

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.16: Materiales consumibles para soldadura TIG para aceros de alta resistencia a la tracción de 490 MPa >
Técnica Destacada Vol.16
Materiales consumibles para soldadura TIG para aceros de alta resistencia a la tracción de 490 MPa

1. Prefacio
| Nombre del producto | AWS A5.18 | ASME F-No. | ASME A-No. |
|---|---|---|---|
| TG-S50 | ER70S-G | 6 | 1 |
| TG-S51T | ER70S-6 | 6 | 1 |
| NO65G | ER70S-2 | 6 | 1 |
| TG-S70S2* | ER70S-2 | 6 | 1 |
| TG-S70S3* | ER70S-3 | 6 | 1 |
| Nota: *= New Product | |||
Los aceros de alta resistencia a la tracción (HT) de 490 MPa son comunes en un amplio rango de campos industriales. Para eficiencia y facilidad de soldado, la soldadura por arco de gas metal (GMAW) o soldadura por arco con núcleo fundente (FCAW) es generalmente usado, pero para soldadura de pase de raíz (un lado) de juntas de tubería a tubería donde los ya mencionados métodos de alta deposición son problemáticos, la soldadura por arco de gas tungsteno (GTAW) es aplicada en la soldadura de toda posición. GTAW también es adecuada para la soldadura de tales miembros críticos como tuberías, bridas de plantas químicas porque hace rendir los metales de soldadura extremadamente bajos en oxígeno que ofrecen alta pureza, así como alta calidad.
| Clasificación | C | Si | Mn | P | S | Ni | Cr | Mo | V | Cu | Ti | Zr | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ER70S-2 | 0.07 | 0.40-0.70 | 0.90-1.40 | 0.025 | 0.035 | 0.15 | 0.15 | 0.15 | 0.03 | 0.50 | 0.05-0.15 | 0.02-0.12 | 0.05-0.15 |
| ER70S-3 | 0.06-0.15 | 0.45-0.75 | - | - | - | ||||||||
| ER70S-6 | 0.80-1.15 | 1.40-1.85 | - | - | - | ||||||||
| ER70S-G | (not specified) | ||||||||||||
| Nota: Valores individuales son máximos | |||||||||||||
| Clasificación | Tension test | Prueba de impacto | |||
|---|---|---|---|---|---|
| TS (MPa) | YS (MPa) | EI (%) | Temperatura de la prueba (°C) | Energía absorbida (J) | |
| ER70S-2 | 490min | 400min | 22min | -30 | 27min |
| ER70S-3 | -20 | ||||
| ER70S-6 | -30 | ||||
| ER70S-G | Según lo acordado entre el proveedor y el comprador |
||||
Kobe Steel manufactura barras TIG para aceros HT de 490 MPa (Ver Tabla 1). Las barras FAMILIARCTM TG-S70S2 y FAMILARCTM TG-S70S3 esta barras han sido recientemente desarrolladas para satisfacer la demanda del mercado. La tabla 2 enlista las composiciones químicas de las barras TIG (de relleno) y la Tabla 3 detalla las propiedades mecánicas del metal de soldadura de las especificaciones AWS A5.18. Este artículo discutirá las propiedades de las barras TIG en la Tabla 1 de Kobe Steel y sugerirá algunas recomendaciones para mejores resultados de soldadura con GTAW.
2. Propiedades de FAMILIARCTM TG-S50
TG-S50 está clasificado como ER70S-G en AWS A5.18. Es, sin embargo, un tipo de barra C-Si-Mn que exhibe excelentes propiedades de resistencia a la tracción e impacto para soldadura GTAW de aceros HT de 490 MPa. Eso proporciona superior usabilidad a través de la fluidez del metal fundido y humectación de superficie del cordón, y puede ser aplicada no solo a la soldadura de pase de raíz de juntas de tubería sino también a casi todas las juntas como posiciones de soldadura. Ha sido la barra GTAW de mayor reputación de Kobe Steel y ha sido adoptada en un amplio rango de aplicaciones.
El TG-S50 se adecúa bien al tratamiento de calor post soldado (PWHT), y como cuestión de hecho, ha sometido PHTW cuando se aplica a miembros estructurales de gran escala tales como reactores químicos. Sin embargo, los usuarios deberían notar que la condición PWHT recomendada es alrededor de 625°Cx5 horas (hr) porque el YS disminuye durante la PWHT.
