 | Cl.10 | ||||
| Espesor de la placa (mm) | 50 max. | 50 max. | 100 max. | 50 max. | |
| Proceso | QT | TMCP | QT | TMCP | |
| C (%) | 0.13 max. | 0.13 max. | 0.12 max. | ||
| Si (%) | 0.15-0.40 | 0.04-0.15 | 0.30 max. | ||
| Mn (%)/td> | 0.90 max. | 0.60-1.20 | 0.90 max. | 1.20 max. | |
| P (%) | 0.035 max. | 0.015 max. | 0.015 max. | ||
| S (%) | 0.035 max. | 0.015 max. | 0.015 max. | ||
| Ni (%) | 8.50-9.50 | 6.00-7.50 | 8.50-9.50 | 6.00-7.50 | |
| 0.2% PS (MPa) | 585 min. | 585 min. | 620 min. | 590 min. | |
| TS (MPa) | 690-825 | 690-825 | 750-885 | 690-830 | |
| El (%); Grueso (mm) | 20 min. | 20 min. | 21 min. (t ≤ 16) 25 min. (t > 16) |
||
| IV (J) a -196°C | 34 min. | 34 min. | 41 min. | ||
| LE*1 (mm) t -196°C | 0.38 min. | 0.38 min. (t ≤ 32) 0.48 min. (t=50)*2 |
- | - | |
| Nota: *1: LE: Expansión Lateral *2: Valor LE entre la placa de espesor 32 y 50 se determinará por interpolación lineal. |
|||||
Resultados de las pruebas que comparan aceros TMCP con 9% de Ni y 7% de Ni se describen a continuación.
4-1. Características básicas del TMCP con 7% de Ni.
| Steel | 7% Ni TMCP | 9% Ni |
|---|---|---|
| Microestructura | 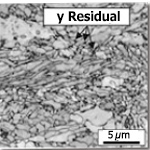 |
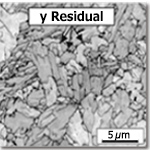 |
| γ Residual (%) | 8.5 | 3.2 |
Con el fin de mantener la misma alta tenacidad con acero con 9% de Ni, la tecnología TMCP permite que la austenita residual (γ) pueda ser distribuida en la estructura de base de aceros TMCP con 7% de Ni.
Como se puede apreciar en la Figura 8, la estructura electro soldada se refina en el acero TMCP con 7% de Ni, lo que resulta en el aumento de γ residual.
4-2. Evaluación de rendimiento básico
Las pruebas se llevaron a cabo en varias propiedades relacionadas con el funcionamiento básico del aceros TMCP con 7% de Ni, como se muestra en la Tabla 3. Los resultados de las pruebas mostrados en las Tablas 4 y 5 demuestran que con aceros TMCP con 7% de Ni funciona tan bien como con el acero con 9% de Ni.
| Básico | Resistencia a la rotura por fragilidad | |
|---|---|---|
| Placa | ・Ensayo de tracción | ・CTOD test |
| ・CTOD test | ・Prueba Duplex ESSO | |
| Junta soldada | ・Ensayo de tracción | ・Prueba CTOD |
| ・Prueba de resilencia de la muesca | ・Prueba de soldadura transversal de una placa ancha con muescas |
| Acero | Espesor (mm) | 0.2%PS (MPa) | TS (MPa) | EL (%) |
|---|---|---|---|---|
| 7% Ni TMCP | 40 | 655 | 738 | 31 |
| 9% Ni | 36 | 726 | 743 | 23 |
| SL7N590 | 590 min. | 690-830 | 21 min. | |
| Nota: Posición: 1/4 t Dirección: En paralelo a la dirección de laminado |
||||
| Acero | Espesor (mm) | IV (J)a -196°C | BA(%) a -196°C | |
|---|---|---|---|---|
| 7% Ni TMCP | 40 | Promedio 256 | 0 | |
| 9% Ni | 36 | Promedio 243 | 0 | |
| SL7N590 | 41 min. | - | ||
| Nota: et: valor apariencia Fractura frágil Posición: 1/4 t Dirección: En paralelo a la dirección de laminado |
||||
4-3. Resistencia a la rotura por fragilidad
Aceros TMCP con 7% de Ni y 9% de Ni, fueron comparados para la resistencia a la rotura por fragilidad, como se muestra en la Tabla 3.
