

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.26: Consumibles de soldadura "Serie 1Z" para láminas de acero galvanizado
Técnica Destacada Vol.26
Vol.26: Consumibles de soldadura "Serie 1Z" para láminas de acero galvanizado

1.Prefacio
Gracias a su excelente resistencia a la corrosión y eficiencia económica, las láminas de acero galvanizado o láminas recubiertas de zinc (Zn) se utilizan actualmente en muchos campos, como en los automóviles, materiales de construcción, aparatos electrónicos, tuberías de agua y soportes de paneles solares, mejorando la calidad y ampliando la vida de uso de los productos estructurales de acero que utilizan estas láminas.
Sin embargo, las láminas de acero galvanizado son conocidas por su pobre desempeño en soldadura, ya que pueden generar salpicaduras y humo, además de causar defectos de porosidad.
Los consumibles de soldadura de la serie 1Z para láminas de acero galvanizado se desarrollaron para mejorar la facilidad de uso y la resistencia a la porosidad durante la soldadura. En este artículo se describe una variedad de láminas de acero galvanizado y los consumibles de soldadura de la serie 1Z.
2.Características de los diferentes tipos de láminas de acero galvanizado
Una amplia gama de láminas de acero galvanizado están disponibles en el mercado. En la Tabla 1 se muestran algunas láminas típicas y la composición de sus películas de recubrimiento.
| Tipos de láminas de acero galvanizado | Composición de la película de recubrimiento de la lámina de acero | Masa de revestimiento de Zn (g/m2) | |
|---|---|---|---|
| Láminas de acero galvanizado por inmersión en caliente | Láminas de acero galvanizado por inmersión en caliente |  |
60-1000 |
| Láminas de acero galvanizado y recocido (galvannealed) por inmersión en caliente | 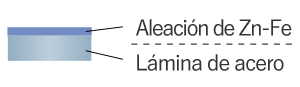 |
30-120 | |
| Láminas de acero recubiertas con aleación de Zn-5% Al por inmersión en caliente | 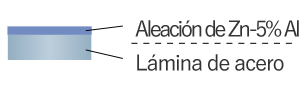 |
60-250 | |
| Láminas de acero recubiertas con aleación de Zn-55% Al por inmersión en caliente | 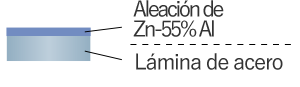 |
60-200 | |
| Láminas de acero recubiertas con aleación de Zn-Al-Mg por inmersión en caliente | 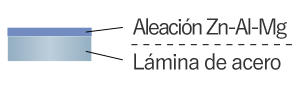 |
60-450 | |
| Láminas de acero galvanizado por inmersión en caliente de doble capa | 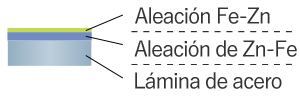 |
3-6/20-60 | |
| Láminas de acero electro-galvanizadas | Láminas de acero galvanizado electrolítico. |  |
3-50 |
| Láminas de acero recubiertas con aleación de Zn-Ni, Fe o Co electrolíticas | 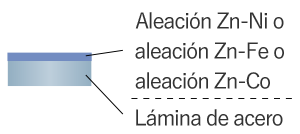 |
10-40 | |
| Láminas de acero prepintadas | Láminas de acero prepintadas galvanizadas por inmersión en caliente con resina orgánica. | 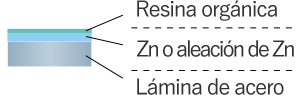 |
25-200μm/60-300 |
| Láminas de acero prepintadas electrogalvanizadas con película orgánica. | 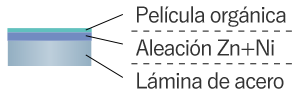 |
1μm/20-30 | |
2-1. Láminas de acero galvanizado por inmersión en caliente
Estas son láminas de acero producidas bajo el método más común, en el que las láminas de acero se sumergen y se galvanizan en un baño a alta temperatura de zinc fundido. Un método similar es el método galvanizado por inmersión en caliente, donde las láminas se galvanizan en una mezcla fundida de Zn y 8-10% de aleación de hierro. Las láminas de acero galvanizadas por inmersión en caliente, llamadas láminas de acero GA, son los principales materiales de acero para la fabricación de automóviles.
2-2. Láminas de acero electrogalvanizadas
Las láminas de acero electrogalvanizadas se galvanizan con Zn mientras se sumergen en un baño de Zn fundido. Cuentan con un revestimiento delgado y uniforme, utilizándose principalmente en aparatos electrónicos.
2-3. Láminas de acero electrogalvanizadas prepintadas con película orgánica.
