

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.19: Desarrollos recientes de especificaciones AWS >
Técnica Destacada Vol.19
Vol.19: Desarrollos recientes de especificaciones AWS
Tradicionalmente, la Sociedad Americana de Soldadura (AWS) estableció sus especificaciones para consumibles de soldadura de acero carbono separadamente de aquellos para acero de baja aleación. Las especificaciones de la AWS para consumibles de soldadura también fueron independientes de las de la Organización International para la Normalización (ISO). Recientemente, sin embargo, la AWS ha cambiado de dirección y ha comenzado a desarrollar especificaciones unificadas. En este artículo, son discutidos los desarrollos más recientes en las especificaciones de la AWS.
1. Integración de las especificaciones de la AWS.
Como se ha mencionado, las especificaciones de la AWS para consumibles de soldadura de acero carbono y acero de baja aleación han sido especificados individualmente hasta recientemente. Un nuevo movimiento para unificar las especificaciones de los diferentes tipos de consumibles de soldadura ha sido discutido y acciones concretas para hacerlo han comenzado, como se muestra en la Tabla 1.
| Tipos de consumibles de soldadura | Especificaciones convencionales | Nuevas especificaciones a ser integradas | |
|---|---|---|---|
| Acero carbono | Acero de baja aleación | ||
| Electrodo cubierto | A5.1 | A5.5 | Planificación |
| Cable sólido | A5.18 | A5.28 | En preparación |
| Cable con núcleo fundente | A5.20 | A5.29 | A5.36 |
Con el fin de unificar las especificaciones, se ha decidido adoptar un sistema de clasificación abierto en donde un consumible de soldadura debería ser clasificado por una selección opcional de propiedades tales como resistencia a la tracción, temperatura de prueba de resistencia de muesca y composición química. Un inconveniente del sistema convencional, por ejemplo, era que un nuevo producto con mayor resistencia y con el mismo rango de composición química de un producto convencional, pero sin una clasificación correspondiente tenía que ser clasificado como uno de grado “G” debido al sistema de clasificación fijo donde las propiedades, mencionadas anteriormente, fueron fijadas de acuerdo con las clasificaciones.
AWS A5.36/A5.36M:2012 “Especificación para Electrodos con Núcleo Fundente de acero carbono y de baja aleación para soldadura en arco con núcleo fundente y Electrodos con Núcleo Metálico para soldadura en arco de metal gaseoso” fue publicado en el 2012 como la primera integración de dos especificaciones de la AWS. La programación para emitir especificaciones integradas de alambres sólidos, así como electrodos cubiertos se determinaran, jugando desde cómo A5.36 progresa en hacerse familiar.
1.1 Cables con núcleo fundente
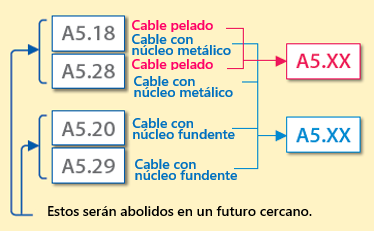
Figura 1: Esquema de Integración de FCWs y cables sólidos
La A5.36 publicada en el 2012 está actualmente bajo modificación con el fin de prepararse para la segunda edición. Esta no solo contiene A5.20 (Especificación para Electrodos de Acero Carbono para Soldadura en Arco con Núcleo Fundente) y A5.29 (Especificación para Electrodos de Acero de Baja Aleación para Soldadura en Arco con Núcleo Fundente) sino también cables con núcleo metálico que estaban contenidos en A5.18 (Especificación para Electrodos y Varillas de Acero Carbono para Soldadura en Arco con Protección de Gas) y A5.28 (Especificación para Electrodos y Varillas de Acero de Baja Aleación para Soldadura en Arco con Protección de Gas). La Figura 1 muestra el esquema de integración de cables con núcleo fundente (FCWs) incluyendo cables con núcleo metálico y cables sólidos (o cables pelados).
La Figura 2 muestra la clasificación y designación de acuerdo a A5.36. Ellos se clasificarán mediante una elección apropiada de las propiedades en cada categoría. Sin embargo, algunas clasificaciones y designaciones, tales como E71T-1C, que ha sido usada ampliamente y podría causar inconveniencias si es abolida repentinamente, pueden seguir aplicando el sistema de clasificación fijo convencional (ver Tabla 2). Fue planeado al comienzo que A5.20 y A5.29 serían abolidos y transferidos a A5.28 en el 2015; sin embargo, eso fue cambiado así que ambos A5.20 y A5.29 así como A5.28 puede seguir existiendo debido al retraso en la transferencia.