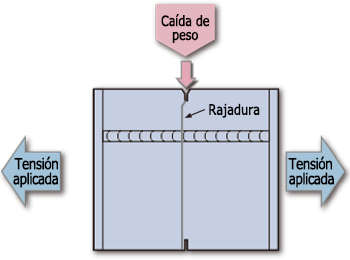
Resistencia a la iniciación de grietas por fragilidad y agrietamiento se evaluó mediante la prueba de CTOD y prueba Duplex ESSO, respectivamente. Como referencia, un dibujo esquemático de la prueba Duplex ESSO se muestra en la Figura 9. Los resultados de ambas pruebas CTOD y Duplex ESSO muestran básica equivalencia entre aceros TMCP con 7% de Ni y 9% de Ni, como se muestra en las Tablas 6 y 7 respectivamente.
| Propiedad excelente | Propiedad deficiente |
|---|---|
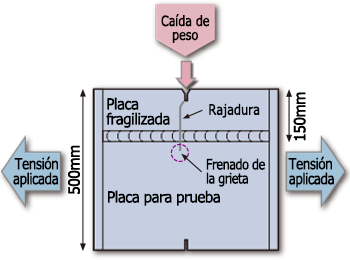 |
 |
| Acero | Espesor (mm) | Valor crítico CTOD (mm) a -165°C | ||
|---|---|---|---|---|
| 7% Ni TMCP | 40 | 1.18; 1.05; 1.18 | ||
| 9% Ni | 36 | 0.65; 0.70; 0.68 | ||
| SL7N590 | 41 min. | - | ||
| Nota: Dirección: Paralelo a la dirección de laminación | ||||
| Acero | Espesor (mm) | Temperatura (°C) | Tensión aplicada (MPa) | Criterio |
|---|---|---|---|---|
| 7% Ni TMCP | 40 | -196 | 392 | No-Go |
| 9% Ni Steel | 36 | -196 | 392 | No-Go |
4-4. Propiedades de soldadura de juntas de tope con aceros TMCP con 7% de Ni
La soldadura de juntas de tope doble "V" se llevó a cabo en una placa de acero TMCP con 7% de Ni, usando PREMIARC™ NI-C70S, electrodos revestidos de 4 mm de diámetro en posición vertical hacia arriba (3G). Las condiciones de soldadura se muestran en la Tabla 8.
| Dirección de la soldadura | Proceso de soldadura | Nombre del producto | Φ mm | Posición de soldadura | Entrada de calor (kJ/mm) |
|---|---|---|---|---|---|
| Transversal a la dirección de laminación | SMAW | NI-C70S | 4.0 | 3G hacia arriba | 4.4 max. |
La Figura 10 muestra el metal de soldadura en sección transversal esquemática y la ubicación de las muestras para prueba de la resilencia de las muescas.