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|---|
| 0.17 | 0.76 | 1.43 | 0.011 | 0.015 | 0.20 | 0.01 | 0.02 | <0.01 | <0.01 |
| Prueba de tracción a RT* | Energía absorbida (J) | ||||||
|---|---|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -40°C | -30°C | -20°C | 0°C | |
| As-welded | 485 | 586 | 36 | 163 168 142 |
192 198 198 |
216 238 218 |
244 256 230 |
| Nota: *RT = Temperatura ambiente | |||||||
La Tabla 4 muestra la composición química típica del metal de soldadura TG-S50; y la Tabla 5, las propiedades mecánicas típicas en condiciones de soldado como quedó y condiciones PWHT (625°C × 5hr).La Figura 1 muestra las propiedades de tensión en relación las temperaturas de las pruebas. El TS incrementa en un rango de temperatura de 200 – 350°C en condición de soldado como quedó; esto se conoce como el fenómeno de fragilidad azul.
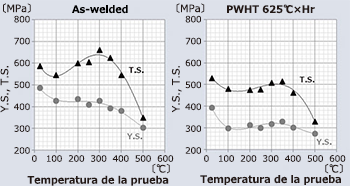
Figura 1: Propiedades de tracción del metal de soldadura

Figura 2: Apariencia de cordón trasero en posición 1G
La Figura 2 muestra apariencia de cordón trasera después de soldadura de pase de raíz en posición 1G por TG-S50 (2.4mm dia.). La configuración de ranura fue de solamente 60°V, con una brecha de raíz de 3.0-3.5mm. Las condiciones de soldadura fueron 110A-12V y sin blindaje trasero.
3. Propiedades de FAMILIARCTM TG-S51T
Como TG-S50, TG-S51T es un tipo de barra C-Si-Mn pero equivalente a AWS A5.18 ER70S-6. Con cantidades de contenido más altas de C, Si y Mn, rinde niveles de TS y YS mayores que el TG-S50; sin embargo, las propiedades de impacto del metal de soldadura TG-S51T son cercanamente las mismas que las del TG-S50.
Similar al TG-S50 en usabilidad, apariencia de cordón y facilidad de uso, TG-S51T también es usado en una amplio rango de aplicaciones.
Debido a que el metal de soldadura TG-S51T retiene suficientes propiedades de tracción de aceros HT de 490 MPa, incluso durante periodos más largos de PWHT, puede ser aplicado a juntas de miembros estructurales de gran escala que requieran recocido de alivio de tensiones.
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|---|
| 0.11 | 0.82 | 1.55 | 0.011 | 0.012 | 0.20 | 0.01 | 0.01 | <0.01 | <0.01 |
| PWHT | L.M.P.*1 (×103) | Prueba de tracción a RT | Energía absorbida (J) | ||
|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -30°C | ||
| As-welded | - | 523 | 621 | 35 | 168, 174, 160 |
| 625°C × 8hr | 18.77 | 422 | 562 | 37 | 194, 176, 176 |
| 625°C × 14hr | 18.99 | 414 | 550 | 37 | 188, 172, 191 |
| 625°C × 30hr | 19.29 | 396 | 535 | 37 | 160, 178, 172 |
| 625°C × 45hr | 19.44 | 382 | 524 | 38 | 184, 156, 158 |
| Nota: *1 L.M.P. = Larson-Miller Parameter | |||||
Las Tablas 6 y 7, y la Figura 3 muestra la composición química del metal de soldadura TG-S51T, las propiedades mecánicas típicas en condición de soldado como quedó y varias condiciones de PWHT y las propiedades de tracción en relación a los parámetros Larson-Miller, respectivamente.
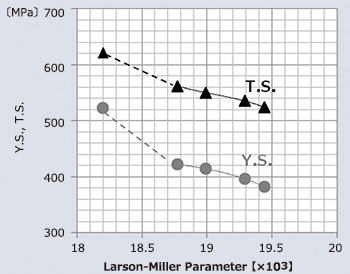
Figura 3: Propiedades de tracción del metal de soldadura

Figura 4: Apariencia de cordón trasero en posición 1G
La Figura 4 muestra apariencia de cordón trasera en la posición 1G. La configuración de ranura fue de solamente 60°V, con una brecha de raíz de 3.0-3.5mm. Las condiciones de soldadura fueron 110A-12V y sin blindaje trasero.