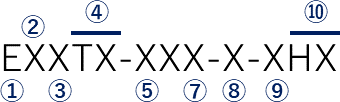
Designadores Obligatorios de Clasificacióna
① Designa un electrodo.
② Designador de Resistencia a la Tracción. Para A5.36 uno o dos dígitos indican la resistencia la tracción mínima (cuando es multiplicado por 10000 psi) del metal de soldadura depositado con el electrodo bajo las condiciones soldadura especificadas en esta especificación. Para A5.36M son usados dos dígitos para indicas la resistencia a la tracción mínima (cuando es multiplicado por 10 Megapascales [MPa]). Ver la Tabla 2.
③ Designador de Posición. Este designador es o bien "0" o "1." Un "0" es solo para posiciones plana y horizontal. El "1" es para todas las posiciones (plana, horizontal, vertical con progresión descendente, y/o vertical con progresión ascendente y superior).
④ Designador de usabilidad. Esta letra es la letra "T" seguido por un número del 1 al 17 o la letra "G." La letra "T" identifica el electrodo como un electrodo con núcleo fundente o electrodo con núcleo metálico. Este designador se refiere a la usabilidad del electrodo con requisitos por polaridad y características de operación general (ver Tabla 4). La letra "G" indica que la polaridad y características de operación general no están especificadas. Una "S" aparece al final de este designador cuando el electrodo que está siendo clasificado está destinado a un solo paso de soldadura única.
⑤ Designador de Gas de Protección. Indica el tipo de gas de protección, si alguno, utilizado para la clasificación (ver Tabla 5). La letra "Z" en esta posición indica que la composición del gas de protección es como lo acordado entre el proveedor y el comprador. Cuando no aparece un designador en esta posición, eso indica que el electrodo está autoprotegido y que no es usado ningún gas de protección externo.
⑥ Designa la condición de tratamiento de calor en el cual las pruebas fueron llevadas a cabo. "A" es para como fue soldado y "P" es para después del soldado tratado con calor. El tiempo y temperatura del PWHT es especificado en 9.2.1.2 y la Tabla 8. La letra "G" en esta posición indica que el procedimiento de PWHT es como lo acordado entre proveedor y el comprador. Este designador es omitido cuando el electrodo siendo clasificado está destinado a un solo paso de soldadura única.
⑦ Designador de Impacto. Para A5.36 este designador indica la temperatura en °F en o por encima del cual la resistencia al impacto del metal de soldadura referido anteriormente cumple o excede 20 ft・℔f. Para A5.36M este designador indica la temperatura en °C en o por encima del cual la resistencia al impacto del metal de soldadura cumple o excede 27J. El designador de impacto puede ser o bien de uno o dos dígitos (ver Tabla 3). Una "Z" en esta posición indica que no hay requisitos de impacto para la clasificación del electrodo. Este designador es omitido cuando el electrodo siendo clasificado está destinado a un solo paso de soldadura única. Una "G" en esta posición indica que los requisitos de impacto no están especificados pero son como los acordados entre el proveedor y el comprador.
⑧ Designador de Composición de Depósito. Uno, dos o tres caracteres son utilizados para designar la composición del metal de soldadura depositado (ver Taba 6). La letra "G" indica que la composición química no está especificada. Ningún designador usado en esta posición cuando el electrodo siendo clasificado es un electrodo de pase único.
Designadores Suplementarios Opcionalesb
⑨ Opcional, designador de hidrógeno difusible suplementario (ver Tabla 13).
⑩ Para electrodo con núcleo fundente, la letra "D" o "Q" cuando está preestablecida en esta posición indica que el metal de soldadura cumplirá con los requisitos de propiedades mecánicas suplementarias con soldadura hecha usando baja entrada de calor, procedimientos con velocidad de enfriamiento rápido y usando entrada de calor alta, procedimientos con velocidad lenta de enfriamiento según lo estipulado en la Cláusula 16 (ver Tablas 9 y 10).
a La combinación de estos designadores constituye la clasificación de electrodo con núcleo fundente.
b Los designadores son opcionales y no constituyen aparte de la clasificación de electrodo con núcleo fundente o metálico, como aplicable.
