

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.24: Proceso híbrido de soldadura MAG en Tándem: Un efectivo métodos de reducción de porosidad para soldadura de placas de acero revestidas en imprimación.
Técnica Destacada Vol.24
Vol.24: Proceso híbrido de soldadura MAG en Tándem: Un efectivo métodos de reducción de porosidad para soldadura de placas de acero revestidas en imprimación.
1.Introducción
En astilleros navales y construcciones de puentes, el producto que sirve para iniciar el proceso en el taller es la imprimación, es generalmente aplicado en la superficie de una placa de acero para prevenir temporalmente la oxidación durante la producción de bloques. Sin embargo, cuando una placa de acero revestida con imprimación es soldada, la pintura base frecuentemente genera porosidad (agujeros de soplado y picaduras) porque el calor del arco descompone pirolíticamente la primera película, la cual se evapora y genera gas que queda atrapado en el metal soldado, en el proceso de solidificación como se muestra en la Figura 1.

(a) Apariencia del cordón.

(b) Macroestructura de corte transversal.

(c) Observación de la superficie fracturada.
Figura 1: Defectos de la porosidad causada por la soldadura de placas de acero revestidas en imprimación:
Para mejorar la resistencia a la porosidad en soldadura de placas de acero revestidas en imprimación, se ha investigado el ajuste de la composición de los iniciadores utilizados en los puntos de acero 1), ajustando los formadores de escoria en consumibles de soldadura2-4) e incluso desarrollando un eficiente proceso de soldadura en tándem en el que los mismos hilos tubulares (FCWs) con composiciones químicas apropiadas5) son aplicadas para ambos electrodos.
Sin embargo, a pesar de investigar aceros, consumibles de soldadura y procesos del mismo, la investigación aún no ha encontrado una solución satisfactoria a los problemas descritos anteriormente.
Por otro lado, nuevos estudios de investigación han permitido al autor *1 entender mejor el mecanismo de generación de porosidad con la observación de la misma a través de rayos x y experimentos buscando correlacionar la porosidad y profundidad de penetración. Como resultado, se ha generado un nuevo método que emite gas a partir del metal soldado en una etapa temprana, llamado el nuevo proceso de soldadura MAG Hibrido Tándem, que combina el uso de un cable sólido como el electrodo principal (LE) para obtener una penetración más profunda y un FCW como el electrodo posterior (TE) para lograr una superficie del cordón lisa.
2.Efectos de la soldadura de placas de acero revestidas con imprimación mediante un proceso de soldadura convencional
Se realizaron pruebas de soldadura de filete horizontal, frecuentemente utilizada en astilleros y construcción de puentes, obteniendo una longitud 7mm de pata con FCWs y gas de protección de CO2 al 100% en ambos procesos convencionales de electrodo simple y procesos de electrodo en tándem. Las condiciones de soldadura se muestran en la tabla 1.
| Tipo de recubrimiento y espesor de la película | Imprimación de zinc no orgánico; 30μm | ||
|---|---|---|---|
| Gas protector | CO2 al 100% | ||
| Proceso de soldadura | Individual | Tándem | |
| Electrodo | - | Principal (L) | Colgante (T) |
| Soldadura de cable/Dia (mm) | FCW/1.4 | FCW/1.6 | FCW/1.6 |
| Distancia entre el extremo de la punta de contacto y el metal de base (mm) | 25 | 25 | 25 |
| Ángulo de la antorcha θ1 (°) | 45 | 45 | 45 |
| Ángulo de la antorcha θ2 (°) | 0 | 7 (Declinado hacia atrás) |
7 (Declinado hacia delante) |
| Corriente de soldadura (A) / Voltaje del arco (V) | 330/34 | 430/32 | 320/30 |
| Velocidad de soldadura (mm/min) | 400 | 1000 | |
| Distancia entre electrodos (mm) | - | 25 | |
Después de soldar, se desarrollaron pruebas radiográficas (PR) en las muestras de pruebas tal como se ve en la Figura 2. Los resultados de observación de ambos procesos de soldadura en electrodo individual y en tándem se muestran en la Figura 3.

