

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.17: TRUSTARC™ CM-95B91 (E9015-B91) y TRUSTARC™ CM-96B91 (E9016-B91) aplicado a ASTM T91/P91 aceros resistentes al calor para generación de energía térmica con combustible fósil. >
Técnica Destacada Vol.17
Vol.17: TRUSTARC™ CM-95B91 (E9015-B91) y TRUSTARC™ CM-96B91 (E9016-B91) aplicado a ASTM T91/P91 aceros resistentes al calor para generación de energía térmica con combustible fósil.

1. Prefacio
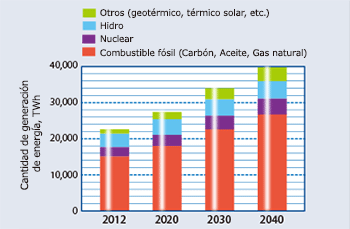
Nota: TWh=Terawatt hora
Figura 1: Pronóstico de las fuentes mundiales
de generación de energía eléctrica(1)
Hoy, 60% de la energía eléctrica mundial es generada a partir de combustibles fósiles tales como el carbón, petróleo, y gas natural como se muestra en la Figura 1, y se prevé que se mantendrá la proporción similar incluso después del 2020.
Debido a que la generación de energía térmica a partir de combustibles fósiles plantea cuestiones tales como la conservación de los recursos y la reducción de costos, así como las emisiones de dióxido de carbono (CO2), la mejora de la eficiencia de la generación de energía ha sido durante mucho tiempo un tema de intensa investigación. Actualmente, la eficiencia se gana al forzar el vapor a alta temperatura en turbinas de generación de energía a alta presión, que, naturalmente, significa que los materiales de acero se utilizan en condiciones de vapor duras.Un tipo de acero diseñado para soportar tales condiciones severas es el acero ferrítico de alto Cr, resistente al calor que contiene de 9 a 12% de Cr.
Debido a que su coeficiente de dilatación térmico, es menor al del acero resistente al calor austenítico, el acero ferrítico de alto Cr resistente al calor; es más útil en la generación de energía térmica, la cual requiere repetidos arranques y paradas en respuesta a la demanda de la energía eléctrica.El típico acero ferrítico de alto Cr resistente al calor, es el acero ASTM T91 y P91 (acero 9Cr-1Mo modificado, de aquí en adelante llamado T91/P91), el cual se ha aplicado en un gran número de calderas de energía térmica
Kobe Steel, ha desarrollado y comercializado consumibles de soldadura para el acero T91 / P91 tales como la serie 9Cb, que ha sido aplicado en centrales térmicas en Japón durante décadas; y la serie B9, que coincide con las especificaciones AWS. En esta edición, discutimos algunas tendencias recientes en los estándares internacionales; así como los electrodos de arco cubierto: TRUSTARC&trade CM-95B91 y TRUSTARC&trade CM-96B91, los cuales recientemente se han desarrollado para satisfacer las especificaciones AWS A5.5: 2014 para el aceroT91 / P91.
[Denominación comercial se omite luego.]