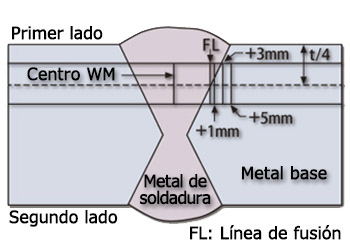
Figura 10: Esquema de ubicación de las muestras de prueba
Los resultados de la prueba tenacidad de las muescas se muestran en la Figura 11. Todos los valores cumplen con los requisitos de SL7N590 (34J min. y 41J promedio a -196 °C)
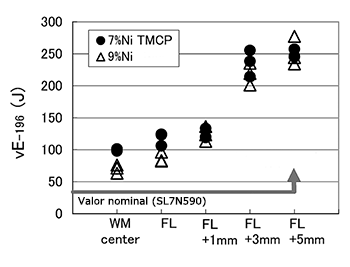
Figura 11: Resultados de las pruebas de la tenacidad de las muescas
4-4-2 Resistencia a la rotura por fragilidad
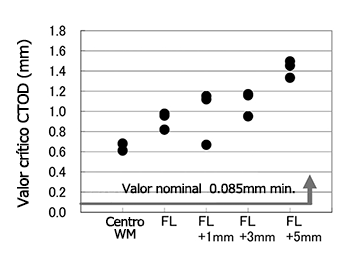
Figura 12: Resultados de las pruebas CTOD
La resistencia a la rotura por fragilidad fue probada por CTOD, y no se encontraron todos los valores para superar los requisitos de un tanque de GNL 140,000m³ (0,085 mm min. A -196 °C) como se muestra en la Figura 12.
Consumibles de soldadura para aceros TMCP con 7% de Ni
Todos los consumibles de soldadura recomendadas por Kobe Steel para aceros con 9% de Ni son también adecuados para la soldadura de aceros TMCP con 7% de Ni sin excepción. Consumibles de soldadura típica recomendada para el aceros TMCP con 7% de Ni se enumeran en la Tabla 9.
5-1. PREMIARC™ DW-N709SP
Formalmente se ha emitido la especificación AWS (A5.34) de ENiMo13-T, en virtud del cual se incluye PREMIARC™ DW-N709SP. Ahora se clasifica como ENiMo13T1-4 / 0-1 como se muestra en la Tabla 9. resultados de las pruebas recientes de soldadura por DW-N709SP y de comparar la eficiencia de DW-N709SP con la de un electrodo revestido se describen a continuación.
| FCAW | SMAW | GTAW | SAW | |
|---|---|---|---|---|
| Nombre del producto | DW-N709SP | NI-C705 | TG-S709S | PF-N4 (flux) / US-709S (wire) |
| Características | ・Tipo Hastelloy ・Gas Ar-CO2 para toda la soldadura posición y el gas CO2, para 1G, 1F y 2F soldadura |
Tipo Inconel | ・Hastelloy type ・Adecuado para soldadura TIG automática |
・Hastelloy type ・Adecuado para soldadura en posición 2G |
| Polaridad | DCEP | AC | DCEN | DCEP |
| Ni (%) | 62.5 | 63.4 | 70.4 | 64.0 |
| Cr (%) | 6.5 | 16.6 | 2.0 | 1.7 |
| Mo (%) | 17.6 | 5.3 | 19.0 | 17.2 |
| W (%) | 2.4 | 0.7 | 3.0 | 2.7 |
| Nb+Ta (%) | - | 1.1 | - | - |
| Fe (%) | 7.9 | 9.9 | 5.5 | 14.9 |
| 0.2%PS (MPa) | 447 | 430 | 460 | 410 |
| Ts (MPa) | 723 | 705 | 730 | 680 |
| El (%) | 51 | 41 | 47 | 43 |
| IV(J) at -196°C | 89 | 62 | 160 | 70 |
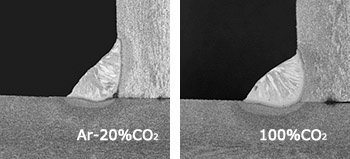
Figura 13: Comparación de la soldadura de filete horizontal por gas protector
Como se ve en la Figura 13, el gas de protección Ar-CO2 no proporciona la suficiente penetración en la esquina en la posición de filete horizontal (2F) de soldadura. Cuando se requiere una penetración total, se recomienda 100% gas de protección de CO2.