Figura 2: Método RT
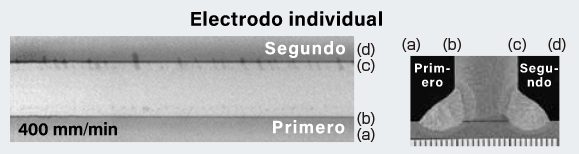
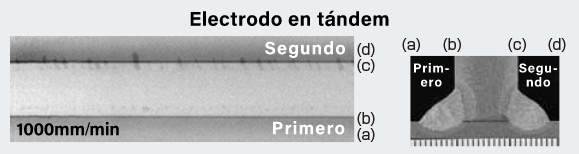
Figura 3: Resultados RT de prueba de radiografía en procesos de soldadura individual y en tándem
Cuando se irradia una radiografía en la parte superior de una muestra de prueba, como se ve en la Figura 2, los orificios de soplado aparecen más oscuros que la soldadura circundante en la película de rayos X. En la figura 3, se pueden observar varios orificios de soplado en las soldaduras de filete obtenidas de ambos procesos de soldadura; reveladoramente, los orificios de soplado se inician en la parte inferior del miembro vertical que toca la superficie del miembro horizontal (en lo sucesivo denominado la parte inferior de la raíz) y aparecen en una línea a lo largo de la parte inferior de la raíz. Además, aparece más porosidad en el segundo lado que en el primero porque el gas evaporado emite solo desde el segundo lado durante la soldadura, ya que el primero está cerrado por la soldadura.
3.Desarrollo del método de reducción de porosidad
La investigación sobre soldadura de chapas de acero delgadas recubiertas de Zn ha demostrado que obtener la correcta penetración profunda bajo el arco ajustando los componentes de gas de protección, formas de onda pulsada y/o composiciones de soldadura de alambre puede reducir la porosidad ya que la mayoría del gas de Zn se emite directamente debajo del arco 6-8). El autor ha desarrollado, por lo tanto, un método apropiado de reducción de porosidad para la soldadura de filete horizontal asumiendo que el mecanismo para generar porosidad en soldadura de placas de acero revestidas en imprimación debe ser el mismo que para la chapa de acero recubierta con Zn.
Se considera que en el proceso convencional, el cebador vaporizado ingresa al grupo fundido, causando porosidad, empezando por la raíz. El autor, por consiguiente, propuso la hipótesis que la porosidad no se generaría si la parte inferior de la raíz se derrite por completo; en otras palabras, si la parte no fundida de la parte inferior de la raíz se reduce a cero, se vaporizará y emitirá el 100% de la imprimación. Por lo tanto, la penetración profunda y estable es esencial para eliminar toda la parte no fundida.
En la investigación actual, se estudiaron varios métodos de soldadura que obtienen una penetración profunda y estable. Al cambiar los parámetros de soldadura, fue posible observar cómo la profundidad de penetración y la cantidad de material no fundido influyen en la aparición de orificios de soplado. Estos mecanismos de generación de porosidad fueron verificados usando una cámara de video de alta velocidad de transmisión de rayos X.
4.Factores que influyen en la profundidad de penetración
Debido a que investigaciones anteriores se habían demostrado que el electrodo LE controla la profundidad de penetración en soldadura tándem 9-10). Se decidió estudiar los efectos de tales factores como el ángulo de la antorcha LE del electrodo principal, la corriente de la soldadura y el voltaje del arco en la profundidad de penetración. Las condiciones de soldadura aparecen en la tabla 2; las definiciones para una profundidad total de penetración (Lpenetración), la parte no fundida del lado inferior de la raíz(LRoot) y la longitud de la pierna (Lleg) se muestran en la Figura 4.