Figura 2: Símbolos y designadores de clasificación (A excepción de AWS A5.36)
| Origen Especificación para Clasificación y Requisitos de Electrodo | Designación de Clasificaciónb,c | Tipo de Electrodo | Gas de protecciónd | Requisitos del Depósito de Soldadura | |
|---|---|---|---|---|---|
| Propiedades Mecánicase | Depósito de Soldaduraf | ||||
| AWS A5.20/A5.20M | E7XT-1Cg | Con núcleo fundente | C1 | Resistencia a la Tracción: 70 ksi-95 ksi Límite de Elasticidad Mínimo: 58 ksii Impacto Charpy Mínimo: 20ft-lbf @ 0°F Elongación % Mínima: 22%j | CS1 |
| E7XT-1Mg | M21 | ||||
| E7XT-5Cg | C1 | Resistencia a la Tracción: 70 ksi-95 ksi Límite de Elasticidad Mínimo: 58 ksii Impacto Charpy Mínimo: 20ft-lbf @ -20°F Elongación % Mínima: 22%j | CS1 | ||
| E7XT-5Mg | M21 | ||||
| E7XT-6g | Ninguno | GS1 | |||
| E7XT-8g | |||||
| E7XT-9Cg | C1 | CS1 | |||
| E7XT-9Mg | M21 | ||||
| E7XT-12Cg | C1 | Resistencia a la Tracción: 70 ksi-90 ksi Límite de Elasticidad Mínimo: 58 ksii Impacto Charpy Mínimo: 20ft-lbf @ -20°F Elongación % Mínima: 22%j | CS2 | ||
| E7XT-12Mg | M21 | ||||
| E70T-4g | None | Resistencia a la Tracción: 70 ksi-95 ksi Límite de Elasticidad Mínimo: 58 ksii Impacto Charpy Mínimo: Not Specified Elongación % Mínima: 22%j | GS3 | ||
| E7XT-7g | |||||
| AWS A5.18/A5.18M | E70C-6Mh | Metal Cored | M21 | Resistencia a la Tracción: 70 ksi minimum Límite de Elasticidad Mínimo: 58 ksii Impacto Charpy Mínimo: 20 ft-lbf @ -20°F Elongación % Mínima: 22%j | CS1 |
b Bajo la AWS A5.20/A5.20M, la "E" al comienzo de la clasificación designa un electrodo. El "7" es el designador de resistencia a la tracción. La "X" indica la posición de electrodos de la capacidad de soldadura. Un "0" es usado para indicar solo plano y horizontal. Un "1" es usado para indicar toda capacidad de posición. La "T" identifica el electrodo como un electrodo con núcleo fundente. El número de uno o dos dígitos después del guion indica las características de usabilidad del electrodo como están definidas en AWS A5.20/A5.20M. Para el sistema de clasificación abierto introducido en esta especificación A5.36/A5.36M , la "T" identifica el electrodo, como bien un electrodo con núcleo fundente o con núcleo metálico. La "T" es combinada con un número de uno o dos dígitos como una parte del designador alfa-numérico para usabilidad. Ver Tabla 4. Bajo la AWS A5.18/A5.18M para clasificación E70C-6M, la "E" designa un electrodo. El "70" indica que el depósito de soldadura tendrá una resistencia a la tracción mínima de 70 ksi. La "C" indica que el electrodo, es un electrodo compuesto (con núcleo metálico). El "6" indica la composición del depósito de soldadura producido con este electrodo. La "M" indica el tipo de gas de protección utilizado.
c Los electrodos mostrados en los paneles sombreados son autoprotegidos.
d Ver Tabla 5.
e Las propiedades mecánicas son obtenidas mediante pruebas en metal soldado de la soldadura de ranura mostrada en la Figura2. La soldadura y las pruebas deben ser realizadas como se prescribe en esta especificación. Los requisitos para soldadura y pruebas son los mismos que aquellos dados en A5.20/A5.20M. Toda prueba a las propiedades mecánicas para las clasificaciones listadas, en esta tabla, deben ser realizadas en la condición como se soldó.
f Ver Tabla 6.
g Los designadores opcionales "D", "Q", y "H", los cuales no son parte de la designación de clasificación de electrodos, pueden ser añadidos al final de la designación como se establece en la AWS A5.20/A5.20M, i.e., E7XT-XXD, E7XT-XXQ, E7XT-XXHX, E7XT-XXDHX, o E7XT-XXQHX, como aplicable. La "J" opcional, designador suplementario listado en A5.20/A5.20M ya no es requerido. El sistema de clasificación abierto introducido en esta especificación A5.36/A5.36M elimina la necesidad de este designador.
