

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.25: Consumibles de soldadura serie B91 para aceros de grado 91
Técnica Destacada Vol.25
Vol.25: Consumibles de soldadura serie B91 para aceros de grado 91

1.Prefacio
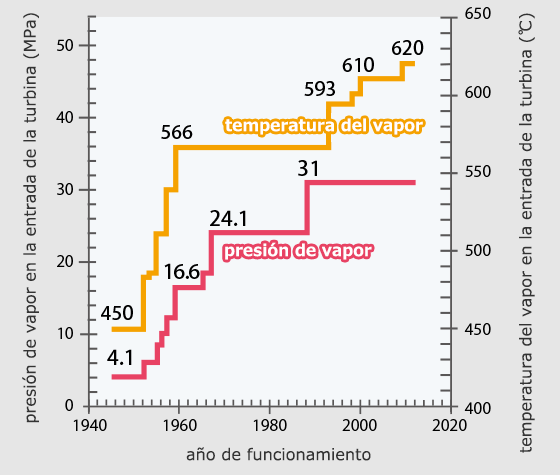
Figura 1: La presión y temperatura del vapor para
la generación de energía térmica en Japón
La mayor preocupación en el campo de la generación de energía térmica es la reducción de las emisiones de CO2. Sin embargo, la forma más efectiva de lograr eso es mejorar la eficiencia de la generación de energía, que requiere vapor a alta temperatura y presión para alimentar las turbinas generadoras de energía. En la Figura 1, se puede ver que las condiciones de vapor (temperatura y presión) en las plantas de generación de energía térmica de Japón han tendido a incrementar a lo largo de las décadas.
Las plantas de generación de energía térmica, por lo tanto, requieren aceros especiales que puedan utilizarse durante largos períodos en condiciones de vapor de alta temperatura y presión; tales como aceros ferríticos resistentes al calor con alto contenido de cromo (Cr) de 9-12 % de Cr. El acero de grado 91 (Gr. 91), es el principal acero ferrítico de Cr que se ha puesto en servicio funcional en calderas de centrales térmicas de todo el mundo. KOBE STEEL, LTD. (KSL) y en español ACERO KOBE, LTDA. (KSL) ha desarrollado y comercializado las Series 9Cb y B9 de consumibles para soldar aceros Gr. 91 y han sido bien recibidos por muchos fabricantes de calderas nacionales y extranjeros.
Por otro lado, un problema relacionado con el acero ferrítico de Cr alto es la cantidad combinada de Mn+Ni, que poco a poco se ha convertido en un tema de regulación. Por ejemplo, organismos internacionales de normalización como ASME y AWS, en consecuencia han comenzado a revisar el tema.
La Serie consumible B91, desarrolladas de acuerdo con estas preocupaciones, serán discutidas como productos que corresponden a los estándares de AWS.
2.Normas internacionales
En los últimos años, los organismos de estándares internacionales han buscado modificar continuamente los requisitos tanto para el contenido de Mn+Ni como para la temperatura del tratamiento térmico posterior a la soldadura (PWHT).
Las tablas 1 y 2 muestran las tendencias de las normas ASME B31.1 y AWS B9 / B91, respectivamente.