| Placa de acero y tipo de revestimiento: espesor de la película | SM490A 12 mm y imprimación de zinc no orgánico: 30μm | |
|---|---|---|
| Gas protector | 100%CO2 | |
| Electrodo | LE | TE |
| Alambre de soldadura (Dia mm) | Cable sólido: 1.6 | FCW: 1.4 |
| Distancia entre el extremo de la punta de contacto y el metal base (mm) | 13 | 25 |
| Ángulo de la antorcha θ1 (°) | 5-45 | 45 |
| Ángulo de la antorcha θ2 (°) | 7 (declinado hacia atrás) |
7 (declinado hacia adelante) |
| Corriente de soldadura (A) | 350-550 | 300-370 |
| Voltaje de arco (V) | 20-35 | 30-37 |
| Velocidad de soldadura (mm / min) | 1000 | |
| Distancia entre electrodos (mm) | 30 | |
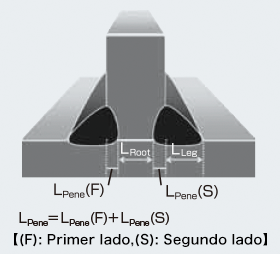
Figura 4: Definición de Lpenetración, LRoot y Lleg
La Figura 5 muestra la relación entre los ángulos de antorcha de LE y Lpenetración (F), la profundidad de penetración en el primer lado.
Se encontró que a medida que la dirección de penetración cambia gradualmente, Lpenetración (F),aumenta y es particularmente óptima cuando θ1 se cambia de 45 ° a 20 °. Después de este hallazgo, el ángulo de la antorcha de LE θ1 se fijó a 20 ° para evitar que la antorcha interfiera con el miembro plano. La relación entre la corriente de soldadura de LE y la profundidad de penetración se muestra en la Figura 6. Indica que cuanto mayor es la corriente de soldadura de LE, más profunda es la Lpenetración principal.
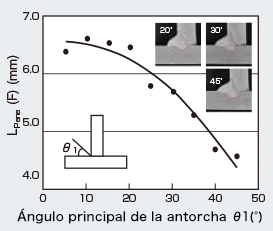
Figura 5: Relación entre los ángulos de la antorcha de LE y la Lpenetración profunda.
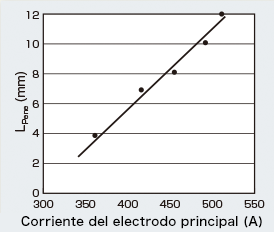
Figura 6: Relación entre la corriente de soldadura de LE y la Lpenetración.
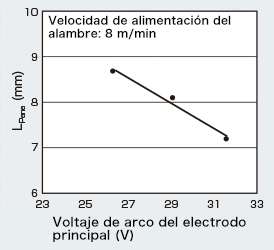
Figura 7: Relación entre el voltaje de arco del LE y la Lpenetración.
La Figura 7 muestra la relación entre el voltaje de arco de LE y la profundidad de penetración. Con la velocidad de alimentación del alambre de LE fijada a 8 m / min, se investigó la influencia de la tensión de arco de LE sobre la profundidad de penetración cambiando el arco voltaico del arco enterrado (manteniendo la longitud del arco extremadamente corta) al arco abierto (manteniendo la longitud del arco extremadamente largo). Como resultado, se descubrió que el menor voltaje de arco se asociaba con un arco enterrado más profundo y un aumento de Lpenetración.
5. Relación entre la aparición de orificios de soplado y profundidad de penetración
5-1. Efectos de la penetración principal en la aparición de orificios de soplado.
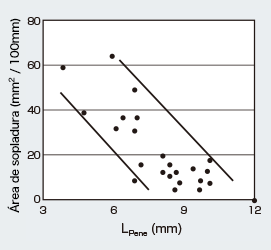
Figura 8: Relación entre Lpenetración y la aparición de orificios de soplado
Como se muestra en la Figura 8, el número de orificios de soplado disminuye a medida que se profundiza la Lpenetración, lo que sugiere que una penetración más profunda es ventajosa para reducir la porosidad. Se supone que el gas vaporizado con imprimación se emite más eficientemente debajo del arco.