h La "H" opcional, designador suplementario, el cual no es parte de la designación de la clasificación de electrodo, puede ser añadida al final de la designación como se establece es la AWS A5.18/A5.18M, i.e., E70C-6MHZ. Provisiones para la "D" y "Q" opcional, no se han establecido designadores suplementarios en A5.18/A5.18M y, como resultado, no se podrá usar con la designación E70C-6M. Sin embargo, eso no impide su uso con electrodos con núcleo metálico clasificados utilizando el sistema de clasificación abierta bajo la especificación A5.36/A5.36M.
i Límite de elasticidad al 0.2% compensado.
j El porcentaje de elongación es en longitud calibrada de 2in [50mm] cuando es usado un espécimen de tracción de diámetro nominal de 0.500in [12mm] y longitud calibrada nominal al diametro en relación de 4:1.
1.2 Cables sólidos
Como se muestra en la Figura 1, un nuevo estándar que podría permitir que los cables sólidos especificados en ambos A5.18 y A5.28 sean integrados dentro de un estándar está bajo preparación. Como en el caso de FCWs, una estrategia en la cual partes mayores están en calificación abierta pero algunos, en clasificación fija, se planea ser aprobada. Se espera que el reciente estándar establecido pueda ser publicado después del 2020.
1.3 Electrodos Cubiertos
A pesar que aún no ha comenzado, existen planes para establecer un estándar integrado.
2. La armonización (o concordancia) con las Normas ISO
Las Normas ISO son reconocidas en todo el mundo como estándares internacionales de consumibles de soldadura. La Tabla 3 muestra las Normas ISO para consumibles de soldadura establecidos en Septiembre de 2015. Debido a que la AWS participó en establecer esas Normas ISO, el contenido de algunas especificaciones de la AWS coincide con las Normas ISO correspondientes. Esta tendencia según la cual un producto conforme a las especificaciones de la AWS puede ser aceptado como uno que también se ajusta a una Norma ISO permitirá que consumibles de soldadura sean utilizados cruzando fronteras y puede dar lugar a una distribución más eficaz y conveniente.
Hacer coincidir estándares/especificaciones domésticos con internacionales fue uno de los objetivos del Acuerdo de los Obstáculos Técnicos al Comercio (TBT) que fue establecido y se hizo efectivo en Enero de 1995 por la Organización Mundial del Comercio (WTO).
| Acero suave y de grano fino | Acero de alta resistencia a la tracción | Acero resistente al calor | Acero inoxidable | Ni & aleación de Ni | Hierro fundido | Al & aleación de Al | Cu & aleación de Cu | Ti & aleación de Ti | |
|---|---|---|---|---|---|---|---|---|---|
| Electrodo cubierto | ISO 2560 | ISO 18275 | ISO 3580 | ISO 3581 | ISO 14172 | ISO 1671 | - | ISO 17777 | - |
| FCW | ISO 17632 | ISO 18276 | ISO 17634 | ISO 17633 | ISO 12153 | - | - | - | |
| Consumible de soldadura TIG | ISO 636 | ISO 16834 | ISO 21952 | ISO 14343 | ISO 18274 | ISO 18273 | ISO 24373 | ISO 24034 | |
| Cable sólido | ISO 14341 | ||||||||
| Combinación de cable y fundente SAW | ISO 14171 | ISO 26304 | ISO 24598 | - | - | - | - | ||
| Fundente SAW | ISO 14174 | - | - | - | - | ||||
| Gas de protección | ISO 14175 | ||||||||
| Varilla de relleno para gas de protección | - | - | - | - | - | ISO 1071 | - | - | - |
2.1 Aluminio
La AWS A5.10/A5.10M:2012 “Consumibles de soldadura - Electrodos de Cable, Cables y Varillas para Soldadura de Aluminio y Aleaciones de Aluminio - Clasificación” ya ha sido establecida como una que coincide con la Norma ISO 18273:2004 (el mismo título).
2.2 Acero inoxidable
La AWS A5.9 está bajo modificación como una especificación de la AWS que coincide con la Norma ISO 14343:2009 “Consumibles de soldadura--Electrodos de cable, electrodos de banda, cables y varillas para soldadura en arco de aceros inoxidable y resistente al calor--Clasificación.”
