

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.20: El nuevo controlador “Tipo CB” para el sistema de soldadura robótico ARCMAN™ >
Técnica Destacada Vol.20
Vol.20: El nuevo controlador “Tipo CB” para el sistema de soldadura robótico ARCMAN™

1. Prefacio

Figure 1 : Controlador CB
Un nuevo controlador, llamado el “tipo CB,” para el sistema de soldadura por arco robótica serie ARCMAN™ ha sido recientemente desarrollado por Kobe Steel bajo el concepto de que: “la soldadura puede llevarse a cabo desde el comienzo hasta el final en cualquier parte del mundo.”
¿Qué tan bien un sistema de soldadura robotizada realiza con frecuencia su trabajo? Depende del controlador, que comprueba el movimiento de los robots y equipos periféricos e igualmente, tiene funciones que preservan y editan los datos del procedimien-to de soldadura.
Para trabajos de soldadura compuestos de espesores de placa media y gruesa, como estructuras de acero y construcción de puentes, maquinaria de construcción y de material rodante , es necesario realizar múltiples pasadas de soldadura que implica casos repetidos de soldadura a solapa durante largos períodos de tiempo. El robot de la serie ARCMAN™ habilita la soldadura de alta calidad debido a un sistema bien diseñado, que utiliza el sensor de arco, así como las tecnologías de control de vibraciones, y; por lo tanto, es capaz de rastrear cualquier distorsión de trabajo causadas por calor de la soldadura.
Sin embargo, desde el 2005 cuando el controlador convencional “tipo CA” fue desarrollado, los requisitos para la calidad de la soldadura y la eficiencia se han estrechado, llevándonos a desarrollar un robot con movimientos más complejos y una mayor capacidad para almacenar y utilizar datos e historia del procedimiento de soldadura.
El controlador tipo CB, por lo tanto, ofrece funcionamientos altos, así como programas simplificados que respondan a las necesidades de una soldadura automatizada más avanzada. Debido a que la enseñanza puede ser un proceso que consume tiempo, especialmente para soldar estructuras de gran tamaño, la consola ha sido rediseñada para permitir una enseñanza fácil y cómoda del robot. La Figura 1 muestra el controlador tipo CB con la consola de programación rediseñada.
La Tabla 1 muestra las principales especificaciones del controlador tipo CB y la nueva consola de de programación para el controlador. Ver Tablas 2 y 3 para una comparación de las especificaciones entre los controladores tipo CA y CB de tipo convencional y sus consolas de programación, respectivamente.
| Controlador tipo CB | |
|---|---|
| Dimensión Externa | 600W x 950H x 400D (mm) |
| Condición de funcionamiento | Temp.: 0-45°C ; Humedad : 20-90% |
| Fuente de energía | AC200V/220V ; fase 3 ; 50/60Hz |
| N° de ejes que son controlado | 18 ejes |
| N° de ejes constuidos | Máx. 3 ejes ; 3.6 kw totales o menos (deslizador: 3 ejes/ Posicionador: 2 ejes) |
| E/S Externa genérica | Entrada estándar: 38 puntos (156 máx.) Salida estándar: 18 puntos (136 máx.) La E/S análoga puede ser conectada. |
| Memoria interna | Programa: hasta #9,999 ; Banco de datos: hasta #9,999 |
| Equipo que es conectado | Manipulador: ARCMAN™ MP & GS Fuente de energía : SENSARC™ AB500 & CS500 (disponible desde octubre 2016) |
| Consola de programación | |
|---|---|
| Pantalla de cristal líquido | Panel táctil de color ; 640 x 480 (píxeles) ; 5.7 pulgadas |
| Conexión de cable | Conexión de conector |
| Durabilidad de la llave | Hoja de revestimiento y protección |