| Año | Contenido de Mn+Ni (% de masa) | Límite superior de la temperatura de PWHT en el procedimiento actual (℃ ) | Referencia (Año de revisión) | |
|---|---|---|---|---|
| Condición recomendada | Condición obligatoria | |||
| 2008 hacia atrás | No regulado | 760 | Metal base Ac1: alrededor de 800 | Tabla 132 P-N° 5B Grupo N° 1→ Grupo N° 2 |
| 2009-2013 | Metal desconocido de relleno | 775 | Metal base Ac1: alrededor de 800 | Tabla 132 P-N° 15E Grupo N° 1 (2009) |
| 1.0 Metal de relleno < 1.5 | 790 | |||
| Metal de relleno < 1.0 | 800 | |||
| 2014 hacia adelante | Metal de relleno < 1.2 | 775 | Metal base Ac1: aproximadamente 800 y metal de relleno A1 o A c1*2 | Tabla 132 P-N° 15E Grupo N° 1 (2014) |
| < 1.0 *1 | ー | 125.1.3 (2014) Para reparar la fundición | ||
Nota: *1 B9: SMAW, SAW, GTAW y FCAW
*2 A1 o Ac1 en metales de relleno se determina mediante análisis y cálculo o por medición actual
| Año | Límite superior del contenido de Mn+Ni en metal depositado (% de masa) *1 |
Límite superior de la temperatura de PWHT especificado para la Proceso de prueba (℃ ) |
Referencia (Año de revisión) *2 |
|---|---|---|---|
| Hasta 2004 | No regulado *3 | 759 (SMAW) o 760 | B9: SMAW, GMAW, GTAW (1996) , SAW (1997) |
| 2005-2010 | 1.5 o 1.50 | 775 | B9: GMAW, GTAW(2005) SMAW (2006) SAW (2007) FCAW (2010) |
| A partir de 2010 | 1.40 | 775 | B9 deleted → B91 recientemente establecido B91: SAW (2011), FCAW (2012), SMAW (2014) *4 |
Nota: *1) Química de alambre o varilla en caso de GMAW y GTAW
*2) Especificación AWS N°: SMAW: A5.5; SIERRA: A5.23; GMAW y GTAW: A5.28; FCAW: A5.36
*3) La suma de las cifras del límite superior especificadas de Mn y Ni es 2.25
*4) La revisión de GMAW y GTAW está bajo discusión desde mayo de 2018
Ambas tablas muestran que los límites superiores para el contenido de Mn+Ni se han reducido repetidamente en ambos grupos de estándares. En la soldadura de aceros Gr. 91, ha permitido que los límites superiores en la temperatura para PWHT, que es esencial para reducir la tensión residual después de la soldadura, se simplifique más. Después de una PWHT óptima, el metal soldado Gr. 91 exhibe una estructura de martensita templada que proporciona una excelente resistencia y dureza a altas temperaturas. Sin embargo, se entiende que una vez que la temperatura del PWHT supera el punto de transformación Ac1, la martensita fresca se transforma nuevamente en austenita y, durante el enfriamiento, vuelve a convertirse en martensita fresca, lo que conduce al deterioro de las propiedades de fluencia y dureza. Por lo tanto, el contenido de Mn y Ni debe mantenerse bajo porque estos elementos disminuyen el punto de transformación Ac1. (Ver Gráfica 2)
3.Composiciones químicas y punto de transformación Ac1 de las Series de los consumibles B91 de soldadura
Aunque la Serie de consumibles de soldadura de 9Cb no son totalmente compatibles con las especificaciones AWS porque están diseñados para obtener, en comparación, un contenido alto de Mn + Ni, se han utilizado con éxito en proyectos nacionales y extranjeros en los que los requisitos de temperatura de PWHT han sido relativamente bajos. Sin embargo, en los casos en que las siguientes especificaciones de AWS son obligatorias, particularmente en proyectos en el extranjero, estos bienes de consumo no se podrían aplicar.
KSL originalmente desarrolló y comercializó los consumibles de la Serie B9 para que sean compatibles con las especificaciones de AWS. Los consumibles de la Serie B91 se desarrollaron posteriormente para cumplir con los requisitos más estrictos de AWS en 2012, especialmente las limitaciones, cada vez más estrictas, del contenido de Mn + Ni.
