

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.27: Hilos tubulares para metales resistentes al calor, conforme a las especificaciones AWS.
Técnica Destacada Vol.27
Vol.27: Hilos tubulares para metales resistentes al calor, conforme a las especificaciones AWS.

1.Introducción
Los aceros resistentes al calor, usualmente aceros Cr-Mo, son utilizados extensamente bajo altas temperaturas y ambientes de alta presión como en calderas de centrales térmicas. (En lo sucesivo llamados calderas)
Estos aceros, son clasificados en Japón por el Estándar Japonés Industrial (JIS) e internacionalmente por los estándares de ambas, la Sociedad Americana para pruebas y materiales (ASTM) y la Sociedad Americana de Ingenieros Mecánicos (ASME)
La clasificación de consumibles de soldadura para aceros resistentes al calor, también es regulada por JIS en Japón y por los estándares AWS y ASME en el extranjero.
La Tabla 1, muestra los consumibles de soldadura para aceros resistentes al calor (1.25Cr-0.5 y 2.25Cr-1Mo metales) de la Kobe Steel para calderas.
| Tipo de acero | ASTM | SMAW | GMAW | GTAW | SAW Flujo/Cable |
FCAW |
|---|---|---|---|---|---|---|
| 1.25Cr-0.5Mo | A387 Gr.11 Cl.1, 2 A213 Gr.T11,12 A335 Gr.P11,12 |
[T]CM-A96 [T]CM-B98 |
[T]MG-S1CM [T]MG-S80B2F |
[T]TG-S1CM [T]TG-S80B2 |
[F]G-80/ [T]US-511 [F]G-80/ [T]US-B2 |
[T]DW-81B2C[CO2] [T]DW-81B2[Ar-CO2] |
| 2.25Cr-1Mo | A387 Gr.22 Cl. 1, 2 A213 Gr.T22 A335 Gr.P22 |
[T]CM-A106 [T]CM-B108 |
[T]MG-S2CM | [T]TG-S2CM [T]TG-S90B3 |
[F]G-80/ [T]US-521 [F]G-80/ [T]US-B3 |
[T]DW-91B3C[CO2] [T]DW-91B3[Ar-CO2] |
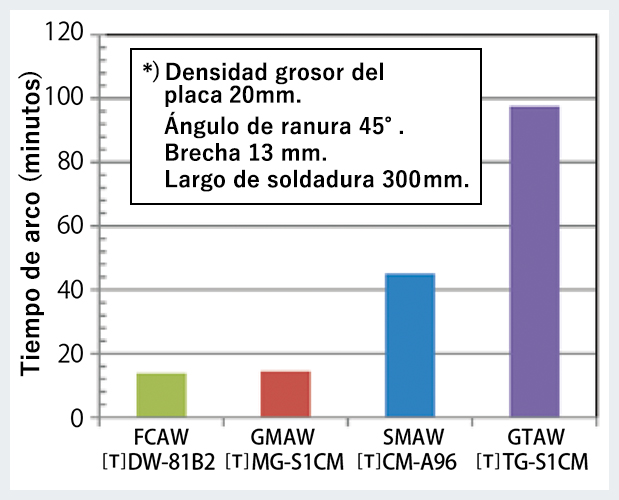
Figura 1: comparación de tiempos de arco por procesos
de soldadura.
SMAW, SAW, GMAW y GTAW son procesos de soldadura comúnmente aplicados para fabricar calderas; sin embargo, los hilos tubulares (FCWs) proporcionan una mayor eficiencia que las varillas TIG de relleno (GTAW) y electrodos cubiertos (SMAW) mostrados en la Figura 1. Con la habilidad de crear una apariencia excelente del cordón de soldadura, incluso en severas posiciones como en tubos fijos, los FCWs se han vuelto una tendencia en la mayoría de astilleros. Por lo tanto es de esperarse que los FCWs se extiendan a las industrias que requieren aceros resistentes al calor, así como también para la fabricaciones de calderas en un futuro cercano.
En este artículo, se tratará los FCWs para aceros resistentes al calor 1.25Cr-0.5Mo y 2.25Cr-1Mo que se ajustan a las especificaciones AWS.
2.Línea de FCWs para aceros resistentes al calor.