2. Tendencias recientes en estándares internacionales
| Año | Contenido de Mn+Ni (masa %) | Límite superior de temperatura PWHT para producción (°C) | Referencia (Año de revisión) | |
|---|---|---|---|---|
| Condición recomendada | Condición obligatoria | |||
| 2008 y antes | No regulado | 760 | Metal base Ac1: cerca de 800 | Tabla 132 P-No. 5B Grupo No. 1→ Grupo No. 2 (2007) |
| 2009-2013 | Metal de relleno: desconocido | 775 | Metal base Ac1 : cerca de 800 | Tabla 132 P-No. 15E Grupo No. 1 (2009) |
| 1.0 ≤ Filler metal < 1.50 | 790 | |||
| Filler metal < 1.0 | 800 | |||
| 2014 y después | Filler metal < 1.2 | 775 | Metal base Ac1: cerca de 800 y Filler metal A1 o Ac1*2 | Tabla 132 P-No. 15E Groupo No. 1 (2014) |
| < 1.0*1 | - | 125.1.3 (2014) Para la reparación de piezas fundidas. | ||
| Nota: *1 B9: SMAW, SAW, GTAW y FCAW *2 A1 o Ac1 en metales de relleno es determinado ya sea por análisis y cálculo o por medición real. |
||||
| Año | Límite superior del contenido de Mn+Ni en metal depositado*1 (mass %) | Límite superior de temperatura de PWHT en prueba de clasificación(°C) | Referencia (Año de revisión)*2 |
|---|---|---|---|
| 2004 y antes | No regulado*3 | 759 (SMAW)o 760 | B9: SMAW, GMAW, GTAW (1996), SAW (1997) |
| 2005-2010 | 1.5 o 1.50 | 775 | B9: GMAW, GTAW (2005), SMAW (2006), SAW (2007), FCAW (2010) |
| 2011 and after | 1.40 | 775 | B9 borrado→B91 recientemente establecido B91: SAW (2011), FCAW (2012), SMAW (2014)*4 |
| Nota: *1 Química de alambre o varilla de corte en caso de GMAW y GTAW *2 Norma AWS No.: SMAW: A5.5; SAW* A5.23; GMAW & GTAW: A5.28; FCAW: A5.36. *3 La suma de ambos límites superiores especificados de Mn y Ni es 2.25. *4 Revisión de GMAW y GTAW está bajo discusión a partir de 2015 |
|||
| Año | Límite superior de contenido de Mn+Ni(masa %) | Límite superior de la temperatura de PWHT para producción (°C) | Referencia |
|---|---|---|---|
| 2012 | 1.0*1 | - | Código de Caso 2192-8 B9 Para la reparación de productos de fundición |
| 2013 | 1.2*2 | - | Sector I, PW-5.4, B9 Para los miembros resistentes a alta presión |
| Nota: *1 SMAW, SAW, GTAW y FCAW *2 SMAW, SAW, GTAW, FCAW y GMAW |
|||
| Año | Límite superior del contenido de Mn+Ni (mass %) | Límite superior de temperatura PWHT para producción (°C) | Referência |
|---|---|---|---|
| 2011 | 1.00 (FCAW: 1.50) | 770 | Reporte No. 1023199 SMAW, SAW, FCAW, GMAW/GTAW |
| 2014 | -*1 | - | Reporte No. 3002003472 Propuesta de optimización de composición química para el acero P91 |
| - | -*2 | Reporte No. 3002004370 Propuesta de asesoramiento de fabricación para el acero P91 | |
| 2015 | 1.00*4 (FCAW: 1.50*4) | 770*4 | Reporte No. Desconocido*3SMAW, SAW, FCAW, GMAW/GTAW |
| Nota: *1La suma de ambos límites superiores especificados de Mn y Ni es 0.70. *2 Límite superior de la temperatura de revenido es 770°C. *3 Revisión de Reporte No. 1023199 (2011) está bajo discusión. *4 Cifras estimadas debido a * 3, citado informe en discusión. |
|||
Los estándares internacionales, relacionados con consumibles de soldadura para aceros T91 / P91 han cambiado significativamente en los últimos diez años. Los principales cambios se refieren a los requisitos de contenido de Mn + Ni y las temperaturas del tratamiento térmico, después de soldadura (PWHT) que están estrechamente relacionados con el contenido de Mn + Ni. Las Tablas 1 y 3 muestran cómo las normas han sido modificadas por la Sociedad Americana de Ingenieros Mecánicos (ASME, el estándar de fabricación), mientras que la Tabla 2 muestra los estándares AWS ( estándar de consumible de soldadura) y la Tabla 4, las del Instituto de Investigación de Energía Eléctrica (EPRI, organización de la industria).
Para las juntas soldadas de acero T91/P91, el PWHT es indispensable con el fin de reducir esfuerzo residual.Sin embargo, la resistencia a la rotura por fluencia y/o resilencia de aquellos metales de soldadura pueden volverse inestables si la temperatura PWHT excede su temperatura de transformación Ac1 (Ac1), porque la micro estructura de la martensita fresca* puede empezar a formarse.
*La martensita fresca se puede formar a través de una transformación martensítica, que ocurre durante una fase austenítica a alta temperatura; cuando la temperatura cae debido a que la temperatura PWHT supera Ac1. " La martensita fresca muestra la mismas características de alta resistencia / baja tenacidad como la martensita, ya que no se ha templado por PWHT.
