

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.21: TRUSTARC™ DW-A62LSR (A5.29 E91T1-GM) mejora la resistencia a la muesca del metal de soldadura HSLA después de PWHT
Técnica Destacada Vol.21
Vol.21: TRUSTARC™ DW-A62LSR (A5.29 E91T1-GM) mejora la resistencia a la muesca del metal de soldadura HSLA después de PWHT

En la construcción de estructuras como tanques esféricos y recipientes de presión, las soldaduras se someten a un tratamiento térmico post soldadura (PWHT por sus siglas en inglés), para reducir las tensiones residuales inducidas por la soldadura y para mejorar la resistencia a la fractura y las propiedades de fatiga de las soldaduras. Dado que estas estructuras son cada vez más grandes y se están operando a presiones aún más altas, junto con el reciente crecimiento de la demanda de energía, los materiales de acero utilizados se han fortalecido cada vez más. Para las compañías con tal tendencia, se ha desarrollado el modelo TRUSTARC™ DW-A62LSR, un alambre de núcleo fundente tipo rutile (FCW), para materiales de acero de clase HT610 o superior, que satisface los siguientes requisitos:
Soldadura: TS≧621MPa (90ksi), vE≧27J a-60℃
PWHT: TS≧586MPa (85ksi), vE≧27J a-40℃
La Tabla 1 muestra la composición típica del metal depositado con TRUSTARC™ DW-A62LSR.
| C | Si | Mn | P | S | Ni | otros |
|---|---|---|---|---|---|---|
| 0.05 | 1.14 | 1.29 | 0.007 | 0.008 | 2.59 | Mo, Ti, B |
Las Figuras 1 y 2, muestran la relación entre las condiciones PWHT y las propiedades mecánicas del metal depositado.
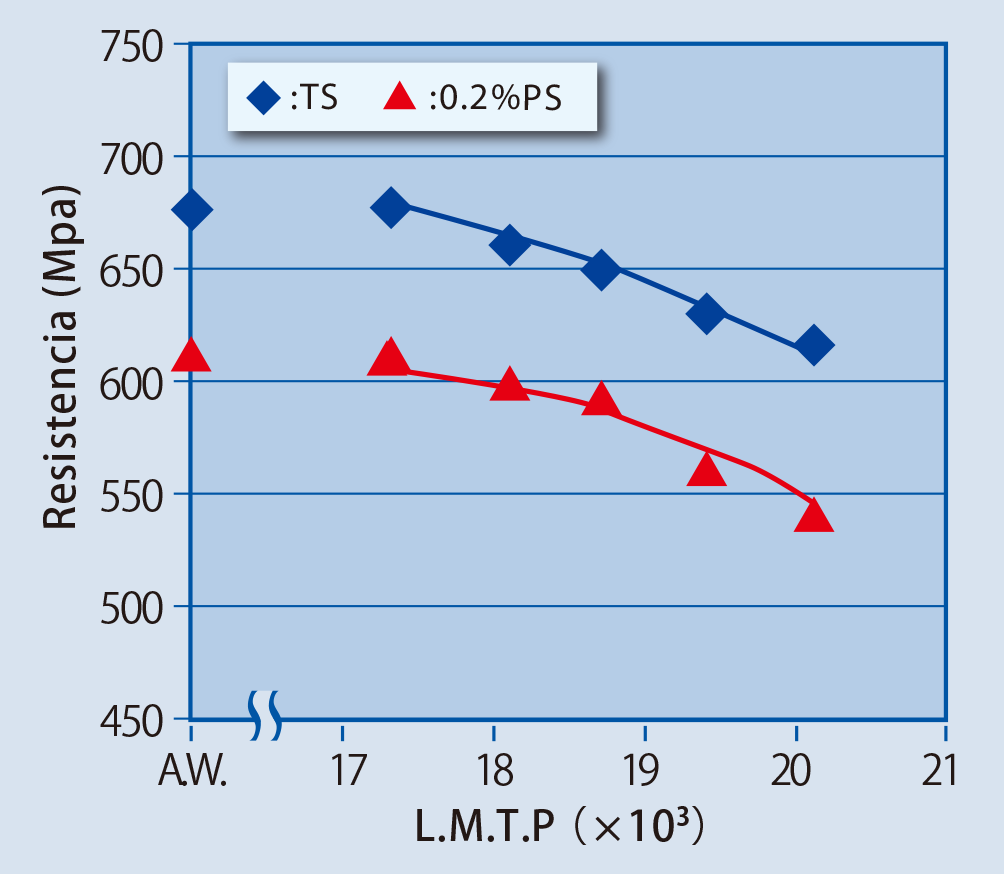
Figure1: Relación entre la resistencia a la tensión y el Parámetro de Larson Miller (LMTP por sus siglas en inglés)
LMTP=T (20+log t).