La Tabla 3, muestra las composiciones químicas típicas de metales depositados y puntos de transformación Ac1, y la Tabla 4, explica las propiedades mecánicas típicas después de PWHT de los consumibles de la Serie 9Cb y B91, respectivamente. Se puede ver que los consumibles de la serie B91 están diseñados para proporcionar las propiedades mecánicas designadas después de PWHT mientras que el contenido de Mn + Ni se controla para que sea igual o inferior al 1.0%, menor que el de los consumibles de la serie 9Cb. La Figura 2, muestra la relación entre el contenido de Mn + Ni y los puntos de transformación Ac1 realmente medidos. Se puede ver que los puntos de transformación Ac1 típicos medidos con los consumibles de la Serie B91 muestran 800 ℃ o más. Por lo tanto, es cierto que se pueden aplicar mayores temperaturas PWHT.
| Proceso | Polaridad | Consumibles | Composición química del metal de soldadura (% de masa) | Ac1(℃) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | Mo | Nb | V | Co | N | Mn+Ni | ||||
| SMAW | DCEP | CM-9Cb | 0.05 | 0.26 | 1.38 | 0.97 | 9.21 | 1.10 | 0.02 | 0.21 | - | 0.04 | 2.35 | 733 |
| SAW | AC | PF-200S/US-9Cb | 0.07 | 0.13 | 1.55 | 0.67 | 8.54 | 0.89 | 0.04 | 0.22 | - | 0.03 | 2.22 | 750 |
| GTAW | DCEN | TG-S9Cb (100%Ar) | 0.07 | 0.18 | 1.01 | 0.69 | 8.63 | 0.91 | 0.04 | 0.18 | - | 0.02 | 1.70 | 765 |
| GMAW | DCEP | MG-S9Cb (Ar-20%CO2) | 0.08 | 0.27 | 1.29 | 0.38 | 8.86 | 0.98 | 0.03 | 0.19 | - | 0.02 | 1.67 | - |
| SMAW | DCEP | CM-95B91 | 0.09 | 0.23 | 0.71 | 0.10 | 8.40 | 0.99 | 0.06 | 0.21 | 0.42 | 0.03 | 0.81 | 809 |
| SAW | AC | PF-200S/US-90B91 | 0.09 | 0.29 | 0.74 | 0.16 | 8.64 | 1.03 | 0.04 | 0.20 | 0.40 | 0.04 | 0.90 | 808 |
| GTAW | DCEN | TG-S90B91 (100%Ar) | 0.09 | 0.27 | 0.73 | 0.11 | 8.61 | 1.02 | 0.06 | 0.19 | 0.40 | 0.03 | 0.84 | 820 |
| GMAW | DCEP | MG-S90B91 (Ar-5%CO2) | 0.12 | 0.24 | 0.64 | 0.15 | 8.47 | 0.98 | 0.05 | 0.18 | 0.41 | 0.04 | 0.79 | 813 |
| Proceso | Polaridad | Denominación Comercial | Condición PWHT | 0.2%OS(MPa) | TS(MPa) | vE+20℃(J) |
|---|---|---|---|---|---|---|
| SMAW | DCEP | CM-9Cb | 750℃x5h | 593 | 756 | 129 |
| SAW | AC | PF-200S /US-9Cb |
740℃x8h | 584 | 709 | 95 |
| GTAW | DCEN | TG-S9Cb (100%Ar) |
740℃x8h | 701 | 777 | > 260 |
| GMAW | DCEP | MG-S9Cb (Ar-20%CO2) |
740℃x8h | 568 | 698 | 120 |
| Proceso | Polaridad | Denominación Comercial | Condición PWHT | 0.2%OS(MPa) | TS(MPa) | vE+20℃(J) |