Son láminas de acero galvanizado en las que el recubrimiento de Zn está cubierto también con una capa adicional de resina o película orgánica. Esto proporciona una mejor resistencia a la corrosión y también es visualmente atractivo.
3. Defectos de porosidad en las láminas de acero galvanizado
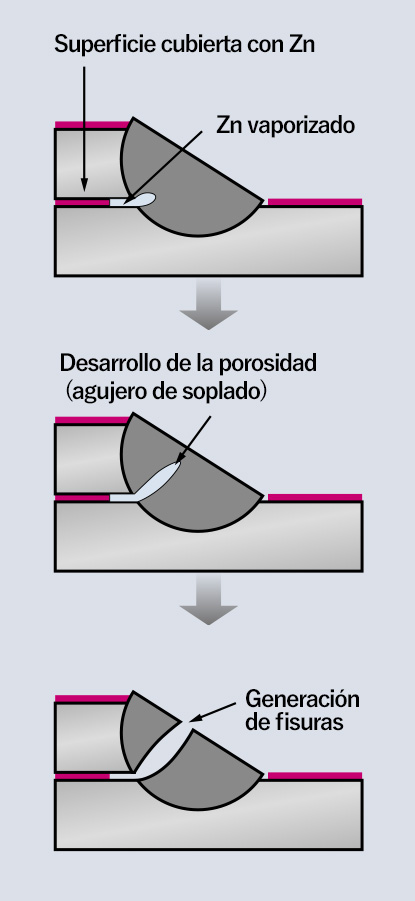
Figura 1: El mecanismo por el que se
genera porosidad en la soldadura a solape
de filete.
El mayor problema en la soldadura de láminas de acero galvanizado es la generación de defectos de porosidad, tales como agujeros de soplado, fisuras y salpicaduras. Desempeño de soldadura de las láminas de acero galvanizado varía según el peso por unidad de área de recubrimiento de película de Zn (en adelante se denominará, masa de revestimiento de Zn) en las láminas de acero. Cuando la masa de recubrimiento de Zn es mayor, aumenta la aparición de defectos de porosidad y/o salpicaduras. La Figura 1 es un dibujo esquemático que muestra el mecanismo de generación de porosidad en la soldadura de ángulo de revestimiento de láminas de acero galvanizado.
Cuando Zn, que tiene un punto de ebullición de aproximadamente 900 ° C se calienta por el arco y se descompone pirolíticamente, se vaporiza y genera una gran cantidad de gas. La porosidad se forma a partir del gas Zn vaporizado que permanece en el baño de fusión. Los efectos de la porosidad incluyen una apariencia pobre del cordón de soldadura, una baja resistencia a la tensión causada por defectos de la sección transversal y una reducción de la productividad debido a las reparaciones, todo lo cual es un problema que se relaciona con la calidad y el costo.
Además, el gas Zn vaporizado impide la transferencia estable de gotas. El gas interfiere el arco cuando se expulsa por debajo de este, lo que hace que las gotas se vuelvan más grandes e incapaces de transferirse fluidamente al baño de fusión; en su lugar, se produce cortocircuitos en el baño de fusión, generando una gran cantidad de salpicaduras.
4.Consumibles de soldadura para láminas de acero galvanizado
La masa de revestimiento de Zn es tan influyente en la soldadura de láminas de acero galvanizado que la selección de los métodos de soldadura y los consumibles es extremadamente importante. La Tabla 2 muestra las características de los nuevos consumibles de soldadura de la Serie 1Z para láminas de acero galvanizado, mientras que la Tabla 3 muestra las composiciones químicas y las propiedades mecánicas de sus metales depositados.