(T: Temperatura [K]; t: Tiempo de espera [hora])
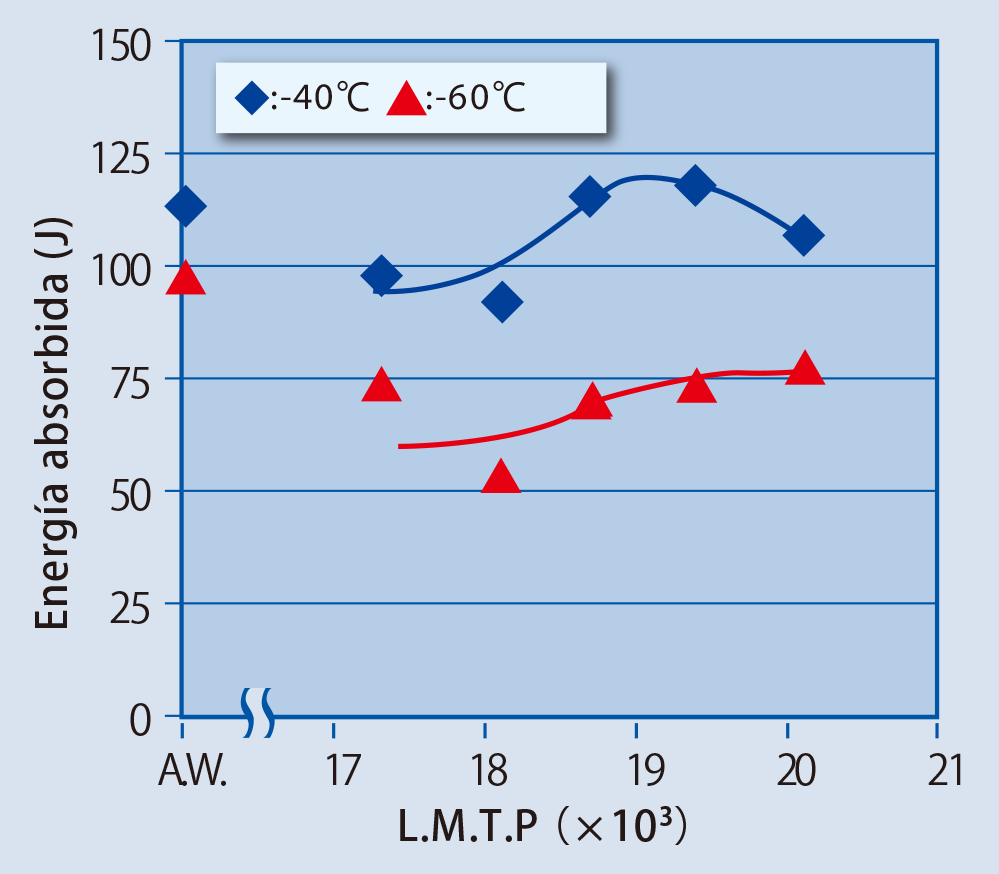
Figure2: Relación entre la energía absorbida u LMTP
Se estudió el efecto de la inserción de calor (radio de enfriamiento a 540ºC [ºC/seg], calculado mediante la ecuación de Rosenthal), sobre la resistencia a la tracción y la energía absorbida del metal depositado en condiciones de soldadura y PWHT. Los resultados se muestran en las Figuras 3 y 4, respectivamente.