5-2. Influencia de la parte inferior no fundida de la raíz (LRoot) en la aparición de orificios de soplado.
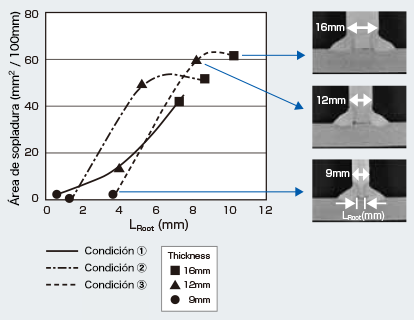
Figura 9: Relación entre LRoot y la concentración de orificios de soplado
Para estudiar el efecto de LRoot en la aparición de orificios de soplado, se realizó soldadura de filete horizontal en la que los parámetros de soldadura se mantuvieron constantes mientras que el grosor de la placa de los miembros verticales se cambió de 9 mm a 12 mm y 16 mm. Para mantener los mismos parámetros de soldadura, Lpenetración se mantuvo constante y solo se modificó la raíz principal. Después de la soldadura, los orificios de soplado en las muestras se compararon usando películas (Pruebas de radiografía). La Figura 9 indica que hay una tendencia a que los orificios de ventilación aumenten en número cuando la LRoot se hace más grande. El resultado se obtuvo bajo todas las condiciones de soldadura probadas. Se supone que a medida que LRoot se hace más grande, la cantidad de gas que queda en la parte de la raíz de ambos miembros aumenta, lo que provoca orificios de soplado.
5-3. Resumen de influencia de cada factor
A partir de los experimentos realizados, surgen dos sugerencias en relación a la reducción de la porosidad:
Mientras el espesor de la placa se mantenga constante, los dos puntos anteriores se reflejan entre sí. Sin embargo, como se mostró en las pruebas preliminares, las medidas para reducir la porosidad son aplicar: a) alta corriente de soldadura, b) bajo voltaje de arco y c) bajo ángulo de soplete (θ1) al LE. Al combinar a) y b) uno puede aplicar un arco enterrado.
6.Observación de la generación de porosidad
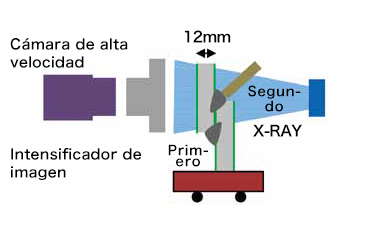
Figura 10: Método de observación usando transmisión de rayos X
Para observar la formación de orificios de soplado, se observó su comportamiento dentro de un baño de fusión durante la soldadura de una junta de soldadura de empalme solapada de 12 mm utilizando una cámara de video de alta velocidad tipo transmisión de rayos X, como se muestra en la Figura 10.
6-1. Comportamiento de orificios de soplado bajo un arco abierto
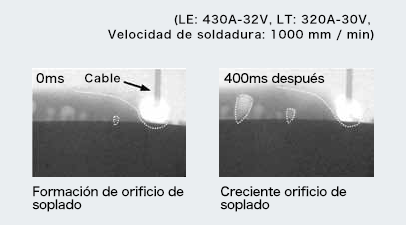
Figura 11: Formación de orificios de soplado en un proceso de soldadura convencional
Cuando se usó un proceso de soldadura convencional que aplicaba una longitud de arco larga en LE, equivalente a un estado de arco abierto, se observó que la porosidad (orificios de soplado y picaduras) comenzó a formarse en la parte de la raíz mientras se evaporaba el gas primario en la parte no fundida de la parte inferior de la raíz se introdujo en el estanque fundido justo detrás del arco (vea la Figura 11). De otra parte, en el lado de solidificación (lado posterior) del grupo fundido, no se observó el fenómeno de emisión de gas o eliminación de gas.