La selección de FCws de la Kobe Steel para aceros resistentes al calor se muestran en la tabla 2. Estos son clasificados de acuerdo a los aceros y los gases de blindaje especificados por la AWS, a la vez que también están conforme con F-Núm. y A-Núm. de la ASME.
| 100%CO2 | Ar-20%CO2 | ASME F-No. |
ASME A-No. |
|
|---|---|---|---|---|
| 1.25Cr-0.5Mo | [T]DW-81B2C [AWS A5.29 E81T1-B2C] |
[T]DW-81B2 [AWS A5.29 E81T1-B2M] |
6 | 3 |
| 2.25Cr-1Mo | [T]DW-91B3C [AWS A5.29 E91T1-B3C] |
[T]DW-91B3 [AWS A5.29 E91T1-B3M] |
6 | 4 |
La AWS también especifica el tratamiento de calor post soldadura (PWHT) a 690℃ por 1 hora (690℃ x 1 h). Como el PWHT es usualmente llevado a la práctica, es necesario diseñar consumibles de soldadura que proporcionen excelentes propiedades mecánicas después del PWHT tomando los siguientes puntos en consideración:
(1) Minimizar impurezas tales como P y S en materias primas;
(2) Diseñar para bajo C y un alto Mn para así proporcionar un moderado endurecimiento y estabilizar la resistencia de la muesca.
Las Tablas 3 y 4 muestran típicas composiciones químicas y propiedades mecánicas, después de PWHT en los metales depositados respectivamente. Ambas composiciones químicas y propiedades de tensión satisfacen los requerimientos AWS, y el impacto de las propiedades temperatura de cámara( +20℃) son suficientes.
| Clases de acero. | Designación comercial | Gas de protección | C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|---|---|---|
| 1.25Cr-0.5Mo | [T]DW-81B2C | 100%CO2 | 0.05 | 0.21 | 0.96 | 0.009 | 0.004 | 1.22 | 0.50 |
| [T]DW-81B2 | Ar-20%CO2 | 0.06 | 0.29 | 0.97 | 0.010 | 0.005 | 1.30 | 0.50 | |
| AWS A5.29 B2 |
Min Max |
0.05 0.12 |
- 0.80 |
- 1.25 |
- 0.030 |
- 0.030 |
1.00 1.50 |
0.40 0.65 |
|
| 2.25Cr-1Mo | [T]DW-91B3C | 100%CO2 | 0.06 | 0.18 | 0.99 | 0.007 | 0.004 | 2.26 | 1.00 |
| [T]DW-91B3 | Ar-20%CO2 | 0.06 | 0.29 | 1.12 | 0.008 | 0.004 | 2.38 | 1.01 | |
| AWS A5.29 B3 |
Min Max |
0.05 0.12 |
- 0.80 |
- 1.25 |
- 0.030 |
- 0.030 |
2.00 2.50 |
0.90 1.20 |
| Clases de acero. | Designación comercial | Gas de protección | Condición de PWHT. |
0.2%YS (MPa) |
TS (MPa) |
El (%) |
vE+20℃ (J) |
|---|---|---|---|---|---|---|---|
| 1.25Cr-0.5Mo | [T]DW-81B2C | 100%CO2 | 690℃x1h | 539 | 619 | 23 | 54 |
| [T]DW-81B2 | Ar-20%CO2 | 570 | 654 | 22 | 31 | ||
| AWS A5.29 B2 |
677-704℃ x1-1.25h |
Min.470 | 552 - 689 |
Min.19 | - | ||
| 2.25Cr-1Mo | [T]DW-91B3C | 100%CO2 | 690℃x1h | 571 | 659 | 22 | 82 |
| [T]DW-91B3 | Ar-20%CO2 | 621 | 696 | 22 | 111 | ||
| AWS A5.29 B3 |
677-704℃ x1-1.25h |
Min.540 | 621 -758 |
Min.17 | - |
3.Utilidad de los FCWs para aceros resistentes al calor
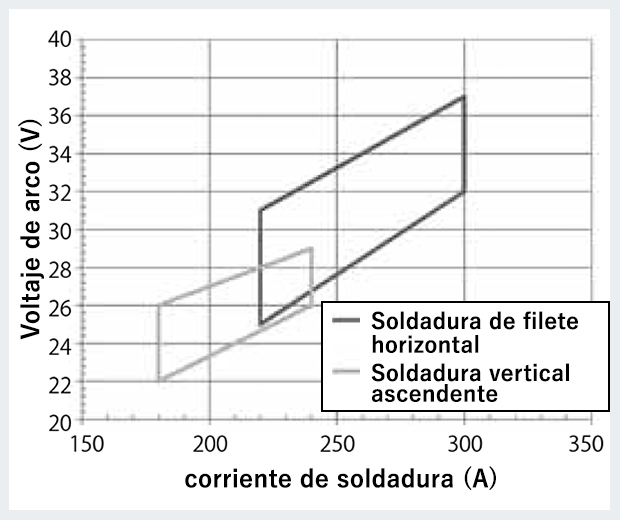
Figura 2: Rangos aplicables de corriente de soldadura y
voltaje de arco por posiciones de soldadura
En los FCW de Kobe Steel para aceros resistentes al calor, se agregan agentes formadores de escoria como el rutilo (TiO2) para mejorar la facilidad de uso en todas las posiciones de soldadura. La Figura 2 muestra los rangos aplicables de corriente de soldadura y voltaje de arco en filete horizontal y soldadura vertical ascendente. Por consiguiente, la corriente de soldadura puede ser tan alta como aproximadamente 300 A en soldadura de filete horizontal y 240 A en soldadura vertical hacia arriba. Además, se puede utilizar una amplia gama de voltaje de arco.