Por las razones discutidas anteriormente, los límites superiores en ① el contenido Mn+Ni y ② la temperatura PWHT han sido continuamente revisados en todos los estándares. Lo que todos ellos tienen en común es prevenir la formación de martensita fresca.
Las últimas versiones de estándares internacionales típicos se especifican a continuación:
・ASME (B31.1: 2014) ① 1.2 %; ② A1 o Ac1
・AWS (A5.5: 2014) ① 1.40 %; ② 775 °C
・Reporte EPRI (No. 2023199: 2011) ① 1.00 %; ② 770°C
Uno puede preguntarse cómo Ac1 es medido internacionalmente. ASTM A1033-04 especifica un método para medir el punto de transformación del acero de carbono y acero de baja aleación. Sin embargo, ninguna norma internacional especifica las condiciones de prueba como el método de medición o las tasas de aumento o disminución de las temperaturas con el fin de medir Ac1 para aceros ferriticos de Cr alto resistentes al calor.
Kobe Steel ha discutido frecuentemente aquellas condiciones, y la prueba de round robin para aceros T91 / P91, finalmente se ha adoptado en el Instituto Internacional de la Soldadura (IIW) en 2013.Nosotros fuimos, el único fabricante de consumibles de soldadura en el mundo en participar en eso.
3. CM-95B91 (AWS A5.5 E9015-B91) y CM-96B91 (AWS A5.5 E9016-B91)
Las leyes y regulaciones Japonesas especifican una máxima temperatura de PWHT de 760°C para aceros T91/P91. Porque las series 9Cb de Kobe Steel, tales como CM-9Cb (AWS A5.5 E9016-G), TG-S9Cb (AWS A5.28 ER90S-G), han sido probadas y confirmadas como aceptables para la temperatura PWHT sobre A1 y hasta 780°C (2), ellos siguen siendo recomendados para proyectos similares en Japón.
Kobe Steel ha propuesto al comité de AWS A5 especificaciones modificadas a las series 9Cb, tales como un límite superior de 760°C como la temperatura de PWHT en la prueba de clasificación.
Por otra parte, como se discutió anteriormente, una temperatura PWHT de 760°C o mayor está ahora especificada en los estándares internacionales recientes y han sido requeridos por muchos fabricantes para proyectos en el extranjero recientes que tienen el propósito de cumplir estándares internacionales como AWS, ASME, EPRI. En respuesta, Kobe Steel ha desarrollado recientemente CM-95B91 (E9015-B91) y CM-96B91 (E9016-B91). CM-95B91 es para uso de corriente continua (DC) mientras CMD- 96B91 se recomienda para corriente alterna (AC).
3.1 Características de CM-95B91 y CM-96B92
Los electrodos cubiertos fueron diseñados para cumplir con los siguientes tres requerimientos:
(1)Ninguna aparición de la micro estructura de la martensita fresca, incluso a 760°C o superior temperatura PWHT.
(2)Prevención de la ferrita δ residual (la cual degrada la resistencia a la rotura de fluencia a largo plazo) que queda en el metal depositado.
(3) Resistencia a la rotura de fluencia a largo plazo del metal depositado que es igual o mejor al acero T91/P91.
CM-95B91 y CM-96B91 son diseñados para mantener el límite mínimo de temperatura PWHT como se especifica en AWS, eso es, 745 °C (=760-15). La Tabla 5 muestra las típicas composiciones químicas de sus metales depositados, así también como las últimas especificaciones AWS A5.5: 2014.