6-2. Comportamiento de la porosidad bajo un arco enterrado
Cuando la longitud del arco de LE se mantuvo extremadamente corta, como se muestra en la Figura 12, se pudo ver que el extremo del cable estaba enterrado en el baño de fusión, haciendo que la fuerza del arco penetre más profundamente en el metal base. Parece que la porosidad no se dará dentro del baño de fusión bajo tales condiciones. La razón es probable que a medida que el baño de fusión justo debajo del arco se empuja hacia atrás y se reduce su espesor, la fuerza que suprime el primer gas disminuye frente a la presión del primer gas en sí, lo que hace que el gas primario se emita del baño de fusión. En otras palabras, la ruta para emitir el primer gas desde el baño de fusión está asegurada (Figura 13).
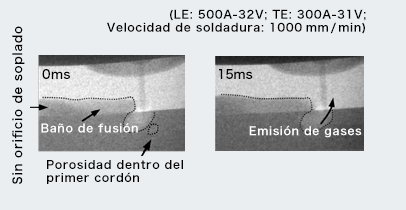
Figura 12: Observación del fenómeno de emisión de gas por el proceso recientemente desarrollado
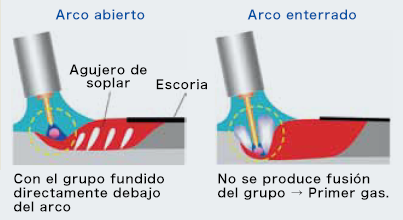
Figura 13: Mecanismo de reducción de la porosidad
Además, cuando se logró la penetración total, a pesar de que unos pocos orificios de soplado permanecieron en la parte inferior de la soldadura del primer lado, se observó que se emitía gas causante de porosidad desde el baño fundido del segundo lado.
7.Desarrollo del proceso de soldadura MAG tándem híbrido.
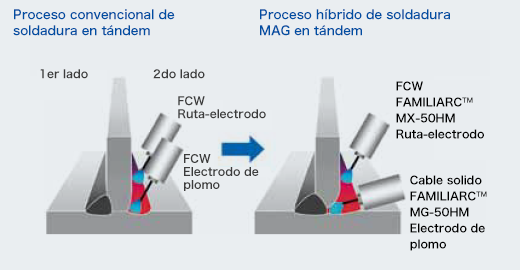
Figura 14: Comparación estructural de procesos de soldadura HTM convencionales y nuevos
Si bien estos experimentos han demostrado que un arco enterrado mejora la resistencia a la porosidad, un inconveniente para el arco enterrado es que causa una mala apariencia del cordón. Teniendo en cuenta estas inquietudes, el proceso de soldadura MAG híbrido en tándem MAG (proceso HTM) se ha desarrollado con el fin de reducir la porosidad mediante el uso de un arco enterrado, manteniendo la forma adecuada del talón. La estructura del sistema se muestra en la Figura 14 11).
El proceso aplica FAMILIARCTM MG-50HM (alambre macizo de 1,6 mm de diámetro) al LE para penetración profunda y FAMILIARCTM MX-50HM (FCW 1,4 mm de diámetro) al LE para obtener una apariencia de cordón suave. Además, la antorcha de EP se inclina 20 ° hacia atrás, para conseguir la penetración más profunda, y la antorcha TL, 45 ° hacia adelante para obtener una apariencia estable y excelente del cordón. Además, el LE utiliza una alta proporción de corriente de soldadura / voltaje de arco, para obtener un arco enterrado a la gran corriente de soldadura. La Figura 15 muestra la resistencia a la porosidad y la forma de penetración y la Figura 16, la apariencia del cordón mediante el proceso HTM. No se generó porosidad en el primer ni en el segundo lado y también se obtuvo una excelente forma del cordón.