Figura 3: muestra las apariencias de las perlas y las macroestructuras de sección transversal en filete horizontal y soldadura ascendente vertical, respectivamente. Además de obtener una penetración suficiente y una punta de soldadura sólida, no aparece una gran adherencia por salpicadura de partículas, la forma de la perla muestra poca irregularidad y la apariencia de esta es brillante.
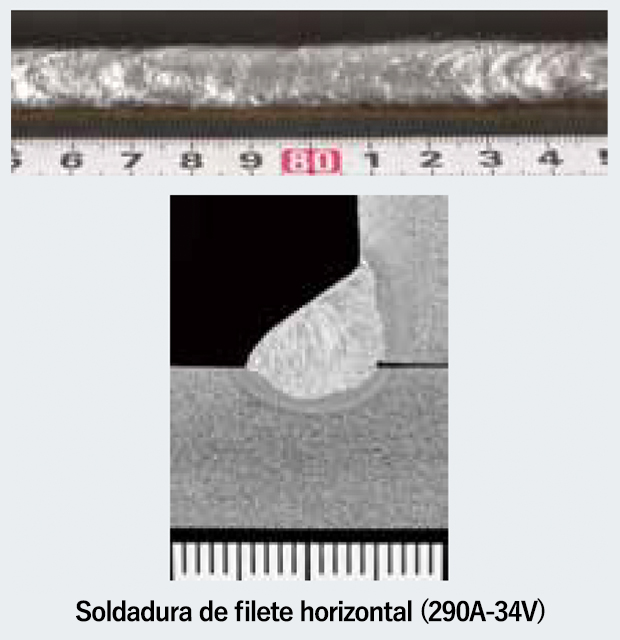
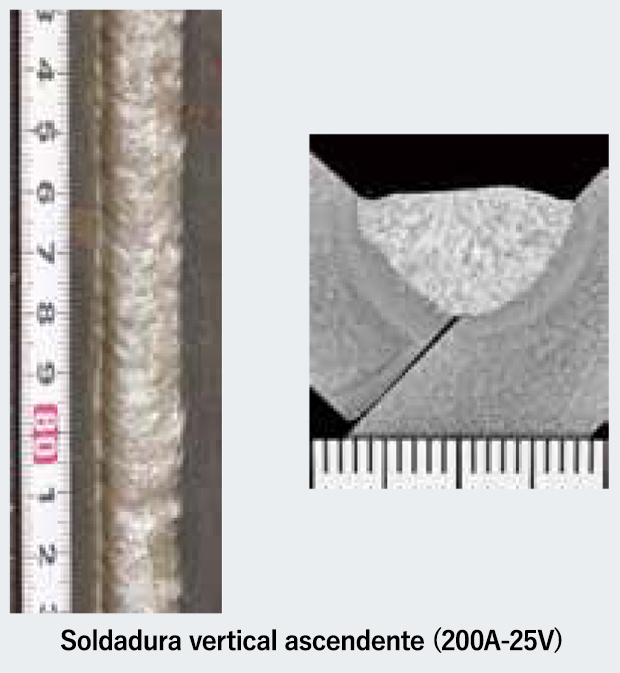
Nota: [T] DW-81B2C 1.2mm diámetro
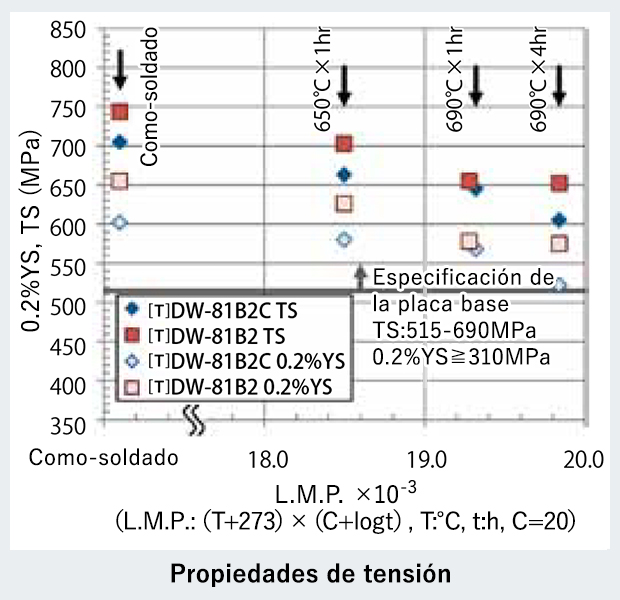
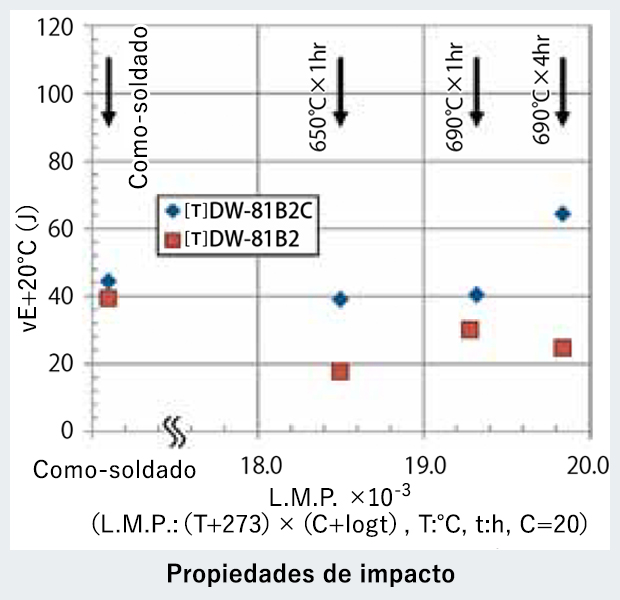
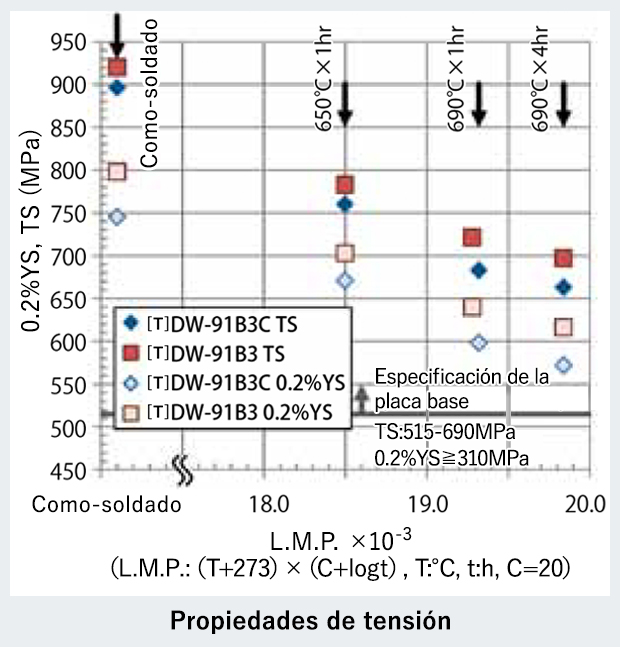
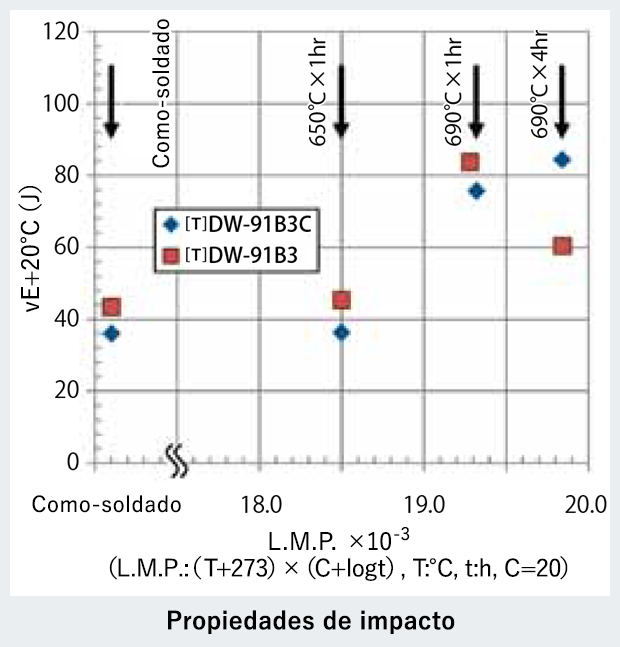
4.Propiedades mecánicas de los FCW para aceros resistentes al calor, en diversas condiciones PWHT.