| C | Si | Mn | P | S | Cu | Ni | Co | Cr | Mo | V | Nb | Al | N | Mn+Ni | N/Al | X bar*3, ppm | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CM-95B91 | 0.10 | 0.20 | 0.64 | 0.008 | 0.004 | 0.02 | 0.10 | 0.40 | 8.20 | 0.90 | 0.20 | 0.05 | <0.01 | 0.03 | 0.74 | 14 | 7 |
| CM-96B91 | 0.10 | 0.21 | 0.63 | 0.008 | 0.004 | 0.03 | 0.10 | 0.40 | 8.45 | 0.98 | 0.19 | 0.05 | <0.01 | 0.03 | 0.73 | 15 | 7 |
| AWS A5.5:2014 E901X-B91*1 | 0.08 - 0.13 | 0.30 max. | 1.20 max. | 0.01 max. | 0.01 max. | 0.25 max. | 0.80 max. | *2 | 8.0 - 10.5 | 0.85 - 1.20 | 0.15 - 0.30 | 0.02 - 0.10 | 0.04 max. | 0.02 - 0.07 | 1.40 max. | (4 min.) | (15 max.) |
| Nota: *1 X en E901X será, o bien 5 (por DC solo) o 6 (DC o AC). *2 Si se adiciona internacionalmente, debe ser reportado. *3 X bar = (10P + 5Sb + 4Sn + As)/100 (ppm) |
|||||||||||||||||
3.1.1 Adición óptima de Mn y Ni
Debido a la gran cantidad de Cr (un elemento de formación de ferrita) está contenido en consumibles de soldadura para acero T91/P91, ferrita δ, la cual reduce la resistecia a la rotura de fluencia a largo plazo, tiende a permanecer en el metal soldado.Por lo tanto, al añadir Mn+Ni, se crea una efectiva composición química, la cual previene a la ferrita δ de permanecer en el metal soldado (3).Por otra parte, como se muestra en la Figura 2, la adición de contenido Mn+Ni disminuye la A1, llevando a un mayor riesgo de formación de martensita fresca.
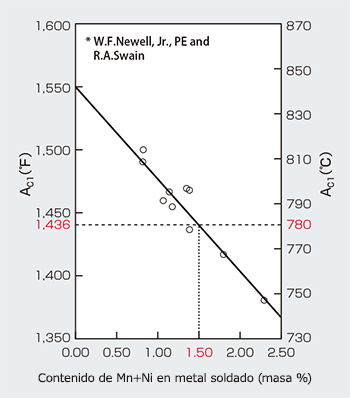
Figura 2: Relación entre Mn+Ni y A1
del metal soldado para acero ferrítico de alto Cr
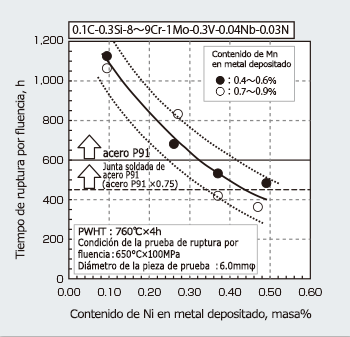
Figura 3: relación entre Mn , Ni y el tiempo de ruptura
por fluencia de metales depositados para acero T91/P91.
La Figura 3, indica la relación entre Mn y Ni y el tiempo de ruptura por fluencia de metales depositados para acero T91/P91.Se puede ver que el Mn es menos influyente que él Ni, en el tiempo de ruptura por fluencia, el cual se hace más largo mientras el contenido de Ni es reducido.Se cree que una mayor vida a la rotura por fluencia está relacionada con el retraso de la recuperación de la micro estructura de listón.
Por esas razones, CM-95B91 y CM-96B91 son diseñados para contener la mínima cantidad de Ni necesario para reducir la ferrita δ residual, y suficiente Mn tal que el total de contenido de Mn+Ni ascienda a 1.0 %.
3.1.2 CNB (balance Cr equivalente ‒ Ni equivalente)
El reponte de EPRI No. 1023199 establece que los productos de acero T91/P91 tendrá una estructura de martensita de fase única sin ferrita δ con el fin de asegurar el esfuerzo de ruptura por fluencia y propone un índice por la siguiente ecuación(4):
CNB = (Cr equivalente) – (Ni equivalente)
= (Cr+6Si+4Mo+1.5W+11V+5Nb+9Ti+12Al)
< 10 % (% de masa)
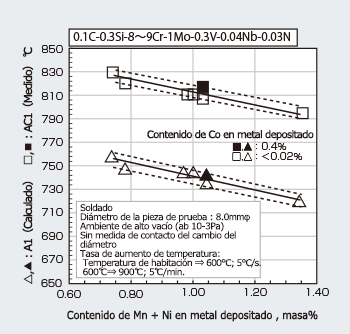
Figura 4: Relación entre Mn+Ni y Ac1 y
A1 de metales depositados para acero P91.