4. Propiedades de FAMILIARCTM No.65G
La barra TIG NO65G, equivalente al AWS A5.18 ER70S-2, tiene menor contenido de C, Si y Mn que TG-S50 o TG-S51T; en su lugar, Al, Ti y Zr son especialmente añadidos. Estos elementos ayudan a disminuir la cantidad de oxigeno en la piscina de fundido, permitiendo al NO65G proporcionar metal fundido de relativamente alta pureza. Por el otro lado, es un poco inferior al TG-S50 o TG-S51T en términos de fluidez del metal fundido, debido a que su tensión superficial incrementa mientras el contenido de oxígeno en el metal fundido se reduce.
Debido a que el Al, Ti o Zr son elementos con alta afinidad de oxígeno, la escoria puede ser generada en la superficie de cordón después que una parte del elemento se combina con oxígeno en el metal fundido durante el soldado. Los usuarios están por tanto aconsejados a tener cuidado con los defectos de soldadura, tales como pobre apariencia de cordón o inclusión de escoria, causada por la escoria en sí.
Cada elemento químico en la barra NO65G es estrictamente controlado para mantener un rango estrecho dentro de la especificación AWS A5.18 ER70S-2 y así pueda satisfacer los duros requerimientos fijados por clientes japoneses para propiedades mecánicas en proyectos estructurales críticos.
| C | Si | Mn | P | S | Cu | Al | Ti | Zr |
|---|---|---|---|---|---|---|---|---|
| 0.04 | 0.50 | 1.20 | 0.007 | 0.012 | 0.22 | 0.06 | 0.05 | 0.02 |
| Prueba de tracción a RT | Energía absorbida (J) | |||||
|---|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -40°C | -30°C | -20°C | |
| As-welded | 584 | 635 | 29 | Av 165 | Av 200 | Av 215 |
| 625°C × 8hr | 545 | 615 | 30 | Av 138 | Av 160 | Av 175 |
Las Tablas 8 y 9, y la Figura 5 muestran la composición química típica del metal de soldadura NO65G, las propiedades mecánicas típicas en condición de soldado como quedó y condiciones de PWHT (625 °C×8 hr) y las energías absorbidas en relación a las temperaturas de prueba, respectivamente.
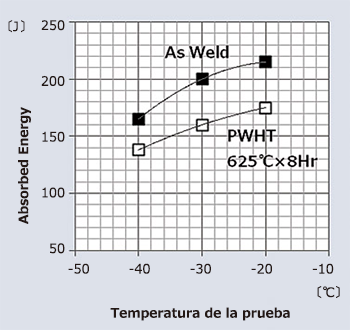
Figura 5: Propiedades de impacto del metal de soldadura
Las Figuras 6 y 7 muestran apariencia de cordón por el lado frontal después de las pasadas raíz y segunda y apariencia de cordón trasera después soldadura de pase de raíz en las posiciones 1G y 3G (ascendente) por NO65G (2.4mm dia.), respectivamente. Las Figuras 8 y 9 exhiben macro-estructuras de soldadura de pase de raíz y segunda pasada en las posiciones 1G y 3G (ascendente), respectivamente. La configuración de ranura fue de solamente 60°V, con una brecha de raíz de 3.0-3.5mm. Las condiciones de soldadura fueron de 110A-12V para la pasada de raíz sin blindaje trasero y de 160A-13V para la soldadura de segunda pasada, respectivamente.
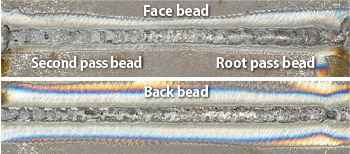
Figura 6: Aspecto de las líneas de soldadura en posición 1G
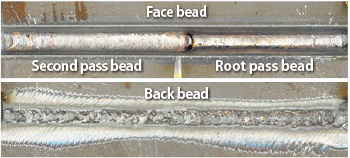
Figura 7:Aspecto de las líneas de soldadura
en posición 3G (ascendente)
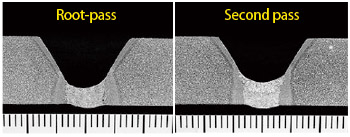
Figura 8: Macroestructura en posición 1G
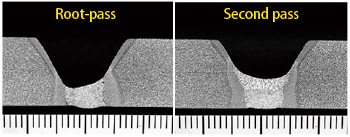
Figura 9: Macroestructura en posición 3G (ascendente)
5. Propiedades de FAMILIARCTM TG-S70S2
Como NO65G, TG-S70S2 está diseñado para cumplir las especificaciones AWS A5.18 ER70S-2 a pesar de que tiene algunas diferencias clave. TG-S70S2 está dirigido a un conjunto de estructuras comparativamente más versátil que corresponden a los requerimientos de AWS A5.18 ER70S-2, y sus composiciones químicas son más amplias que las de NO65G dentro de las especificaciones ER70S-2.
