

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.18: Soldadura de acero inoxidable dúplex >
Técnica Destacada Vol.18
Vol.18: Soldadura de acero inoxidable dúplex

1. Prefacio
El acero inoxidable dúplex, el cual tiene una microestructura de fase dual que consiste de granos ferríticos y austeníticos, como se muestra en la Foto 1, sobrepasa las debilidades asociadas con dos tipos de acero ofreciendo una resistencia mayor al agrietamiento por corrosión bajo tensión que el acero inoxidable austenítico y mejor resiliencia que el acero inoxidable ferrítico. El acero inoxidable dúplex juega un rol importante en tales diversas aplicaciones como plantas petro-químicas, transportistas de químicos, estructuras y puentes, estructuras en alta mar , como se muestra en las Fotos 2 y 3.
Este artículo discutirá las características de aceros inoxidables dúplex, así como sus consumibles de soldadura más adecuados.
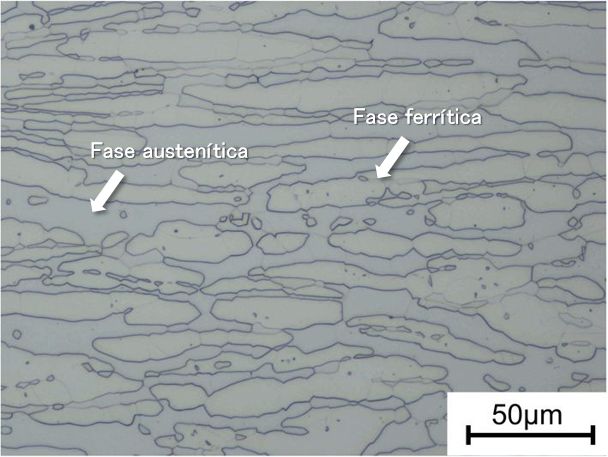
Foto 1: Microestructura del acero inoxidable dúplex

Foto 2:Mamparo de cisterna para productos químicos

Foto 3: Torre principal del puente Stonecutters, elevándose a
175 m sobre el nivel del mar (Hong Kong)
2. Características de aceros inoxidables dúplex
La microestructura del acero inoxidable dúplex muestra que los granos austeníticos han precipitado en una fase completamente ferrítica con un balance de fase de aproximadamente 50% de ferrito y 50% de austenita. Como esta condición es la más estable de las microestructuras, las características del acero inoxidable dúplex pueden ser resaltadas.
En comparación con el acero inoxidable austenítico, el acero inoxidable dúplex ofrece las siguientes ventajas:
- Menor coeficiente de expansión térmica y mayor conductividad térmica,
- Mayor resistencia a la temperatura ambiente,
- Excelente resistencia contra el agrietamiento de corrosión por picadura y tensión;
pero también algunas desventajas:
- Mayor contenido de nitrógeno (N)
- Mayor transformación de microestructura causada por tratamiento de calor y propiedad de deterioro más fácil incluyendo la resistencia a la corrosión
Los efectos de la transformación de microestructura son particularmente notables en la zona afectada por el calor (HAZ) y se discutirá luego.
El acero inoxidable dúplex es producido principalmente en tres grados en relación a composiciones químicas: estándar, súper y esbelto.
- Acero inoxidable dúplex estándar: Compuesto por 22%Cr - 5%Ni - 3%Mo - 0.15%Ni, es literalmente el estándar.
- Acero inoxidable dúplex súper: Cantidades de Mo y N son añadidas al estándar con la finalidad de incrementar la resistencia a la temperatura ambiente y la resistencia a la corrosión por picadura.
- Acero inoxidable dúplex esbelto: Cantidades de Ni y Mo son reducidas del estándar con la finalidad de reducir el costos.
La Tabla 1 muestra las típicas composiciones químicas de los tres grados de aceros inoxidables dúplex. La Figura 1 Comparación relativa entre resistencia a la tracción y el índice de resistencia a la corrosión por picadura [PREW=Cr+3.3 (Mo+0.5W)+16N] de varios aceros inoxidables. Un mayor PREW significa mejor resistencia a la corrosión por picadura.