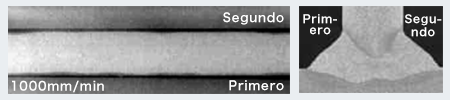
Figura 15: Resultado RT (película de rayos X) y forma de penetración por el proceso HTM

Figura 16: apariencia del cordón por el proceso HTM
8.Posdata
Se formuló la hipótesis de que, para la soldadura horizontal de filete en planchas de acero revestidas con imprimación, la penetración profunda y la minimización de la parte inferior no fundida de la raíz son importantes para reducir la generación de porosidad. Los resultados experimentales se confirmaron mediante la observación directa dentro de piscinas fundidas con una cámara de video de alta velocidad tipo transmisión de rayos X.
El nuevo "proceso híbrido de soldadura MAG en tándem" logra una excelente resistencia a la porosidad al proporcionar un mecanismo para emitir gas vaporizado. Dividiendo dos funciones respectivas en dos electrodos, equipa al LE con un cable sólido para una penetración profunda y el TE con un FCW para una forma de cuenta estable y excelente. El autor desea contribuir a la alta calidad y eficiencia de la soldadura en los campos de la construcción naval y de puentes haciendo que el proceso HTM sea apto para el uso práctico.
Referencia:
[1] M. Kamada: Tipos de cebador y resistencia a la porosidad: “ La revista de soldadura Japonesa,” vol. 62 (1993)
[2] M. Kamada et al: Desarrollo de un alambre con núcleo de fundente para placas de acero pintadas con imprimación inorgánica-zinc: el Encuentro Nacional de “La Sociedad Japonesa de soldadura”, vol. 48 (1991)
[3] S. Maki y otros: Desarrollo de un hilo de flujo para planchas de acero pintadas con imprimación de lavado: el Encuentro Nacional de “La Sociedad Japonesa de soldadura” vol. 43 (1988)
[4] T.Kurokawa: Desarrollos pasados y presentes en alambre con núcleo fundente para soldadura MAG: Kobe Steel Engineering Report, vol. 50, No. 3 (diciembre de 2000)
[5] N. Okui et al: Estudio sobre soldaduras de filete de alta velocidad por arco tándem Proceso MAG: publicación trimestral de “La Sociedad Japonesa de soldadura”, vol. 18, No. 4 (2000)
[6] S. Izutani et al: Reducción de las fumarolas en GMAW de chapa de acero galvanizada: Parte 1: El Encuentro Nacional de La Sociedad Japonesa de soldadura, vol. 90 (2012)
[7] K. Nakamura et al. Reducción de los respiraderos en GMAW de chapa de acero galvanizada: Parte 2: El Encuentro Nacional de La Sociedad Japonesa de soldadura vol. 90 (2012)
[8] S. Izutani y otros: Nuevo proceso de soldadura, "J-Solution Zn", adecuado para acero galvanizado en la industria automotriz: Kobe Steel Engineering Report, vol. 63, No. 1 (abril de 2013)
[9] Y. Yuan et al: Desarrollo de la penetración profunda y el proceso de GMAW en tándem híbrido de baja salpicadura (Parte 1): El Encuentro Nacional de La Sociedad Japonesa de soldadura, vol. 90 (2012)
[10] Y. Yuan et al: desarrollo de la penetración profunda y el proceso de GMAW en tándem híbrido de baja salpicadura (Parte 2): El Encuentro Nacional de La Sociedad Japonesa de soldadura, vol. 92 (2013).
[11] Y. Yuan et al: desarrollo de la penetración profunda y el proceso de GMAW en tándem híbrido de baja salpicadura (Parte 3): El Encuentro Nacional de La sociedad Japonesa de soldadura, vol. 94 (2014)
*1. El nombre del autor
Yimin Yuan
Centro técnico, el negocio de la soldadura, KOBE STEEL, LTD.
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