CM-95B91 y CM-96B91 también son diseñados para cumplir con el índice CNB anterior, por lo que la fuerza de rotura por fluencia a largo plazo se puede mantener mediante la reducción de ferrita δ residual en el metal depositado. Asimismo, además de Mn y Ni, también se añade Co, el cual también reduce ferrita δ residual en el metal depositado. La figura 4 muestra la relación entre el contenido de Mn+Ni, de Co, el Ac1 (valor medido) y el A1 (calculado por Thermo-calc.) en un metal depositado de acero T91/P91.Se puede ver que el Co no reduce el Ac1 y
A1 incluso si se añade con el Mn y Ni.
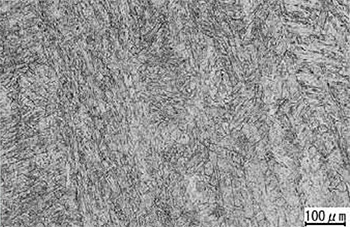
Foto 1: Micro estructura de metal depositado de pase final
(PWHT: 779°C × 8.0 hora)
La microestructura del metal depositado CM-95B91 se muestra en la Foto 1. Una microestructura de fase única de martensíta uniforme se puede ver sin ferrita δ o martensita fresca.
El método de medición del Ac1 discutido en este artículo involucra aumentar la temperatura de una pieza de prueba cilíndrica y usar un dispositivo emisor de luz LED de alta precisión para detectar cambios en el diámetro (elongación y contracción) de acuerdo al aumento de temperatura. La precisión de este método ha sido verificada por un estudio preliminar avanzado (5).
3.2 Propiedades Mecánicas
La relación entre las propiedades de tracción y el parámetro de tratamiento de calor, comúnmente conocido como el Parámetro Larson-Miller (LMP), en el metal depositado CM-95B91 se muestra en la Figura 5 y la relación entre las propiedades de impacto y LMP, en la Figura 6, respectivamente.
Se entiende que la resistencia a la tracción del metal depositado CM-95B91 es igual o mayor que la del acero T91 / P91 cuando el PWHT oscila entre LMP (× 10-3): 20,6 (743 °C x 2,1 hr) a LMP (× 10-3): 22,0 (779 °C × 8,0 h).
A pesar de que no hay requerimiento formal para las propiedades de impacto, nosotros hemos usadoVE20°C ≥38J promedio como un ejemplo para comparación.Si el PWHT es igual o mayor a 760°C × 2.7 hr (LMP ×10 -3 = 21.1), se considera que el metal depositado CM-95B91 puede asegurar el nivel práctico de propiedades de impacto.
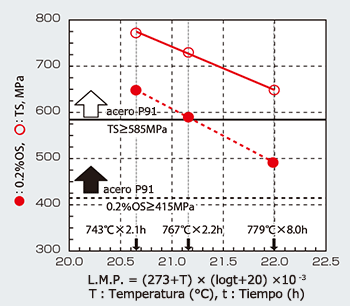
Figura 5: Relación entre propiedades de tracción y LMP
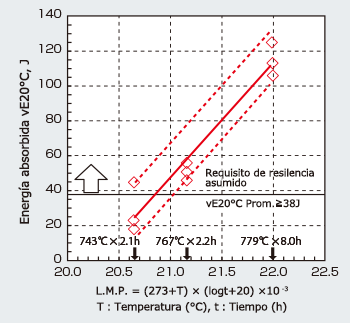
Figura 6: Relación entre propiedades de impacto y LMP
3.3 Propiedad de ruptura por fluencia
Las Figuras 7 y 8 muestran las propiedades de ruptura por fluencia del metal depositado CM-95B91 a las temperaturas prueba de 650 °C y 600 °C, respectivamente.