|---|---|---|---|---|---|---|
| SMAW | DCEP | CM-95B91 | 760℃x2h | 593 | 730 | 70 |
| SAW | AC | PF-200S /US-90B91 |
760℃x4h | 578 | 719 | 62 |
| GTAW | DCEN | TG-S90B91 (100%Ar) |
763℃x4h | 579 | 713 | 216 |
| GMAW | DCEP | MG-S90B91 (Ar-5%CO2) |
760℃x8h | 529 | 689 | 74 |
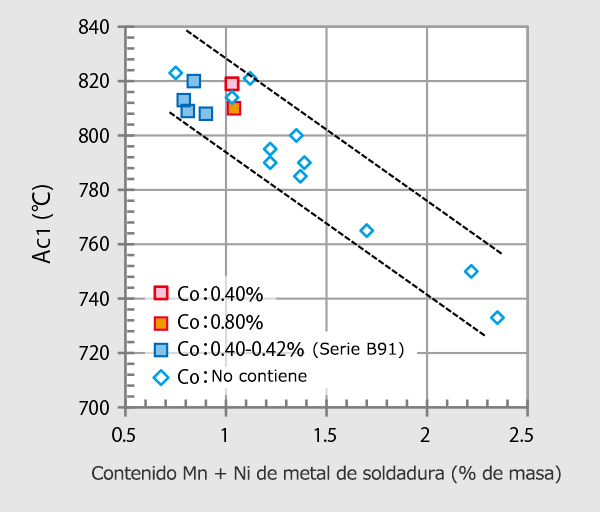
Figura 2: Relación entre el contenido de Mn + Ni y Ac1
Otra característica de los consumibles de la serie B91 es la adición de cobalto (Co). Como lo sugiere la Figura 2, el punto de transformación Ac1 tiende a disminuir en relación con el aumento del contenido de Mn + Ni. Mientras que los consumibles de la Serie B91 contengan Co, no es probable que el elemento afecte al punto de transformación Ac1; después de todo, los consumibles sin Co también muestran un punto de transformación Ac1 que disminuye en relación con los aumentos en el contenido de Mn + Ni. De hecho, el Co se agrega por una razón diferente: restringir la formación de ferrita delta (δ). Además del punto de transformación Ac1, otro factor influyente en los aceros Gr. 91 es la formación de la estructura ferrita δ. Debido a que se desea que una soldadura no contenga una estructura ferrita δ sino un 100 % de estructura martensita, el Instituto de Investigación de Energía Eléctrica (IIEE) propuso un índice llamado balance Cr-Ni (CNB) menor al 10 % en su informe N° 1023199. Guía y Especificaciones para plantas de energía fósiles de alta confiabilidad".La ecuación de CNB es la siguiente:
CNB = (Cr equivalente) – (Ni equivalente)
= (Cr+6Si+4Mo+1.5W+11V+5Cb+9Ti+12Al) – (40C+30N+4Ni+2Mn+1Cu) < 10 % (% de masa)
Aunque los Mn y Ni son conocidos como los elementos formadores de austenita y la ecuación de CNB también muestra que ellos pueden prevenir la formación de ferrita δ, no se permiten cantidades excesivas de Mn y Ni desde el punto de vista de la especificación AWS así como del punto de transformación Ac1. Por esta razón, se agrega Co, otro elemento formador de austenita, para restringir la formación de ferrita δ sin cambiar el punto de transformación Ac1.
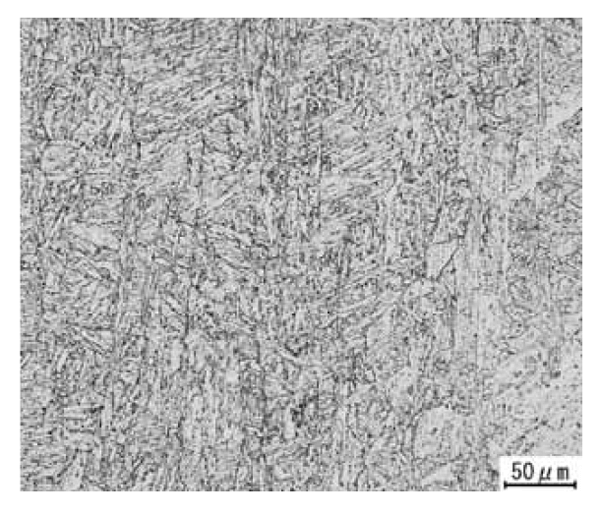
Figura 3: Microestructura de CM-95B91
La Figura 3 muestra la microestructura de TRUSTARC™ CM-95B91 (AWS A5.5 E9015-B91), uno de los consumibles de la serie B91. La estructura martensita templada completa es fácilmente reconocida.