| Memoria externa | SD |
| Peso | 0.95 kg |
| Lenguaje | Japonés ; inglés ; chino y coreano (planeado) |
| Controlador tipo CB | Tipo convencional | |
|---|---|---|
| Dimensión externa (mm) | 600W x 950H x 400D | 600W x 1100H x 400D |
| Condición de funcionamiento | Temp : 0-45°C ; Humedad : 20-90% | Igual |
| Fuente de energía | AC200V / 220V ; fase 3 ; 50 / 60Hz | Igual |
| Clase protectora | IP54 (IP4X para protección de ventilador) | Igual |
| No. De ejes a ser controlados | 18 ejes | 13 o 18 ejes |
| No. de ejes construidos | 3 ejes máx. ; 3.6 kw totales o menos (Deslizador : 3 ejes/Posicionador : 2 ejes) |
Igual |
| E/S Externa genérica | Entrada estándar : 38 puntos (156 máx.) Salida estándar : 18 puntos (136 máx.) E/S análoga puede ser conectada. |
Entrada estándar : 48 puntos (96 máx.) Salida estándar : 48 puntos (96 máx.) E/S análoga no puede ser conectada. |
| No. de ejes contruidos | Programa : hasta #9,999 ; Banco de datos : hasta #9,999 | Programa : hasta #999 ; Banco de datos : hasta #999 |
| Consola de programación tipo CB | Colgante convencional | ||
|---|---|---|---|
| Pantalla de cristal líquido | Panel táctil de color ; 640 x 480 (píxeles) ; 5.7 pulgadas | Negro & blanco ; 320 x 240 (píxeles) ; 5.7 pulgadas | |
| Interruptor | Parada de emergencia | Sí | Sí |
| Habilitar | 2 Nos.máx. (lado de la mano derecha opcional) | 2 No. | |
| Servo “ENCENDIDO” | Sí | NIL | |
| Arco “ENCENDIDO/APAGADO" | Sí | NIL (hoja de especificaciones: Sí) | |
| Pausa | Sí | NIL (hoja de especificaciones: Sí) | |
| Verificación delantera en el lado trasero | Sí | NIL | |
| No. De llaves | 57 | 54 | |
| Conección de cable | Conexión del conector | Conectado directamente a circuitos impresos | |
| Duración de la llave | Hoja de revestimiento y protección | No | |
| Memoria externa | SD | CF | |
| Peso | 0.95 kg | 1.1 kg | |
| Lenguaje | Japonés, inglés, chino y coreano (planeado) | Japonés, inglés y chino | |
2. Características del controlador tipo CB
2.1 Alto rendimiento requerido para soldadura de placas de espesor medio y grande
Comparado con el tipo convencional, la capacidad de comprobar del controlador tipo CB es tres veces mayor o más, gracias a una velocidad de computación más rápida y un sensor de arco más preciso, y esto se espera que incremente aún más en el futuro.
La memoria interna se ha incrementado drásticamente, tanto en términos de la cantidad de programas de enseñanza que puede almacenar (desde N° 999 a N° 9,999), así como el tamaño del banco de datos (archivo de parámetros de soldadura).
El controlador tipo CB puede afrontar con pequeños varios tamaños de varios tipos, ya que mientras los programas de enseñanza se han subdividido, los parámetros óptimos de soldadura se pueden conservar en el controlador.
El tiempo de detección se ha reducido en un 20% (en base a un resultado de prueba interna), mientras que la precisión de la función de detección táctil ha sido mejorada, mediante la utilización de un alto grado de tecnología de control basada en el modelo. Finalmente, el controlador tipo CB responde a las necesidades del cliente mediante la mejora de la productividad con un menor tiempo de contacto.
2.2 Buena operatividad
La consola de programación (ver Figura 2) ha sido diseñada para ser ligera en peso, para tener una pantalla fácilmente visible y para mantener una excelente operatividad y sensibilidad. Estos son los factores que los clientes califican más altamente.