| Marcas comerciales | Gas de protección | Polaridad | Dia (mm) | AWS/JIS | Masa de recubrimiento Zn recomendada (g/m2) | |
|---|---|---|---|---|---|---|
| Cable sólido | [F]SE-1Z | CO2 | DC(+) | 1.0 1.2 | AWS A5.18 ER70S-G |
≥ 100 |
| [F]MG-1Z | CO2 | DC(+) | 1.0 1.2 | AWS A5.18 ER70S-G |
≥100 | |
| Gas de protección FCW | [F]MX-1Z | CO2 | DC(+) | 1.2 | AWS A5.20 E70T-1C |
≥150 *1 |
| [F]MX-100Z | CO2 | DC(+) | 1.2 | AWS A5.20 E71T-1C |
≥ 150 *2 | |
| [F]DW-1SZ | CO2 | DC(-) | 1.4 | JIS Z 3313 T 49 0 T5-1 C A |
≥ 550 | |
| Electrodo cubierto | [F]Z-1Z | --- | AC,DC(±) | 3.2 4.0 5.0 6.0 |
JIS Z 3211 E4340 |
≥ 550 |
| Auto-blindado FCW | [F]OW-1Z | --- | DC(-) | 1.2 | AWS A5.20 E71T-GS |
≥ 550 |
*2. Recomendado para menos o igual a 200A
| Marcas comerciales | Composiciones químicas (%) | Propiedades de resistencia | Energía absorbida | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | 0.2% OS (MPa) |
TS (MPa) |
El (%) |
0°C (J) | ||
| Cable sólido | [F]SE-1Z | 0.10 | 0.49 | 1.10 | 0.009 | 0.009 | - | 430 | 540 | 30 | 110 |
| [F]MG-1Z | |||||||||||
| Gas de protección FCW | [F]MX-1Z | 0.05 | 0.50 | 1.52 | 0.011 | 0.010 | - | 480 | 570 | 26 | 83 |
| [F]MX-100Z | 0.10 | 0.40 | 1.55 | 0.011 | 0.012 | - | 480 | 590 | 27 | 100 | |
| [F]DW-1SZ | 0.12 | 0.15 | 1.48 | 0.010 | 0.005 | - | 420 | 560 | 26 | 60 | |
| Electrodo cubierto | [F]Z-1Z | 0.09 | 0.15 | 0.48 | 0.015 | 0.005 | - | 380 | 450 | 26 | 100 |
| Auto-blindado FCW | [F]OW-1Z | 0.25 | 0.23 | 0.91 | 0.008 | 0.002 | 2.38 | --- | --- | --- | --- |
4-1. Cable sólido
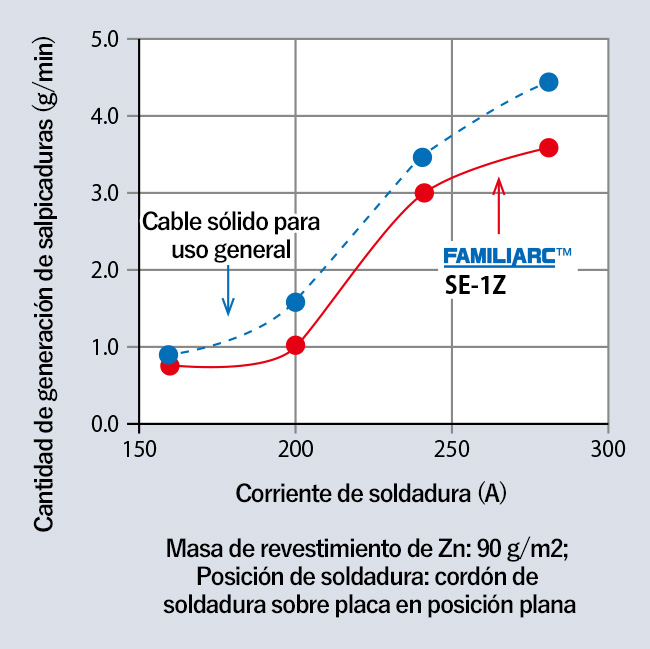
Figura 2: comparación de la generación de
salpicaduras entre [F] SE-1Z y cables
sólidos para uso general
[F] MG-1Z, un cable sólido desarrollado exclusivamente para soldar láminas de acero galvanizado, está diseñado para producir una mayor viscosidad en el metal fundido que los cables sólidos para uso general con el fin de aumentar la resistencia a la porosidad.
La alta viscosidad evita que el metal fundido fluya directamente debajo del arco y ayuda a que el gas vaporizado se descargue fácilmente, proporcionando así una excelente resistencia a la porosidad.
Se ha agregado a la misma gama de productos otro cable sólido [F] SE-1Z, que no está recubierto con Cu. En un esfuerzo para mejorar la Facilidad de uso y la Ecología, [F] SE-1Z ofrece un suministro fluido de alambre y conductividad eléctrica incluso sin un revestimiento de cobre. Debido a tener un recubrimiento sin Cu, no ocurre la descamación de Cu, que generalmente es causada por la presión de un rodillo de presión o por el contacto con el revestimiento dentro de un cable de conducto y en consecuencia, no se produce un suministro deficiente de alambre. Además, puede mantener suficiente resistencia a la corrosión porque un tratamiento especial anticorrosión evita que ocurra la acción de célula local (causada por un contacto metálico disímil entre el Fe y Cu). [F] SE-1Z también está diseñado para obtener una viscosidad más alta de lo normal del metal fundido, asimismo la excelente capacidad de suministro y el arco estable del alambre reducen las salpicaduras como se muestra en la Figura 2.