5-2. Soldadura de juntas de tope en una placa de 10 mm de espesor
| Product name | DW-N709SP | ||
|---|---|---|---|
| Gas de blindaje & tasa de flujo | 80%Ar-20%CO2 & 25l/min | ||
| Posición de soldadura | 3G hacia arriba | ||
| Temperatura de Interpase | 150°C max. | ||
| Polarity | DCEP | ||
| Parámetros de soldadura | Parte frontal | 1era capa | 140A-24V-17 cm/min |
| 2da capa | 160A-26V-16 cm/min | ||
| Parte de atrás | Capa final | 160A-26V-15 cm/min | |
Soldadura de juntas de tope en la posición 3G se llevó a cabo en una placa de 10 mm de espesor. Las condiciones de soldadura se muestran en la Tabla 10, la forma de la ranura y la macro estructura, en la Figura 14 y las propiedades de unión soldada, en la Tabla 11, respectivamente.
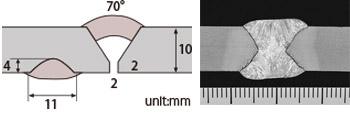
Figura 14: Configuración de Groove y macroestructura
| Propiedades | Mediciones |
|---|---|
| TS (MPa) | 759; 764 (Fractura en el metal de la base) *1 |
| Resilencia de la muesca (J) a -196°C | 62, 65, 60 (Avg. 62) *2 |
| Flexión longitudinal, 180° | Sin defecto |
| Nota: * 1: Debido a la restricción plástica, se incrementa la resistencia del metal de soldadura. * 2: El tamaño de la pieza es de 7,5 mm x 10 mm |
|
5-3. Comparación de la eficiencia de la soldadura SMAW y FCAW (DW-N709SP)
| DW-N709SP (1.2mmΦ) | SMAW (4mmΦ) | |
|---|---|---|
| Cantidad de producto (kg) | 125 | 200 |
| Tiempo de arco (hora) | 29.4 | 71.4 |
| Tasa de deposición (g/min) | 75 (at 200 A) | 34 (at 150 A) |
| Eficiencia de deposición (%) | 85 | 50 |
SMAW y DW-N709SP fueron comparados en términos de la cantidad de producto y el arco de tiempo que se necesita para obtener 100 kilogramos de metal de soldadura. La Tabla 12 muestra los resultados. DW-N709SP se encontró que era excelente en la velocidad de deposición, tiempo de arco, así como la eficiencia de deposición.
Notas de uso
Al usar aceros TMCP con 7% de Ni, los usuarios deben tomar las mismas precauciones como si se tratara de aceros con 9% de Ni, que se describieron en KWT14-2.
(1) Fácil magnetización
El magnetismo residual en aceros TMCP con 7% de Ni causará el apagado del arco magnético. Para la soldadura, es recomendable utilizar la polaridad de CA lo más posible para SMAW y SAW.
(2) Cráter de fisura
Se recomienda encarecidamente a los usuarios que pulvericen el cráter cada vez que se detiene el arco, para evitar fisuras en el cráter.
(3) Dilución
La dilución del metal de base en el metal de soldadura por el arco provoca cambios en la química del metal de soldadura, lo que resulta en la disminución de la resistencia a la tracción del metal de soldadura. Los usuarios deben asegurarse de que la resistencia a la tracción y el 0,2% de alargamiento cumplen los requisitos en el procedimiento de prueba de antemano.
Posdata
En este artículo se analiza la reciente oferta y demanda mundial de GNL, así como la aplicación de un aceros TMCP con 7% de Ni para usos criogénicos. Como una fuente limpia de energía, se espera que la demanda de gas natural debe aumentar aún más, lo que requiere el desarrollo de muchas nuevas tecnologías. Kobe Steel continuará cultivando nuevas tecnologías de soldadura, de acuerdo con las necesidades de nuestros usuarios.
Referencias
[1] - [4] JOGMEC (Japan Oil, Gas and Metals National Corporation), Tendencia de GNL, 2014
[5] Informes de ingeniería Kobe Steel, Vol. 64, No. 1 (2014)
[6] Sinopacific Marino & Engineering Co., Ltd.
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