Las Figuras 4 y 5 indican las propiedades mecánicas en diversas condiciones de PWHT, incluida la condición de soldadura según referencia.
Con respecto al 0,2% de la resistencia al rendimiento de compensación (0,2% YS) y la resistencia a la tracción (TS), los FCW satisfacen completamente los límites inferiores de los del metal base, incluso en condiciones de PWHT de alta temperatura y tiempo prolongado, como 690 ℃ x 4h. Por otro lado, es más efectivo realizar PWHT a temperaturas más altas (650 ℃ → 690 ℃) y más tiempo (1h → 4h) para obtener mejores propiedades de impacto.
5.Contenido de hidrógeno difusible de metales de soldadura con FCW para aceros resistentes al calor
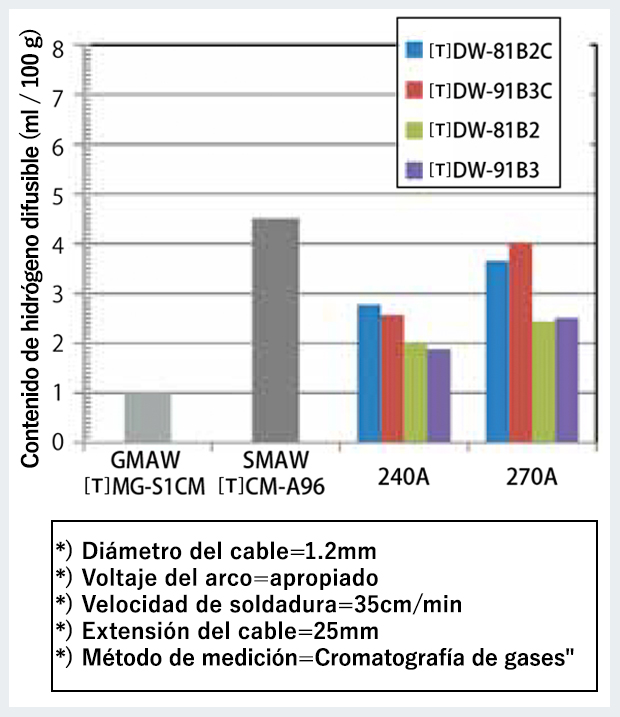
Figura 6: contenido de hidrógeno difusible de
metal de soldadura
La Figura 6: compara el contenido de hidrógeno difusible de los metales de soldadura, con los FCW para los aceros resistentes al calor, con el de un cable sólido (GMAW) y un electrodo cubierto (SMAW).
El contenido de hidrógeno difusible de los FCW es de 2 a 4 ml / 100 g, que es inferior al de [T] MG-S1CM (GMAW) pero casi equivalente al de [T] CM-A96 (SMAW).
Cada una de las pruebas anteriores, se realizó justo después de que se abriera el paquete de consumibles de soldadura. Sin embargo, debido a la absorción de humedad por parte de los consumibles de soldadura o su adherencia, el contenido de hidrógeno difusible puede aumentar si los consumibles de soldadura se dejan en los paquetes abiertos durante largos períodos de tiempo. Por lo tanto, se recomienda que los consumibles se utilicen rápidamente una vez que se abran sus paquetes .