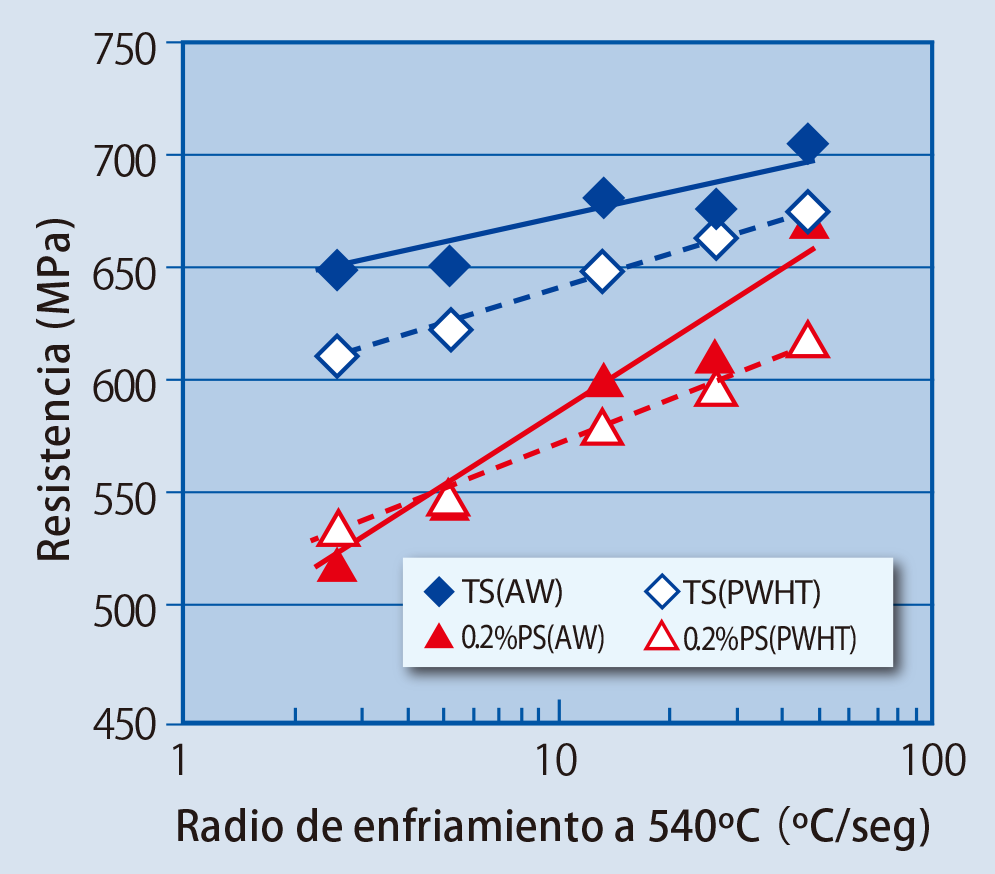
Figure3: Relación entre la fuerza tensil y el radio de enfriamiento a 540ºC en condiciones de soldadura y PWHT (620ºC×8 horas; LMTP=18.7×103)Línea continua: soldadura; Línea punteada: PWHT
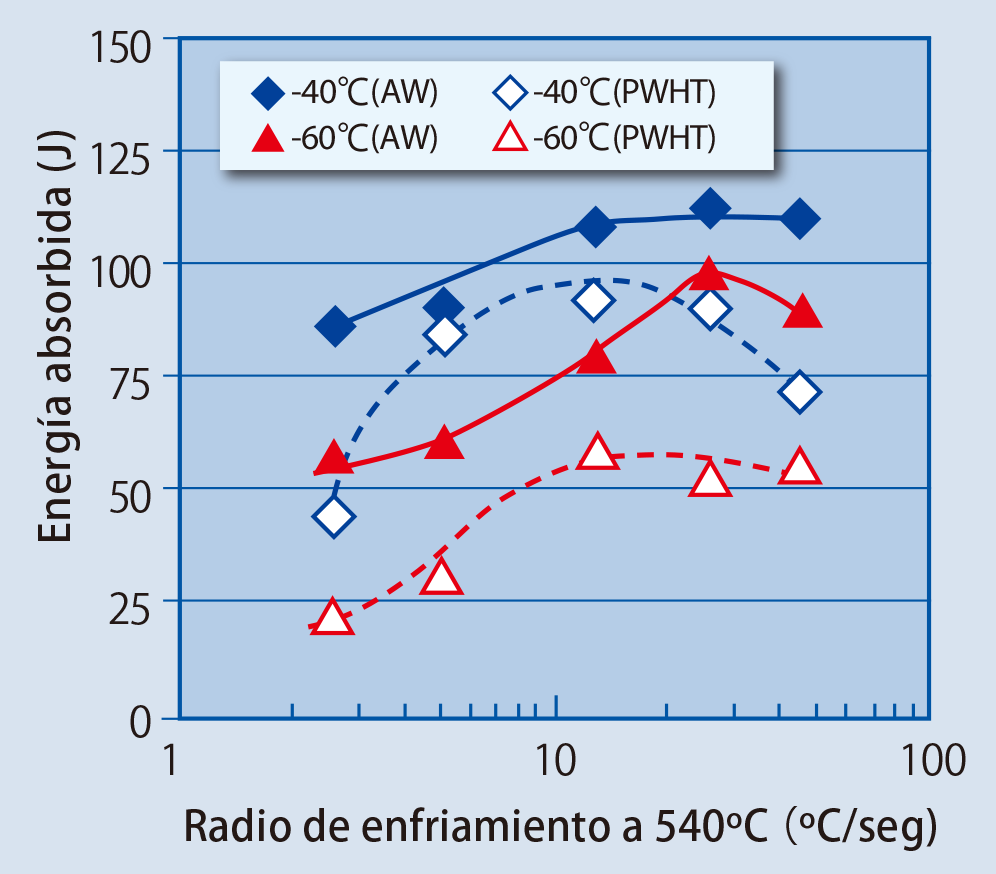
Figure4: Relación entre la energía absorbida y el radio de enfriamiento a 540ºC en condiciones de soldadura y PWHT (620ºC×8 horas; LMTP=18.7×103)Línea continua: soldadura; Línea punteada: PWHT
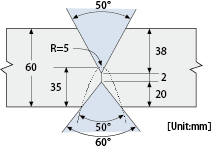
La prueba de la junta de la soldadura a tope, fue realizada bajo las condiciones mostradas en la Tabla 2.
| Alambre para soldadura | DW-A62LSR (1.2mmΦ) |
|---|---|
| Metal base | Acero de clase TS610MPa (60mm de ancho) |
| Dimensión de la ranura |
|
| Posición y parámetros de soldadura (entrada de calor) |
(1) Plano (1G): 270A-28V (1.2kJ/mm) (2) Horizontal (2G): 260A-28V (0.8kJ/mm) (3) Vertical arriba (3G): 220A-24V (2.4kJ/mm) |
| PWHT | Soldadura & 620℃ × 8 horas (LMTP 18.7 × 10³) |
| Temperatura de precalentamiento e interpase | 90-110℃ y 140-160℃ |
| Gas de protección | 80%Ar-20%CO2; 25 l/min |
La Figura 5, muestra la macro estructura de las juntas soldadas en las posiciones 1G, 2G y 3G. Los resultados de la prueba de las propiedades mecánicas, en las condiciones del soldado y en PWHT, se muestran en la Tabla 3..