Al, Ti y Zr, incrementaron la generación de escoria y pueden presentarse propiedades de impacto ligeramente inferiores en comparación con NO65G, en el cual estos elementos son más estrechamente controlados. Cantidades más altas de Al, Ti y Zr causan que las propiedades de impacto comiencen a fluctuar.
| C | Si | Mn | P | S | Cu | Al | Ti | Zr |
|---|---|---|---|---|---|---|---|---|
| 0.05 | 0.42 | 1.05 | 0.010 | 0.009 | 0.11 | 0.09 | 0.06 | 0.04 |
| Prueba de tracción a RT | Energía absorbida (J) | |||||
|---|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -40°C | -30°C | -20°C | |
| As-welded | 563 | 622 | 28 | Av 125 | Av 205 | Av 247 |
| 625°C × 8hr | 526 | 604 | 30 | Av 107 | Av 156 | Av 180 |
Las Tablas 10 y 11, y la Figura 10 muestran la composición química típica del metal de soldadura TG-S70S2, las propiedades mecánicas típicas en condición de soldado en sí y condiciones de PWHT (625 °C×8 hr) y las energías absorbidas en relación a las temperaturas probadas, respectivamente.
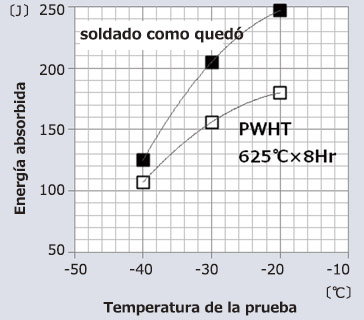
Figura 10: Propiedades de impacto del metal de soldadura
La Figura 11 muestra apariencia de cordón trasero en posiciones 1G y 3G (ascendente) por TG-S70S2 (2.4mm dia.)
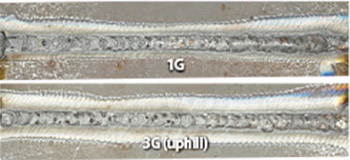
Figura 11: Apariencias de cordón trasero del metal
de soldadura en posición 1G y 3G (ascendente)
6. Propiedades de FAMILIARCTM TG-S70S3
TG-S70S3 es un tipo de barra C-Si-Mn, como TG-S50 o TG-S51T, pero está diseñado para satisfacer las especificaciones AWS A5.18 ER70S-3 . Es, sin embargo, diseñado para contener bajas cantidades de C-Si-Mn que el TG-S50, resultando en las propiedades de tracción bajas del metal de soldadura. Por lo tanto, PWHT no es recomendada, excepto para la condición de soldado en sí.
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|---|
| 0.10 | 0.53 | 1.11 | 0.010 | 0.015 | 0.13 | 0.01 | 0.02 | <0.01 | <0.01 |
| Prueba de tracción a RT | Energía absorbida (J) | |||||
|---|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -40°C | -20°C | 0°C | |
| As-welded | 460 | 553 | 36 | 200 170 190 |
240 240 245 |
255 260 286 |
Las Tablas 12 y 13 muestra la composición química y propiedades mecánicas típicas del acero de soldadura TG-S70S3 en la condición ya soldada respectivamente.
7. Comparación de las propiedades de tracción
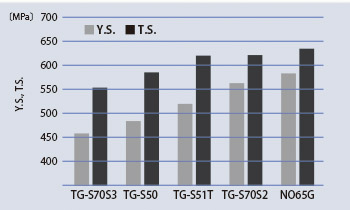
Figura 12: Comparación de las propiedades de tracción
La Figura 12 compara las propiedades de tracción de metales de soldadura por 5 barras TIG que satisfacen las especificaciones AWS A5.18.