6.Resistencia al agrietamiento por alivio de tensión de metales de soldadura con FCW para aceros resistentes al calor
En la soldadura real de aceros resistentes al calor, PWHT se realiza para mejorar las propiedades de impacto del metal de soldadura y también para eliminar tensiones residuales. Sin embargo, el agrietamiento por alivio de tensión (SR) o el agrietamiento por recalentamiento pueden ocurrir durante el proceso PWHT. Dos razones son ampliamente reconocidas como la causa de las grietas de SR.
La fórmula de la susceptibilidad a la fisuración por SR para el endurecimiento de la precipitación es la siguiente:
[En caso de ΔG>0, se produce la grieta.]
[En caso de PSR≥0, ocurre la grieta.]
Cu 1.0%; Mo 2.0%
Las fórmulas anteriores muestran que Cr, Mo, Ti, V y Nbare son los elementos que conducen a la formación de precipitados y al debilitamiento de la resistencia a la fisuración SR. Sin embargo, es importante tener en cuenta que estas preocupaciones son más relevantes para los aceros resistentes al calor que los aceros al carbono, porque Cr y Mo son elementos principales e inevitables en los aceros resistentes al calor.
En este sentido, el rutilo (TiO2) es otro aspecto importante en el diseño de los FCW para aceros resistentes al calor. Aunque se utiliza comúnmente en los FCW de todas las posiciones como agente formador de escoria, el elemento Ti descompuesto del TiO2 se mezcla inevitablemente en el metal de soldadura, lo que resulta en una menor resistencia a la fisuración SR. También existe la posibilidad de que V y Nb puedan mezclarse con el metal de soldadura, ya que son impurezas inevitables en las materias primas para los consumibles de soldadura.
Los FCW para aceros resistentes al calor deben diseñarse cuidadosamente, desde el punto de vista de la grieta SR. En los FCW de Kobe Steel para aceros resistentes al calor, las impurezas en las materias primas se controlan estrictamente, lo que resulta en el logro de una excelente resistencia a la fisuración SR.
Hay dos métodos de evaluación de la resistencia a la fisuración por SR: la prueba de resistencia a la tracción a alta temperatura / baja y la prueba de craqueo de anillo en forma de C. La Figura 7 compara la reducción del área después de la fractura en la prueba de alta tensión / baja y prueba de resistencia a la tracción.
Cuando la reducción del área después de la fractura es baja, la resistencia a la fisuración SR es pobre. El FCW sin control de impurezas produjo una baja reducida del área después de la fractura. En contraste, el [T] DW-81B2 FCW, en el que se controlan las impurezas, tuvo casi la reducción equivalente del área después de la fractura como [T] CM-A96MBD, un electrodo cubierto que se utiliza en la soldadura de recipientes a presión.
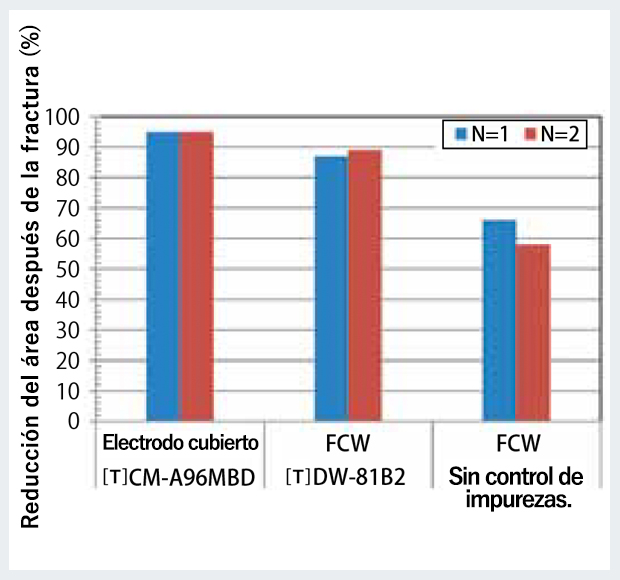
Figura 7: comparación de la reducción del área después
de la fractura en la prueba de tracción-tasa de tensión de
alta temperatura-sensibilidad de tensión-prueba de
tracción lenta.
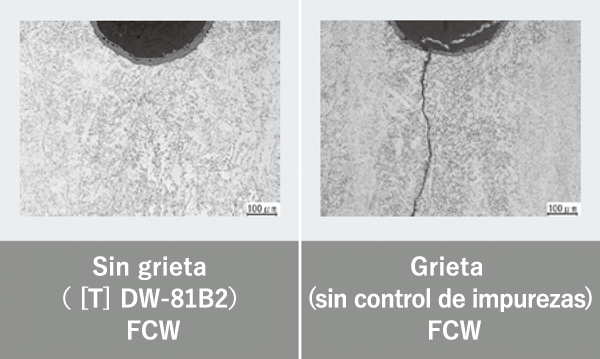
Figura 8: observación de grietas o no grietas en la parte
de la muesca en U en la prueba de craqueo de anillo
en forma de C.