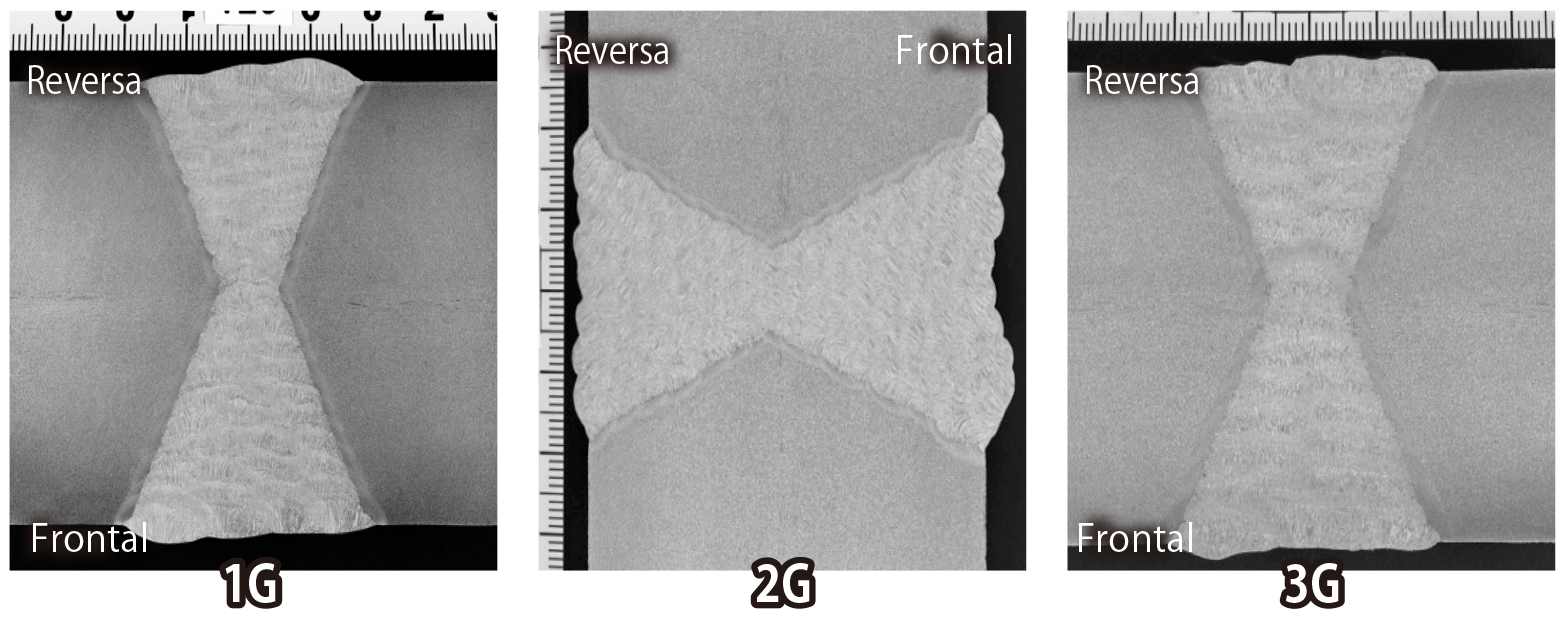
Figura 5: Macro estructura de las juntas de soldadura (de izquierda a derecha las posiciones 1G, 2G y 3G)
| Posición | Condición PWHT | Propiedades tensoras | Resistencia de la muesca | ||||
|---|---|---|---|---|---|---|---|
| 0.2%PS [MPa] |
TS [MPa] |
El [%] |
Energía absorbida | ||||
| -60℃ | -40℃ | ||||||
| 1G | AW *1 | 713 | 748 | 22 | 67 | 81 | |
| PWHT *2 | 627 | 692 | 22 | 41 | 61 | ||
| 2G | AW *1 | 722 | 752 | 22 | 81 | 91 | |
| PWHT *2 | 678 | 721 | 27 | 47 | 62 | ||
| 3G | AW *1 | 640 | 706 | 24 | 61 | 90 | |
| PWHT *2 | 619 | 686 | 28 | 31 | 64 | ||
*1 AW: as welded *2 PWHT: 620℃ x 8 hours
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