Figure 2 : Nueva consola de programación para el
controlador tipo CB
La consola de programación pesa 0.95 kg, 15% más ligero que la convencional. Como la más ligera y mejor optimizada en términos de balance de peso en la industria robótica, es fácil de llevar y reduce carga del operador.
Además, la interfaz ofrece un entorno operativo amigable con el usuario, incluso para los principiantes, con un intuitivo panel táctil con iconos y comandos en colores fácilmente distinguibles en base a las funciones, como se muestra en la Figura 3. La pantalla del panel táctil puede mostrar los idiomas: japonés, inglés o chino a través de un comando simple. La lengua coreana pronto estará disponible.
La figura 4, muestra como las teclas de función remotas para movimientos de robot están ordenadas en un patrón cruzado que, hace coincidir, la ubicación de las teclas con las direcciones del movimiento del robot; mejorando la operatividad durante proceso lento y reduciendo el error de operación.

Figure 3 : Pantalla del panel táctil (parte superior)
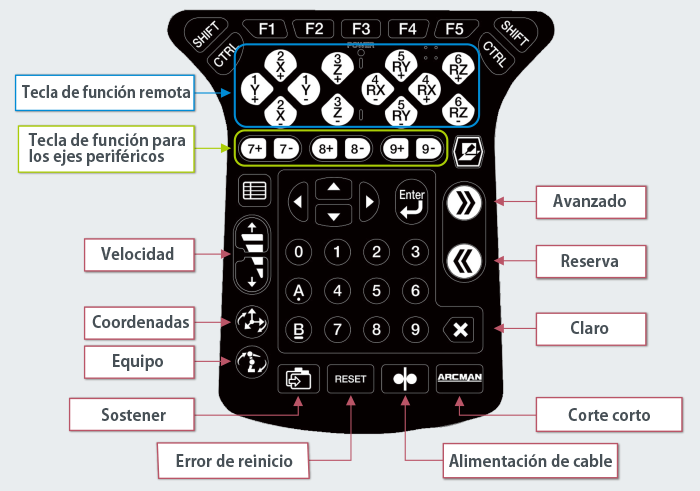
Figure 4 : Nuevas teclas de operación del panel táctil (parte inferior)
2.3 Funciones altas que satisface diversas demandas de soldadura
2.3.1 Soldadura en ángulo recto horizontal eficiente
Un nuevo patrón de tejido hacia atrás y hacia adelante a lo largo con el tejido convencional derecha-izquierda (ver la Figura 5), utilizado en combinación con una función que establece el voltaje de arco a ambos lados del miembro, vertical y plano; independientemente, permite a un robot conseguir 6 mm de longitud de pierna con un diámetro de 1,2 mm. El cable sólido, corriente tan alta como 450 amperios, y velocidad de 700 mm / min, mientras se mantienen soldaduras de alta calidad sin corte por debajo o superposición. Este tipo de trabajo puede ser aplicado a soldadura de maquinaria de construcción, maquinaria agrícola y plataformas de camiones de tamaño pequeño.
La Figura 6 compara las formas de cordón obtenidas cuando es soldado mediante la nueva función de tejido descrita anteriormente o por el método convencional.
Mientras similares soldaduras en ángulo recto horizontal pueden llevarse a cabo por los sistemas de soldadura robótica de series ARCMAN™ convencionales utilizando la función de sensor de arco, se requieren velocidades de soldadura más bajas (longitud de la pata aplicable de 4 a 8 mm).
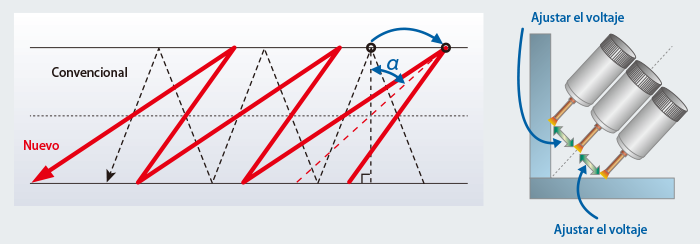
Figure 5 : Soldadura en ángulo recto horizontal a velocidad de soldadura alta
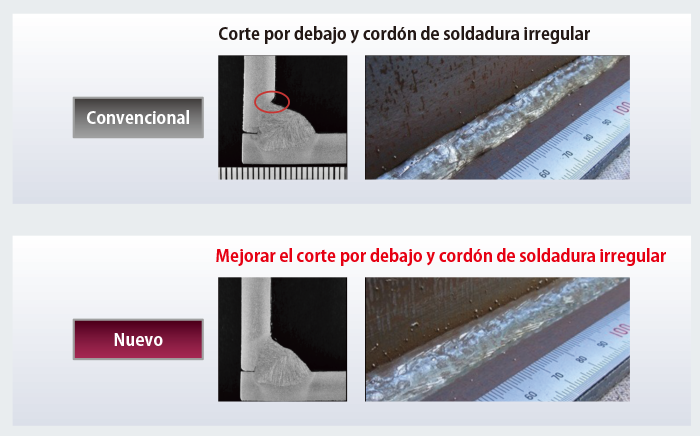
Figure 6 : Resultados de la soldadura en ángulo recto horizontal a velocidad
de soldadura alta
2.3.2 Más funciones de soldadura automática.
El controlador tipo CB viene pre-instalado con más de 350 parámetros de soldadura y patrones de secuencia de paso que han probado ser útiles en soldadura real. Por lo tanto, incluso los principiantes, pueden configurar de forma segura los parámetros de soldadura. Dado que los usuarios también pueden añadir sus propios parámetros, que pueden acumular conocimientos que se pueden ampliar a otros sistemas de soldadura robótica.
2.3.3 Soporte para la producción visualizada
El nuevo controlador puede almacenar 20 veces el número de movimientos del robot y los registros de resultados de la soldadura más que la convencional. Y mejora en gran medida la productividad mediante la prevención de paradas momentaneas mediante la incorporación de AP-SUPPORT™, que es el software de apoyo de producción desarrollado por Kobe Steel que visualiza causas del fracaso de la producción. Este sistema contribuye en gran medida a promover la informatización y la visualización en las industrias manufactureras.
Los programas de enseñanza y parámetros de soldadura en el controlador tipo CB permiten una total compatibilidad con versiones anteriores de los controladores de tipo convencional. Por lo tanto, los clientes que ya han estado utilizando los sistemas de soldadura de la serie ARCMAN™ pueden actualizar el último modelo en el menor tiempo.
3. Posdata
En este artículo, se discutieron las características del controlador de tipo CB recientemente desarrollado, junto con un ejemplo de resultados de soldadura.
Se espera que la tecnología de procedimiento de soldadura se desarrolle en paralelo con nuevos desarrollos de los sistemas de soldadura robótica, incluidos los controladores, fuentes de energía de soldadura y equipos periféricos, llevando a las soluciones de soldadura totales que Kobe Steel siempre persigue.
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