4 Propiedades mecánicas de los consumibles de la serie B91
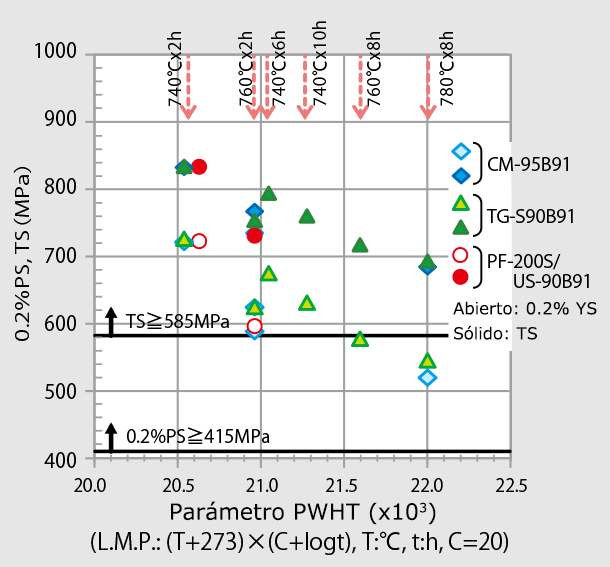
Figura 4: Relación entre L.M.P. y el 0.2% PS., TS
La Figura 4 muestra la relación entre la resistencia a la tracción (TS), el 0.2 % de límite elástico (0.2 % OS) o el 0.2 % de cedencia (0.2 % PS) y el parámetro de tratamiento térmico, llamado Parámetro Larson-Miller (LMP), relacionado al CM-95B91, TRUSTARC™ TG-S90B9 (AWS A5.28 ER90S-B9) y TRUSTARC™ PF-200S/US-90B91 (AWS A5.23 F9PZ-EB91-B91).
Está claro que estos consumibles de soldadura satisfacen completamente los requisitos de propiedad mecánica de los aceros Gr. 91 (0,2 % de PS igual o superior a 415MPa y de TS igual o superior a 585MPa) incluso el L.M.P. = 22.0 x 103 equivalente al parámetro PWHT de 780℃ x 8 horas (es decir, temperatura alta y tiempo prolongado).
La Figura 5 muestra la relación entre L.M.P. y la dureza de la muesca a más de 20℃ .
Si bien la dureza de muesca varía según los consumibles de soldadura, todos los consumibles exhiben una mejor dureza de muesca cuando el L.M.P. es más grande. En casos donde el L.M.P. excede 21.0 x 103, los valores de dureza de muesca obtenidos son suficientes para un uso práctico.
La Figura 6 muestra las propiedades de ruptura por fluencia de CM-95B91 y TG-S90B91.