En cuanto al gas protector, el gas CO2 es el más adecuado para ambos cables; por otro lado, ni el gas mixto Ar-CO2 ni el proceso MAG pulsado se recomiendan desde el punto de vista de la resistencia a la porosidad.
Se recomiendan espesores de lámina de entre 1,6 y 6,0 mm y las posiciones de soldadura horizontal y plana.
Aunque [F] MG-1Z y [F] SE-1Z ofrecen una mayor resistencia a la porosidad que los cables sólidos para uso general, el proceso de soldadura por arco metálico (GMAW) no es mejor en términos de resistencia a la porosidad que los procesos de soldadura por arco con núcleo de fundente (FCAW) o soldadura por arco con electrodo de metal revestido (SMAW). La masa de revestimiento de Zn recomendada tanto en [F] SE-1Z como en [F] MG-1Z es igual o inferior a 100 g/m2.
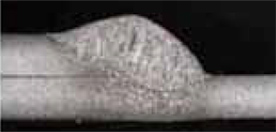
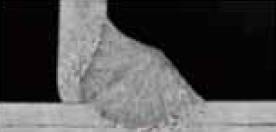
La Figura 3 muestra la apariencia del cordón de soldadura y la macroestructura de la sección transversal tanto en la soldadura de filete horizontal como en la soldadura a solape de [F] SE-1Z.
Soldadura de filete horizontal: 180A-22V-500mm/min; Espesor de la lámina: 2,3 mm; Masa de recubrimiento Zn: 90g/m2


Soldadura a solape de filete: 175A-21V-500mm/min; Espesor de la lámina: 2,3 mm; Masa de recubrimiento Zn: 90g/m2
 Apariencia del cordón de soldadura
Apariencia del cordón de soldadura
 Macroestructura
Macroestructura
Figura 3: aspecto del cordón de soldadura y macroestructura de la sección transversal de la soldadura F SE-1Z (1,2 mm de diámetro)
Soldadura a solape de filete: 175A-21V-500mm/min; Espesor de la lámina: 2,3 mm; Masa de recubrimiento Zn: 90g/m2
 Apariencia del cordón de soldadura
Apariencia del cordón de soldadura
 Macroestructura
Macroestructura
Figura 4: aspecto del cordón de soldadura y macroestructura de la sección transversal de la soldadura F MX-1Z (1,2 mm de diámetro)
4-2. Cable con núcleo fundente
Cuando la masa de revestimiento de Zn de la lámina de acero galvanizado es igual o inferior a 150 g/m2, se recomienda utilizar [F] MX-100Z o el recientemente desarrollado [F] MX-1Z, dependiendo de la zona de corriente de soldadura correspondiente. [F] MX-1Z proporciona una excelente estabilidad de arco a la corriente de soldadura de no menos de 200A, mientras que [F] MX-100Z lo hace en la zona de baja corriente igual o inferior a 200A.
Por el contrario, cuando la masa de recubrimiento de Zn es igual o superior a 150 g/m2, F DW-1SZ es adecuado.
[F] DW-1SZ presenta una excelente resistencia a la porosidad, salpicaduras pequeñas y un arco estable; además, es adecuado para todas las posiciones de soldadura. Sin embargo, solo se puede utilizar con electrodo de corriente continua negativo (DCEN).
Soldadura a solape de filete: 140A-19V-300 mm/min; Espesor de la lámina: 2,3 mm; Masa de revestimiento Zn: 135g/m2
 Apariencia del cordón de soldadura
Apariencia del cordón de soldadura
 Macroestructura
Macroestructura
Figura 5: aspecto del cordón de soldadura y macroestructura de la sección transversal de la soldadura [F] MX-100Z (1,2 mm de diámetro)
Soldadura de filete horizontal: 240A-22V-250mm/min; Espesor de la lámina: 6.0mm; Masa de recubrimiento Zn: 550g/m2
 Apariencia del cordón de soldadura
Apariencia del cordón de soldadura
 Macroestructura
Macroestructura
Figura 6: aspecto del cordón de soldadura y macroestructura de la sección transversal de la soldadura [F] DW-1SZ (1,4 mm de diámetro)
4-3. Electrodo cubierto
[F] Z-1Z es otro electrodo cubierto recientemente desarrollado para soldar láminas de acero galvanizado. Sus características especiales incluyen un fuerte arco de soldadura y una excelente concentración de arco. Como proporciona una buena estabilidad de arco, se reducen las salpicaduras.