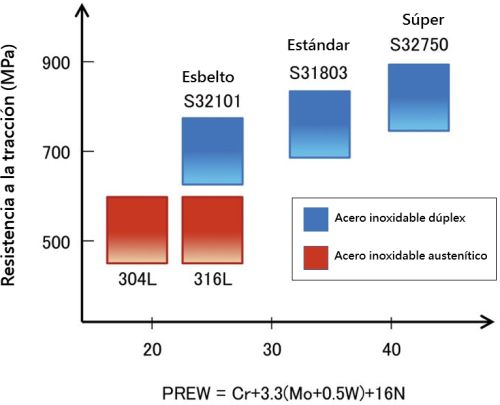
Figura 1: Comparación relativa entre resistencia a la tracción y el índice de resistencia a la corrosión por picadura (PREW) de varios aceros inoxidables
| Grado | UNS No. | C | Si | Mn | P | S | Cu | Cr | Ni | Mo | W | N | PREW* |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Standard | S31803 | 0.02 | 0.5 | 1.5 | 0.02 | 0.001 | 0.4 | 22.1 | 6.0 | 3.0 | - | 0.12 | 33.9 |
| S32205 | 0.02 | 0.4 | 1.4 | 0.03 | 0.001 | 0.3 | 22.1 | 5.6 | 3.1 | - | 0.18 | 35.2 | |
| Super | S32750 | 0.02 | 0.4 | 0.7 | 0.02 | 0.001 | 0.1 | 25.6 | 7.0 | 3.8 | 0.1 | 0.28 | 42.8 |
| S32760 | 0.03 | 0.3 | 0.7 | 0.02 | 0.001 | 0.6 | 25.4 | 7.0 | 3.5 | 0.6 | 0.21 | 41.3 | |
| Lean | S32101 | 0.03 | 0.7 | 4.9 | 0.03 | 0.001 | 0.2 | 21.6 | 1.5 | 0.2 | - | 0.22 | 25.8 |
| S32304 | 0.02 | 0.5 | 1.5 | 0.02 | 0.001 | 0.2 | 22.7 | 4.7 | 0.3 | - | 0.10 | 25.3 | |
| * PREW=Cr+3.3(Mo+0.5W)+16N | |||||||||||||
3. Características de la zona soldada del acero inoxidable dúplex
3.1 HAZ del acero inoxidable dúplex
En el acero inoxidabe dúplex, la fase dual de granos ferríticos y austeníticos, están balanceados en el proceso de tratamiento de calor. Por contraste, en el HAZ de acero inoxidable dúplex, la resistencia a la corrosión por picadura y las propiedades mecánicas pueden deteriorarse ocasionalmente, porque el balance de fase y composiciones químicas de las fases duales cambian de acuerdo con el ritmo de enfriamiento, el cual es influenciado por la entrada de calor de soldadura o el espesor de la placa.
Para ser más precisos, a alta temperatura HAZ (HT-HAZ) cerca a la interface de soldadura, los granos austeníticos primero se disuelven en la fase ferrítica y luego se precipitan como granos austeníticos durante el proceso de enfriamiento y al final crean las microestructuras duales. Sin embargo, cuando un ritmo de enfriamiento alto ocurre debido a una entrada de calor excesivamente baja, la re-precipitación de grano austenítico es retrasado, y los carburos de Cr y/o nitruros de Cr se precipitan en los granos ferríticos. Como resultado, se formará una capa de Cr empobrecido alrededor del HAZ, llevando al deterioro en resistencia a la corrosión.
De otro lado, a baja temperatura HAZ (LT-HAZ), alejado de la interface de soldadura, un ritmo de enfriamiento bajo debido a la entrada de calor alta puede causar el engrosamiento de grano ferrítico y precipitación de la fase σ (sigma), carburos de Cr, y nitruros de Cr, de este modo reduciendo la resistencia a la corrosión y resiliencia.