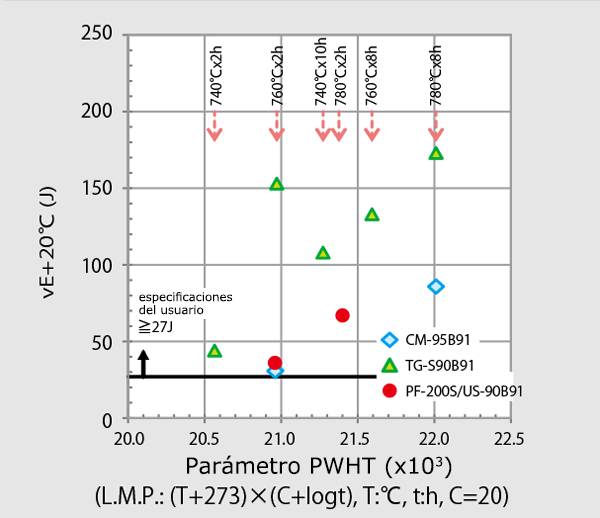
Figura 5: Relación entre L.M.P. y vE +20℃
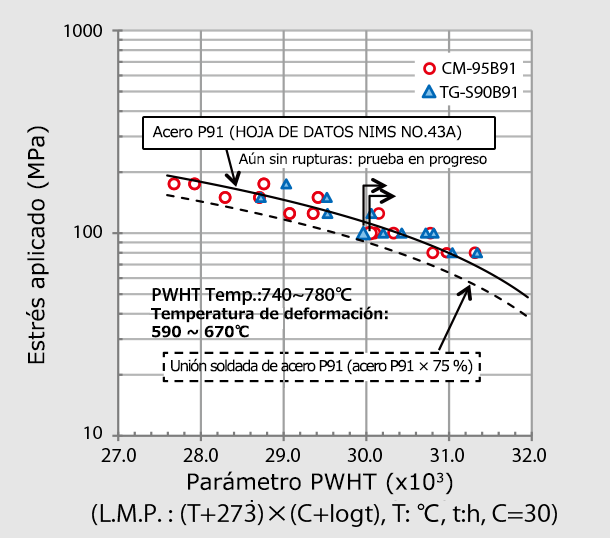
Figura 6: Resultados de la prueba de ruptura
de fluencia de CM-95B91 y TG-S90B91
Confirmándose que estos consumibles proporcionan más propiedades suficientes de ruptura de fluencia que las uniones soldadas (línea punteada), incluso a una temperatura de PWHT tan alta como 780 ℃ . Se están llevando a cabo pruebas de las propiedades de ruptura por fluencia de estos consumibles en un tiempo de fluencia prolongado de 600 ℃ x 100MPa. Por ejemplo, las pruebas de CM-95B91 y TG-S90B91 van 26,000 y 21,000 horas respectivamente y todavía están en progreso.
5.Usabilidad de los conusmibles de la serie B91
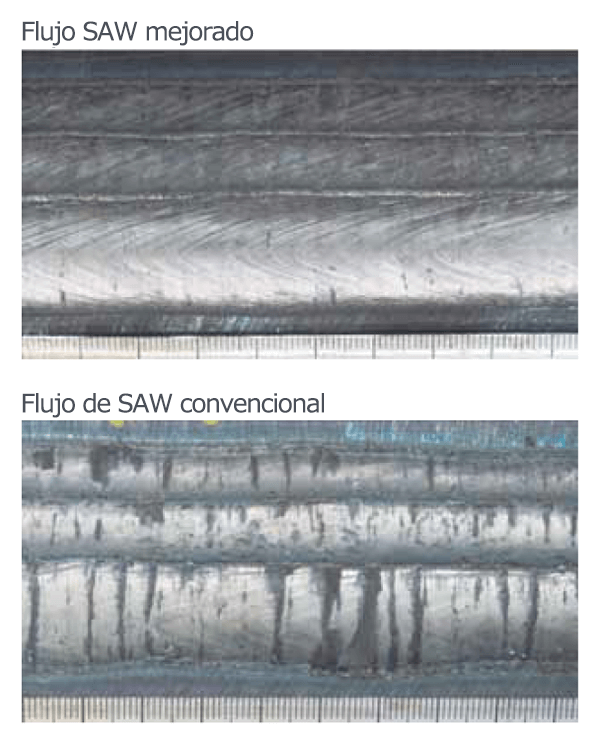
Figura 7: Comparación del aspecto del cordón
por SAW entre flujos mejorados y flujos convencionales
con alambre B91
La usabilidad de los consumibles de la Serie B91 también ha sido mejorada. En cuanto a los electrodos cubiertos para SMAW, las varillas de núcleo de aleación se usan generalmente para estabilizar la calidad del elemento de aleación en soldaduras de aceros ferríticos de alto Cr; sin embargo, la quema del electrodo ocurre con frecuencia durante la soldadura especialmente con corriente continua. CM-95B91 está diseñado para reducir la quema de electrodos y puede lograr la soldadura incluso en un rango mayor de corriente de soldadura que el convencional TRUSTARC™ CM-9Cb.