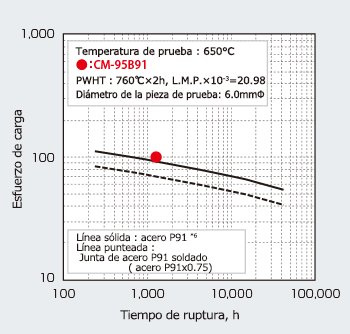
Figura 7: Propiedad de ruptura por fluencia a 650°C
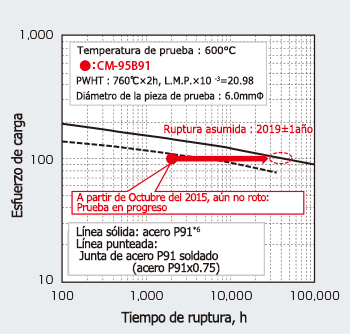
Figura 8: Propiedad de ruptura por fluencia a 600°C
El resultado de la prueba del metal depositado CM-95B91 a 650°C, indica que su resistencia a la ruptura por fluencia es mayor que la del acero T91/P91. La prueba de ruptura por fluencia a largo plazo a 600°C, basada en una suposición de tiempo de ruptura de alrededor de 40,000 horas (aproximadamente 4.5 años) como se muestra en la Figura 8 es en progreso.
4. Notas sobre el uso
Un metal de soldadura de acero ferrítico de alto Cr resistente al calor es más susceptible a agrietamiento retrasado debido a sus propiedades de auto-endurecimiento que el metal de soldadura de acero resistente al calor 1.25Cr-0.5Mo o 2.25Cr-1Mo Por lo tanto, las siguientes notas en el uso son importantes:
(1) Es necesario mantener temperaturas de precalentamiento e interface entre 250 y 350°C para la prevención de grietas retardadas.
(2) También es esencial re-secar electrodos antes de usar por una hora a 350-400°C para satisfacer el requerimiento H4 (AWS nivel de hidrógeno difusible).
(3) Las corrientes y velocidades excesivamente altas de soldadura tienen que evitarse para prevenir las grietas calientes también. Los consumibles de soldadura Kobe Steel para aceros ferríticos de alto Cr resistente al calor están diseñados para contener pequeñas cantidades de P y S para prevenir grietas calientes. Sin embargo, el metal depositado de acero T91/P91 tiene un rango de temperatura de coexistencia solida-líquida más amplio que el del acero resistente al calor 1.25Cr-0.5Mo o 2.25Cr-1, resultando en mayor susceptibilidad para grietas calientes.
5. Posdata
Este artículo, ha discutido algunas de las recientes tendencias en estándares internacionales relacionadas a los aceros resistentes al calor T91/P91 para la generación de energía térmica de combustible fósil, así también como las características del CM-95B91 y CM-96B91, electrodos de arco cubiertos que han sido desarrollados recientemente para cumplir con estas normas. Estos electrodos muestran cualidades superiores relacionadas a N/AI, X bar (ver Tabla 5), H4, así como la resistencia a la quema del electrodo, y ellos ofrecen trabajabilidad de soldadura excelente para aceros resistentes al calor T91/P91 para la generación de energía térmica de combustible fósil. Dadas sus excelentes cualidades para estas aplicaciones, su uso debe ser más difundido, dando lugar a mayores reducciones en el control de las emisiones de CO2 a través de una mayor eficiencia de generación de energía.
Referencias
(1) El Instituto de Economía Energética, Japón - Asia / World Energy Outlook 2014
(2) Efectos de la temperatura de PWHT en Propiedades Mecánicas de metales de soldadura de acero ferrítico de alto Cr resistente al calor ‒ Reporte de Ingeniería Kobe Steel R & D, Vol. 63, No. 1 (2013)
(3) Adquisición de Consumibles P91, Conferencia EPRI en la fabricación de Materiales 9Cr y Tecnologías de Unión, Sesión 2, 5-1 (2001)
(4) EPRI 1023199: Directrices y especificaciones para plantas de energía fósiles de alta fiabilidad (2011)
(5) Efecto de la temperatura de PWHT y propiedades mecánicas de metal de soldadura de acero ferrítico de alto Cr resistente al calor, Soldadura en el Mundo, Vol. 56, Enero-Febrero (2012)
(6) Instituto Nacional de Ciencia de Materiales (NIMS) Ficha de datos de fluencia, No.43A
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