Para concluir, el HT-HAZ requiere enfriamiento relativamente bajo así como para habilitar los granos austeníticos para precipitar suficientemente, mientras el LT-HAZ necesita enfriamiento mucho más rápido como para reprimir los precipitados dañinos de la precipitación. En consecuencia es necesario controlar el ritmo de enfriamiento para satisfacer los requisitos de ambos HT-HAZ y LT-HAZ mediante apropiadas entradas de calor de soldadura, pre-calentamiento y temperaturas de interpase. (1)
3.2 Metal de soldadura de acero inoxidable dúplex
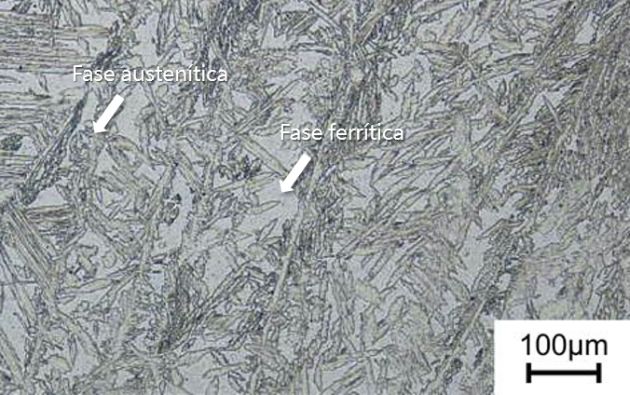
Foto 4: Microestructura de metal de soldadura de acero inoxidable dúplex
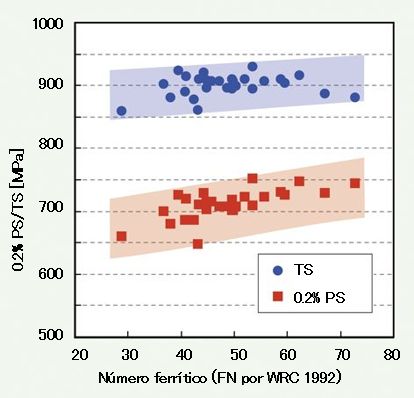
Figura 2: Correlación entre FN y la resistencia a la tracción /
Prueba de tensión de 0.2% de metal de soldadura FCW de tipo E2594
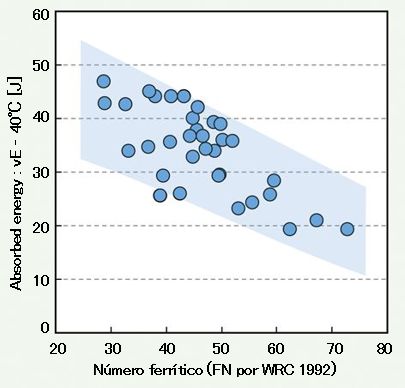
Figura 3: Correlación entre FN y la resiliencia de metal de
soldadura FCW de tipo E2594
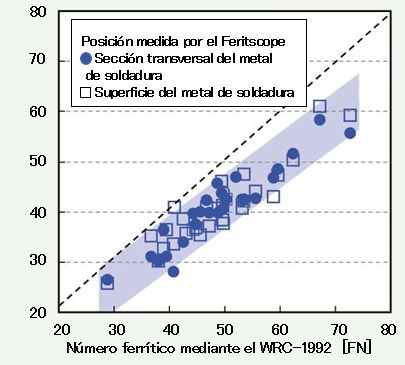
Figura 4: Correlación de FN mediante Feritscope y diagrama WRC
El metal de soldadura de acero inoxidable dúplex está ajustado para obtener las propiedades requeridas en la condición con soldadura como se muestra en la Foto 4; en contraste a la distribución estable de las fases ferrítica y austenítica en acero inoxidable dúplex, en acero de soldadura hay distribuidas mucho más al azar.
Las Figuras 2 y 3, muestran las correlaciones entre el número ferrítico (FN), p.e. el contenido de ferrito y la resistencia a la tracción/prueba de tensión, y entre el FN y la resiliencia en el metal de soldadura a través del alambre tubular (FCW) tipo AWS E2594, respectivamente.
Se puede observar en ambas figuras, que cuando FN aumenta, se intensifica la temperatura del recinto mientras disminuye la resiliencia. Como el FN influye en la resistencia a la corrosión por picadura, buenas propiedades mecánicas, así como resistencia a la corrosión por picadura, pueden obtenerse mediante la selección de los mejores consumibles de soldadura y el control de los procedimientos de soldadura, incluyendo la dilución del metal de base y/o la velocidad de enfriamiento, para colocar el FN del material de soldadura en un rango de 30 a 65. Sumado a esto, debido a que el metal de soldadura es menos resistente a la corrosión que el metal de base, el cual es producido mediante un proceso de refinación técnica, está diseñado para contener cantidades ligeramente más altas de elementos de aleación (mayor PREW) que el metal de base. El contenido de Ni en el metal de soldadura está diseñado también para ser más alto que el metal de base, con el fin de optimizar la relación de granos austeníticos y ferríticos en condiciones "después de soldadas" en muchos casos. (2), (3)
Debido a que el FN del metal de soldadura influye en las propiedades mecánicas, así como en la resistencia a la corrosión por picadura, es importante comprobarlo y controlarlo. ¿Pero cómo se mide el FN? Hay tres métodos disponibles: conteo de puntos, que utiliza microestructuras; tomando como referencia el diagrama de composiciones químicas del Consejo de Investigación de Soldadura (WRC) -1992; o utilizando un Feritscope, que aplica la corriente de Foucault y la corriente de inducción. En los lugares de soldadura, el método de conteo de puntos se aplica raras veces, ya que es difícil de manipular. Cuando el control de FN es necesario para la soldadura de junta de tope, el Feritscope se prefiere para determinar el pase/falla.