2.3 Aleación de Ni
La AWS A5.14 está bajo modificación como una especificación de la AWS que coincide con la Norma ISO 18274:2010 “Consumibles de soldadura--Electrodos de cable sólido, electrodos de banda sólida, cables sólidos y varillas sólidas para soldadura de fusión de de níquel y aleaciones de níquel--Clasificación.”
2.4 Casos en los cuales las propiedades mecánicas son enlistadas en los requisitos
A pesar de que las tres especificaciones anteriormente mencionadas (Al, acero inoxidable y aleación de Ni) requiere solo composiciones químicas, muchas otras especficaciones para muestra los requisitos de propiedades mecánicas. Siguen dos casos en los que las especificaciones de la AWS y las Normas ISO siguen siendo diferentes y la unificación todavía no se ha llevado a cabo.
2.4.1 Ajuste de ranura para todo metal depositado en FCWs y cables sólidos
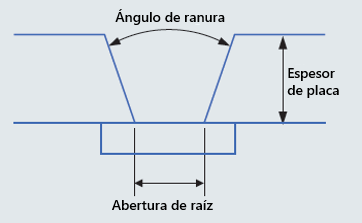
Figura 3: Ajuste de ranura
| AWS | ISO | |||
|---|---|---|---|---|
| Espesor de placa (mm) (Ejemplo) | 20 | 12 | 20 | 12 |
| Ángulo de ranura | 45° | 20° | ||
| Abertura de raíz (mm) (Ejemplo) | 12 | 6 | 16 | 12 |
La Figura 3 muestra el ajuste de ranura para todo metal depositado en FCWs y cables sólidos; y la Tabla 4, las diferencias entre las especificaciones AWS y las normas ISO. Sin embargo, como la diferencia en ajustes de ranura, como se muestra en la Tabla 4, es pequeña y tiene solo una influencia mínima en las propiedades mecánicas, lo más probable es que la AWS aceptará la misma forma de ranura que la de la norma ISO en el futuro.
2.4.2 Forma del espécimen de la prueba de tracción para todos los consumibles de soldadura
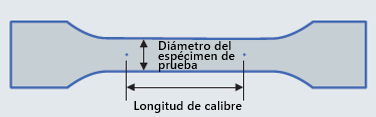
Figura 4: Forma del espécimen de la prueba a tracción
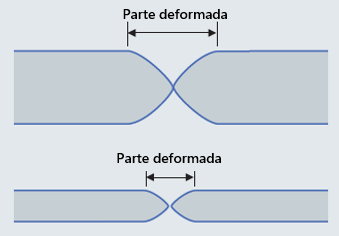
Figura 5: Influence of different gauge length
| AWS | ISO | |||
|---|---|---|---|---|
| Diámetro del espécimen (mm) | 12.5 | 6 | 10 | 8 |
| Longitud de calibre (mm) | 50 | 24 | 50 | 40 |
| Radio de Longitud de calibre / Diámetro del espécimen | 4 | 5 | ||
La Figura 4 muestra la forma de un espécimen de prueba de tracción y la Tabla 5, la diferencia en las especificaciones.
Como se vio en la Figura 5, si el radio de longitud de calibre al diámetro del espécimen es diferente, la elongación (%) también cambia. Porque la parte deformada de un espécimen de diámetro pequeño se vuelve más corto que el del espécimen de diámetro largo, la elongación calculada de un espécimen de de diámetro pequeño se vuelve más pequeño.
3. Postdata
Como se ha discutido, la AWS ha facilitado el progreso hacia la integración de las especificaciones de los consumibles de soldadura. Los detalles y las propiedades de los consumibles de soldadura con las mismas clasificaciones serán más fáciles de reconocer bajo un sistema de especificaciones unificadas.
Al mismo tiempo, la operación de hacer coincidir las especificaciones de la AWS con las normas ISO estándares también ha ido avanzando. Se espera que en el futuro todas las especificaciones relacionadas con soldadura contuvierán los mismos contenidos en todo el mundo, y los consumibles de soldadura de la misma calidad con las mismas descripciones estarán disponibles desde cualquier lugar del mundo.
Las especificaciones de la AWS están cambiando con la finalidad de ser más útiles y utilizadas más ampliamente en las formas descritas anteriormente.
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