También se ha reducido un problema peculiar de los consumibles SAW en aceros ferríticos con alto contenido de Cr, es decir, los residuos quemados que se adhieren a la superficie del cordón de soldadura. La Figura 7, muestra una comparación de las apariencias de los cordones por SAW con la combinación de alambre B91 y el flujo recientemente mejorado, y el flujo convencional, respectivamente. Se puede ver que los residuos adheridos a la superficie se reducen en gran medida con el flujo SAW mejorado.
6.Notas sobre el uso
Como los consumibles de la Serie B91 proporcionan metales de soldadura Cr-ferríticos con un alto grado de auto-endurecimiento, en comparación con los de los aceros 1.25Cr-0.5Mo y 2.25Cr-1Mo, sus metales de soldadura también tienen una alta susceptibilidad a grietas posteriores. Por lo tanto, es esencial controlar estrictamente los procedimientos de soldadura. Si las temperaturas de precalentamiento e interpase se controlan adecuadamente, se previenen las grietas posteriores y se pueden obtener metales de soldadura. Por lo general, se recomiendan temperaturas de precalentamiento e interpaso de 250-350 ℃ .
Las impurezas como P y S en los consumibles de la Serie B91 deben mantenerse al mínimo posible para evitar grietas calientes durante la soldadura.
Debido a que los metales de soldadura de los consumibles de la Serie B91 son más susceptibles al agrietamiento en caliente y tienen una mayor región sólida-líquida coexistente que los metales de soldadura de acero de 1.25Cr-0.5Mo y 2.25Cr-1Mo, la soldadura no debe realizarse con una excesivamente alta corriente y velocidad de soldadura desde el punto de vista de su procedimiento. En cuanto a la condición de PWHT, debe seleccionarse cuidadosamente, teniendo en cuenta la resistencia a la tracción requerida y las propiedades de tenacidad de muesca, aunque los consumibles de la serie B91 se pueden utilizar a una temperatura alta, como 760-780 ℃ .
7.Postdata
Hay tres características de los consumibles de soldadura de la serie B91. El primero es que corresponden a estándares internacionales como ASME y AWS.
El segundo es que se pueden aplicar altas temperaturas de PWHT debido a su alto punto de transformación Ac1. Y tercero, están diseñados para obtener excelentes propiedades de ruptura por fluencia incluso en condiciones de alta PWHT. La Tabla 5 compara las características de los consumibles de la Serie B91 y 9Cb.
| Serie B91 | Serie 9Cb | |
|---|---|---|
| Especificaciones AWS | ◎ (Mn+Ni 1.0%) | G grade (Mn+Ni>1.5%) |
| Temperatura recomendada de PWHT | 760-780℃ | 740-760℃ |
| Temperatura Ac1 | Aprox. 800 ℃ | Aprox. 740℃ |
| Propiedades de fluencia | ◎ | ○ |
Nota: ◎: excelente ○: bueno
En el futuro, continuaremos contribuyendo a las expectativas de los clientes en cuanto a las diversas gamas de productos, manteniendo al mismo tiempo una alta confiabilidad y las capacidades para el desarrollo avanzado de los consumibles de soldadura.
[Referencias]
(1) Metales de relleno de acero ferrítico de alta resolución y resistentes al calor para calderas térmicas de energía eléctrica: KOBELCO WELDING TODAY
(2) ASME B31.1: TRATAMIENTO POST SOLDADURA DE CALOR, 132.1 (2014)
(3) ASME Sec. II Parte C, SFA-5.5 (2015)
(4) ASME Sec. II Parte C, SFA-5.23 (2015)
(5) ASME Sec. II Parte C, SFA-5.28 (2015)
(6) ASME Sec. II Parte C, SFA-5.36 (2015)
(7) EPRI 1023199: Directrices y especificaciones para plantas de energía fósil de alta confiabilidad (2011)
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