La figura 4 muestra la correlación de la medida de FN por el Feritscope o por el diagrama WRC. Se puede observar que FN por el Feritscope, no es exactamente igual al resultado por el diagrama WRC. Por lo tanto, se debe tener atención especial, dependiendo del método que se adopte.
4. Consumibles para soldadura de acero inoxidable dúplex de Kobelco
Los consumibles para soldadura de acero inoxidable dúplex de Kobelco están disponibles para todos los grados de acero inoxidable dúplex y se enumeran en la Tabla 2, junto con sus composiciones químicas y propiedades mecánicas.
| Grado | Proceso de soldadura | Nombre del producto | Clasificación AWS | Composiciones químicas [% masa] | Propiedades mecánicas | Observaciones | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | Mo | N | PREW*1 | FNW*2 [FN] | 0.2%PS [MPa] | TS [MPa] | EI [%] (G.L.=4D) | vE0°C [J] | |||||
| Acero inoxidable dúplex estándar | GTAW | [P] TG-S2209 | A5.9/A5.9M ER2209 | 0.008 | 0.39 | 1.67 | 8.7 | 22.7 | 3.10 | 0.16 | 35.5 | 51 | 598 | 773 | 39 | 270 | DCEN, 100%Ar |
| SMAW | [P] NC-2209 | A5.4/A5.4M E2209-16 | 0.028 | 0.54 | 1.14 | 8.8 | 23.1 | 3.34 | 0.15 | 36.5 | 51 | 667 | 845 | 30 | 97 | DCEP | |
| FCAW | [P] DW-329AP | A5.22/A5.22M E2209T1-1/-4 | 0.023 | 0.57 | 0.66 | 9.4 | 23.0 | 3.40 | 0.14 | 36.4 | 49 | 605 | 823 | 30 | 55 | DCEP, 100%CO2 | |
| FCAW | [P] DW-2209 | A5.22/A5.22M E2209T1-1/-4 | 0.028 | 0.61 | 0.74 | 9.1 | 22.7 | 3.30 | 0.13 | 35.6 | 46 | 639 | 820 | 28 | 73 | DCEP, 80%Ar+20%CO2 | |
| SAW | [P] US-2209 / [P] PF-S1D | A5.9/A5.9M ER2209 (Wire) | 0.021 | 0.31 | 1.56 | 8.9 | 23.0 | 3.28 | 0.15 | 35.9 | 57 | 618 | 798 | 29 | 69 | DCEP | |
| Acero inoxidable dúplex superior | GTAW | [P] TG-S2594 | A5.9/A5.9M ER2594 | 0.019 | 0.44 | 0.57 | 9.3 | 25.0 | 3.82 | 0.28 | 42.0 | 42 | 721 | 870 | 31 | 286 | DCEN, 98%Ar+2%N2 |
| SMAW | [P] NC-2594 | A5.4/A5.4M E2594-16 | 0.035 | 0.55 | 0.66 | 9.8 | 26.6 | 3.86 | 0.25 | 43.3 | 50 | 750 | 935 | 28 | 55 | DCEP | |
| FCAW | [P] DW-2594 | A5.22/A5.22M E2594T1-1/-4 | 0.026 | 0.50 | 1.18 | 9.6 | 25.7 | 3.79 | 0.24 | 42.0 | 49 | 712 | 905 | 27 | 55 | DCEP, 80%Ar+20%CO2 | |
| Acero inoxidable dúplex esbelta | FCAW | [P] DW-2307 | A5.22/A5.22M E2594T1-1/-4 | 0.026 | 0.45 | 1.26 | 7.9 | 24.6 | 0.03 | 0.15 | 27.1 | 41 | 571 | 750 | 29 | 58 | DCEP, 80%Ar+20%CO2 |
| *1: PREW=Cr+3.3( Mo+0.5W )+16N *2: FNW=Número Ferrítico por el Diagrama WRC 1992 [P] representando por PREMIARC™ | |||||||||||||||||
Un factor clave en el diseño de consumibles para soldadura de acero inoxidable dúplex, es cómo se controla una cantidad relativamente grande de nitrógeno (N), lo que frecuentemente causa problemas de porosidad como como sopladuras, hoyos y porosidad alargada, así como la mala eliminación de la escoria. También puede causar que la propiedad radiográfica (propiedad de rayos X) falle en las posiciones horizontales o generales, en el flujo de arco con núcleo (FCAW) o arco metálico protegido (SMAW). A fin de combatir los problemas de porosidad, los coonsumibles de soldadura de Kobelco, son proyectados para aumentar la solublidad N, ajustando las composiciones químicas del metal de soldadura y optimizar la temperatura de solidificación y viscosidad de escoria. Mejorar la eliminación de escoria es necesario