La masa de revestimiento de Zn recomendada por [F] Z-1Z es igual o inferior a 550 g/m2 y es adecuada para soldar láminas de acero galvanizado por inmersión en caliente, así como láminas de acero normales.
La Figura 7 muestra las apariencias del cordón de soldadura, las macroestructuras de sección transversal tanto en la soldadura de filete horizontal como en la soldadura a solape de filete y la superficie fracturada de la soldadura de filete horizontal de una soldadura F Z-1Z (4,0 mm de diámetro)
Soldadura de filete horizontal: 130A; Espesor de la lámina: 6.0mm; Masa de recubrimiento Zn: 450g/m2


Soldadura a solape de filete: 130A; Espesor de la lámina: 6.0mm; Masa de recubrimiento Zn: 450g/m2
 Apariencia del cordón de soldadura
Apariencia del cordón de soldadura
 Macroestructura
Macroestructura
Superficie fracturada de soldadura de filete horizontal
 Superficie facturada
Superficie facturada
Figura 7: aspecto del cordón de soldadura, macroestructura de la sección transversal y superficie fracturada de la soldadura [F] Z-1Z (4,0 mm de diámetro)
4-4. Cable con núcleo fundente auto protegido
[F] OW-1Z es un cable con núcleo fundente auto protegido (FCW) que no requiere gas de protección y es adecuado para soldadura en exteriores. Su alta resistencia a la porosidad minimiza los defectos de porosidad incluso en la soldadura de láminas de acero galvanizado con una masa de recubrimiento de Zn bastante alta de hasta 550 g/m2.
Sin embargo, se debe prestar suficiente atención durante el uso, ya que debe utilizarse solo con polaridad DCEN, estando limitado a láminas con un grosor de placa de 1,0 a 6,0 mm y no debe aplicarse a las juntas de soldadura que requieren una resistencia de muesca alta.
La Figura 8 muestra las apariencias del cordón de soldadura y las macroestructuras de la sección transversal de [F] OW-1Z (1,2 mm de diámetro) en soldadura de filete horizontal y soldadura de filete de solape.
Soldadura de filete horizontal: 230A-22V-300mm/min; Espesor de la lámina: 6.0mm; Masa de recubrimiento Zn: 550g/m2

Soldadura a solape de filete:280A-25V-300 mm/min; Espesor de la lámina: 6.0mm; Masa de recubrimiento Zn: 550g/m2
 Apariencia del cordón de soldadura
Apariencia del cordón de soldadura
 Macroestructura
Macroestructura
Figura 8: aspecto del cordón de soldadura y macroestructura de la sección transversal de la soldadura [F] OW-1Z (1,2 mm de diámetro)
Las fotos de las Figuras 9 y 10 muestran la soldadura de una estructura de bastidor para un bus con [F] SE-1Z y de una tubería de agua con [F] Z-1Z.
![Figura 9: soldadura de una estructura de bastidor para un bus con [F] SE-1Z](../../images/education-center/technical_hightlight/vol26_31.jpg)
Figura 9: soldadura de una estructura de bastidor
para un bus con [F] SE-1Z
![Figura 10: soldadura de una tubería de agua con [F] Z-1Z](../../images/education-center/technical_hightlight/vol26_32.jpg)
Figura 10: soldadura de una tubería de agua con
[F] Z-1Z
5.Epílogo
Al soldar láminas de acero galvanizadas por inmersión en caliente, la eficiencia de la soldadura se puede mejorar seleccionando las combinaciones más adecuadas de métodos de soldadura y consumibles, además de tener en cuenta el tipo de lámina de acero galvanizada y su masa de revestimiento de Zn.
Los consumibles de soldadura de la serie 1Z para láminas de acero galvanizado son adecuados para láminas con una amplia gama de masa de revestimiento de Zn y pueden utilizarse bajo una gama de procedimientos de soldadura. También están diseñados para reducir los defectos de porosidad y la generación de salpicaduras.
Nota: la soldadura de láminas de acero galvanizado genera más humo que la soldadura de aceros normales. Por lo tanto, preste especial atención a la seguridad e higiene ambiental al garantizar una ventilación adecuada y al usar dispositivos de protección respiratoria
[Referencias]
K. Yamazaki: soldadura por arco con blindaje de gas de láminas de acero galvanizado - problemas y soluciones -: La Sociedad de Soldadura e Ingeniería de Japón, WE-COM Magazine Vol. 11 (enero de 2014)
[F] en los nombres comerciales indican FAMILIARC.
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