Se puede observar que la barra con la resistencia a la tracción y límite elástico más alto es NO65G, mientras que estas propiedades son las más bajas en TG-S70S3. Estas barras son secuenciadas en términos de propiedades de tracción como sigue:
NO65G>TG-S70S2>TG-S51T>TG-S50>TG-S70S3
8. Recomendaciones para mejores resultados de soldadura en GTAW
Una ventaja de utilizar el proceso de soldadura TIG para aceros HT de 190 MPa es la capacidad de obtener metal de soldadura con alta pureza debido al bajo contenido de oxígeno en el metal de soldadura cuando se utiliza gas protector de Argón 100% puro. Por otro lado, la dureza puede incrementar en zonas de soldado en sí y en las zonas no recalentadas, como la soldadura de último pase en capa múltiple o la soldadura de corte de una sola pasada.
Cuando el metal de soldadura de último pase de una junta de tubería con dureza incrementada es expuesta, por ejemplo, a un ambiente lleno de hidrosulfuro (H2S), el hidrógeno, al tener un radio atómico pequeño, se difunde en el metal de soldadura y puede aumentar el riesgo de grietas retardadas.
Cuando la soldadura TIG se aplica a estructuras que estarán expuestas a una atmósfera que contenga H2S, se recomiendan las siguientes sugerencias para evitar la dureza incrementada y prevenir el agrietamiento retardado:
(1)Prevenir el exceso de endurecimiento mediante el mantenimiento de una velocidad de enfriamiento baja del metal de soldadura mientras se aplica alta entrada de calor.
(2)Prevenir el exceso de endurecimiento mediante el mantenimiento de una velocidad de enfriamiento baja del metal de soldadura mientras se aplica alta temperatura de interface o precalentamiento.
(3)Proporciona un metal de soldadura con recalentamiento por PWHT. (Este proceso no deberá ser utilizado en miembros estructurales que deban ser dejados en una condición de soldado como quedó.)
(4)También es efectivo aplicar FAMILIARCTM TG-S35.
| AWS A5.18 | ASME F-No. | ASME A-No. | JIS Z3316 |
|---|---|---|---|
| - | 6 | 1 | W35A0U 10 |
TG-S35 está diseñado para ser utilizado para aceros suaves con TS bajo y limitado solo a soldadura de último pase. No está clasificado en AWS A5.18 pero sí en el Estándar Industrial Japonés (JIS) Z3316 W35A0U 10 (Tabla 14)
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | V | |
|---|---|---|---|---|---|---|---|---|---|---|
| TG-S35 | 0.01 | 0.02 | 0.44 | 0.012 | 0.008 | 0.17 | 0.01 | 0.01 | <0.01 | <0.01 |
| JIS Z3316 W35A0U 10 |
0.02 max |
0.20 max |
0.70 max |
0.025 max |
0.025 max |
0.50 max |
0.15 max |
0.15 max |
0.10 max |
0.05 max |
La composición química típica del metal de soldadura TG-S35 y la especificación JIS de la composición química de la barra se muestran en la Tabla 15
| Prueba de tracción a RT | Energía absorbida (J) | |||||
|---|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -30°C | -20°C | 0°C | |
| TG-S35 | 335 | 405 | 37 | 36 46 32 |
154 132 136 |
212 226 228 |
| JIS Z3316 W35A0U 10 |
250 min | 350-450 | 22 min | 0°C | ||
| 47J min | ||||||
Las propiedades mecánicas típicas del metal de soldadura TG-S35 y especificación JIS de propiedades mecánicas, ambas en condición de soldado como quedó se muestran en la Tabla 16.
Para referencia, el resultado de la prueba de dureza del metal de soldadura TG-S35 en comparación con el metal de soldadura TG-S50 se muestra en la Figura 13. La dureza se midió como se muestra en el dibujo de abajo.
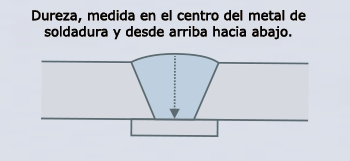
Dureza, medida en el centro del metal de
soldadura y desde arriba hacia abajo.
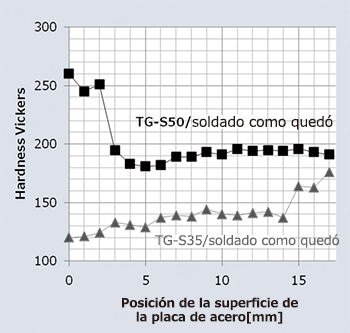
Figura 13: Comparación de dureza entre los metales
de soldadura TG-S35 y TG-S50

PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