desde que el N en el metal de soldadura lo hace difícil aún cuando la escoria generada de los componentes que forman la escoria en el flujo de revestimiento (en SMAW) o en el flujo (en FCAW o SAW) cubre el metal de soldadura al soldar. La pobre eliminación de escoria puede causar que esta permanezca aquí y en la superficie de cordón y puede prevenir una soldadura suave y/o causar inclusiones de escoria. Los consumibles de soldadura Kobelco están por lo tanto diseñados para optimizar la formación de escoria, en el recubrimiento de electrodos revestidos y en el flujo de FCWs y SAW fluyen para una fácil eliminación de escoria.
La Foto 5 muestra la apariencia de cordón y macroestructura de un empalme soldado por FCAW con PREMIARCTM DW-2594. La Foto 6 muestra lo mismo por SAW con cable PREMIARCTM US-2209 / flujo PREMIARCTM PF-S1D. Los consumibles para soldadura de acero inoxidable dúplex proporciona excelentes propiedades mecánicas (Consultar la Tabla 2), alta resistencia a la corrosión por picadura y resistencia de defecto poroso, así como excelente capacidad de eliminación de escoria.
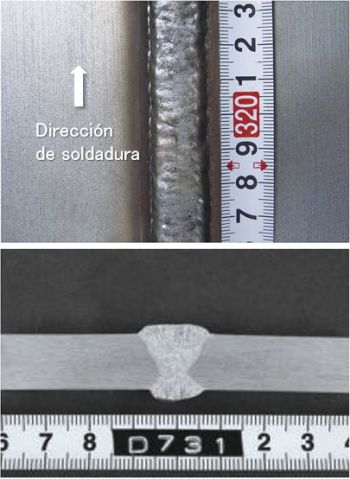
Foto 5: Apariencia de cordón y macroestructura de
empalme DW-2594 (3G)

Foto 6: Apariencia de cordón y macroestructura de
empalme US-2209 / PF-S1D (1G)
5. Selección de consumibles para soldadura
Cuando se suelda aceros inoxidables dúplex, se recomienda seleccionar los consumibles de soldadura del mismo grado o superior, dependiendo de los casos. Por ejemplo, cuando se suelda acero inoxidable dúplex estándar, se puede escoger un consumible de soldadura equivalente a AWS E2209 o E2594 (un grado más alto). La guía de selección se muestra en la Tabla 3.
En casos de soldaduras diferentes entre acero carbono o acero inoxidable austenítico y acero inoxidable dúplex, los consumibles de soldadura 309L o 309MoL o aquellos para aceros inoxidables dúplex son aplicables. La guía de selección se muestra en la Tabla 4.
| Grado de consumibles de soldadura | ||||||
|---|---|---|---|---|---|---|
| 2307 type | 2209 type | 2594 type | ||||
| Nombre del producto | GTAW | - | TG-S2209 | TG-S2594 | ||
| SMAW | - | NC-2209 | NC-2594 | |||
| FCAW | DW-2307 | DW-329AP DW-2209 | DW-2594 | |||
| SAW | - | US-2209/PF-S1D | - | |||
| Duplex stainless steel grade | Lean | Metal base | UNS S32101 UNS S32304 | ◎ | ○ | ○ |
| Standard | UNS S31803 UNS S32205 | × | ◎ | ○ | ||
| Super | UNS S32750 UNS S32760 | × | × | ◎ | ||
| ◎: Consumibles para soldadura aplicables de metales de composición similar ○: Consumibles de soldadura aplicables ×: No aplicable | ||||||
| Duplex stainless steel grade | Acero de carbón / Acero de aleación baja | Acero inoxidable austenítco | |
|---|---|---|---|
| 304L type | 316L type | ||
| Lean | Types of 309L, 309MoL, 2307 | Types of 309L, 309MoL, 2307 | Types of 309MoL, 2307 |
| Standard | Types of 309L, 309MoL, 2209 | Types of 309L, 309MoL, 2209 | Types of 309MoL, 2209 |
| Super | Types of 309L, 309MoL, 2594 | Types of 309L, 309MoL, 2594 | Types of 309MoL, 2594 |
6. Notes en uso
Los procedimientos de soldadura para aceros inoxidables dúplex, son similares a aquellos de aceros inoxidables austeníticos en general; pero se debe tener especial cuidado con el fin de maximizar sus resistencias.