Los resultados de la prueba de craqueo en anillo en forma de C se muestran en la Figura 8. Se puede observar que la fisura ocurrió con el FCW sin control de impurezas, que era el mismo FCW, el que se muestra en la Figura 7. Por otra lado, no se produjo ninguna fisuración con [T] DW-81B2. FCW, en la que se controlan las impurezas. Estos resultados demuestran que la [T] DW-81B2 tiene una excelente resistencia a la fisuración SR .
7.Notas sobre el uso
En la soldadura, la condición PWHT debe determinarse considerando las propiedades mecánicas requeridas, incluso si los FCW para aceros resistentes al calor muestran buenas propiedades mecánicas dentro del rango de 650-690 ℃x1-4h como se muestra en el punto 4, arriba (Mecánica en diversas condiciones PWHT)
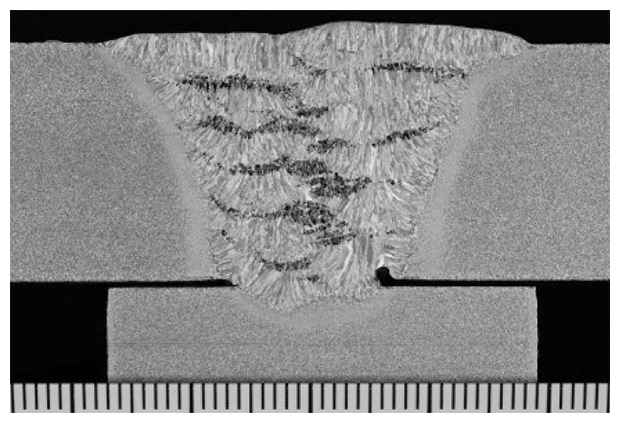
Figura 9: macroestructura transversal que muestra la
generación de la banda de ferrita (PWHT: 710 ℃x24h)
Por ejemplo, en condiciones de PWHT de alta temperatura y tiempo prolongado, como 690 ℃x4h, los 0,2% YS y TS de los FCW pueden satisfacer completamente el límite inferior de los del metal base, y es ventajoso para mejorar las propiedades de impacto. Por otro lado, si se realiza un PWHT a alta temperatura y tiempo prolongado excesivo, causará la formación de una estructura blanda llamada banda de ferrita y puede ocasionar reducciones extremas en la resistencia de la TS y la muesca.
Por lo tanto, se recomienda realizar una prueba de confirmación por adelantado para determinar si las propiedades mecánicas cumplirán con los requisitos, cuando se aplique un exceso de temperatura alta y un tiempo de PWHT superior a 690 ℃x4h.
Finalmente, no se recomienda que los FCW, descritos anteriormente, se apliquen en la soldadura de recipientes a presión o piezas que requieran una resistencia a la presión que especifique tenacidad a baja temperatura. La aplicación de estos FCW debe utilizarse en piezas sin requisitos estrictos de tenacidad, o, en otras palabras, sin requisitos de resistencia a la presión.
8.Postdata
En este artículo, los FCW para 1.25Cr-0.5Mo y AWS. Se discutieron los estándares. Están diseñados para cumplir los requisitos no solo de las composiciones químicas y las propiedades de tracción, sino también de las propiedades de impacto. Además, como su objetivo es disminuir la susceptibilidad a la fisuración por SR que es peculiar de los aceros resistentes al calor. Esperamos que estos FCW contribuyan a la mejora de la eficiencia de la soldadura.
Al reflexionar, sobre los comentarios de los clientes que aplican estos consumibles de soldadura en el lugar de empleo, Kobe Steel hará todos los esfuerzos posibles para mejorar aún más las propiedades de estos FCW.
[Referencias]
1. The Journal of The Japan Welding Society, 1992 Vol. 61, No. 6, p469-p472.
2. API RP 934-A, 2012, Addendum 2, Anexo B.
3. El Diario de la Socidad de Soldadura de Japón, 1964 Vol. 33, No. 9, p718-p725 5
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