6.1 Limitación de entrada de calor
La limitación de entrada de calor es común en todos los procesos de soldadura. Sin embargo, el acero inoxidable dúplex contiene cantidades más altas de Cr y Mo que lo usual. Si el metal de soldadura se enfría extremadamente lento debido a una excesiva entrada de calor y permanece en un rango de temperatura de 700-800℃ por un largo tiempo, eso forma la fase σ (sigma), la cual deteriora la resiliencia. De otra parte, cuando el ritmo de enfriamiento del metal de soldadura es demasiado alto debido a una entrada de calor extremadamente baja, nitruro de Cr se precipita en el HAZ cerca a la interface de soldadura, como resultado, forma una capa empobrecida de Cr. Esto causará que la resistencia a la corrosión se deteriore. Porque el ritmo de enfriamiento también tiene influencia a la cantidad de metal para soldadura FN, es necesario evitar la entrada de calor que es demasiado alta o demasiado baja. El Instituto Americano del Petróleo (API) recomienda una entrada de calor de 5 a 25 kJ/cm como su guía.(4)
6.2 Composición del gas de protección en GTAW
La soldadura TIG usualmente adopta 100% de Ar como el gas de protección para la soldadura circunferencial paso de raíz de tuberías de acero inoxidable. Sin embargo, si 100% del gas de protección de Ar es usado para soldadura TIG con una varilla de relleno solida para acero inoxidable dúplex, la cantidad de N en el metal soldado puede ser menor que eso en la varilla de relleno TIG. Esto resulta cuando el N en la varilla de relleno TIG no transfiere completamente al metal soldado; en su lugar, algunos N se descargan como gas N2 desde el interior de la piscina de fusión.
Esto causará excesivo ferrito en el metal soldado y/o una caída de PREW, resultando en una posible deterioración de la resiliencia y la resistencia a la corrosión por picadura. Con el fin de evitar tales problemas, se recomienda añadir alrededor de 2% de gas N2 en el gas de protección, dependiendo del contenido de N en el metal soldado y/o metal base.
6.3 Prevención de grieta caliente en SAW
También debería ser notado que los consumibles para soldadura de acero inoxidable dúplex son más susceptibles a grietas por calor que la soldadura estándar de acero inoxidable austenítico. Consumibles a excepción de los consumibles para soldadura de acero inoxidable totalmente austenítico. En este sentido, hay un alto riesgo de grietas por calor con SAW, el cual aplica la entrada de altas temperaturas en general. Como la susceptibilidad a grietas por calor está influenciada también por formas de cordón, se recomienda evitar la soldadura de espacio estrecho, largas corrientes de soldadura y altas velocidades de soldadura. Tales condiciones de soldadura deben ser completamente confirmadas antes que la actual soldadura se lleve a cabo.
7. Postdata
Los aceros inoxidables dúplex y sus consumibles de soldadura disponibles desde Aceros Kobe fueron discutidos en el presente documento. Se prevé que la aplicación de aceros inoxidables dúplex será mucho más amplia en el país y el extranjero. Se desea que este artículo sea de gran ayuda para soldar aceros inoxidables dúplex.
[Referencia]
(1) Consumibles de soldadura para el Acero Inoxidable Dúplex Súper: Diario de la Sociedad Japonesa de Soldadura, Vol. 80 (2011), No. 2
(2) Soldadura de acero inoxidable dúplex: Tecnología de soldadura, Febrero, 2011
(3) Soldabilidad de Aceros Inoxidables: Diario de la Sociedad Japonesa de Soldadura, Vol. 79 (2010), No. 6
(4) API Reporte Técnico 938-C: Uso de Aceros Inoxidables Dúplex en la Industria de Refinería de Aceite: Instituto Americano del Petróleo
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




